Изобретение относится к устройствам для сварки арматурных сеток и может быть использовано в строительной индустрии.
Целью изобретения является повышение эксплуатационной надежности за счет корректировки режима подачи проволоки и снижение трудоемкости.
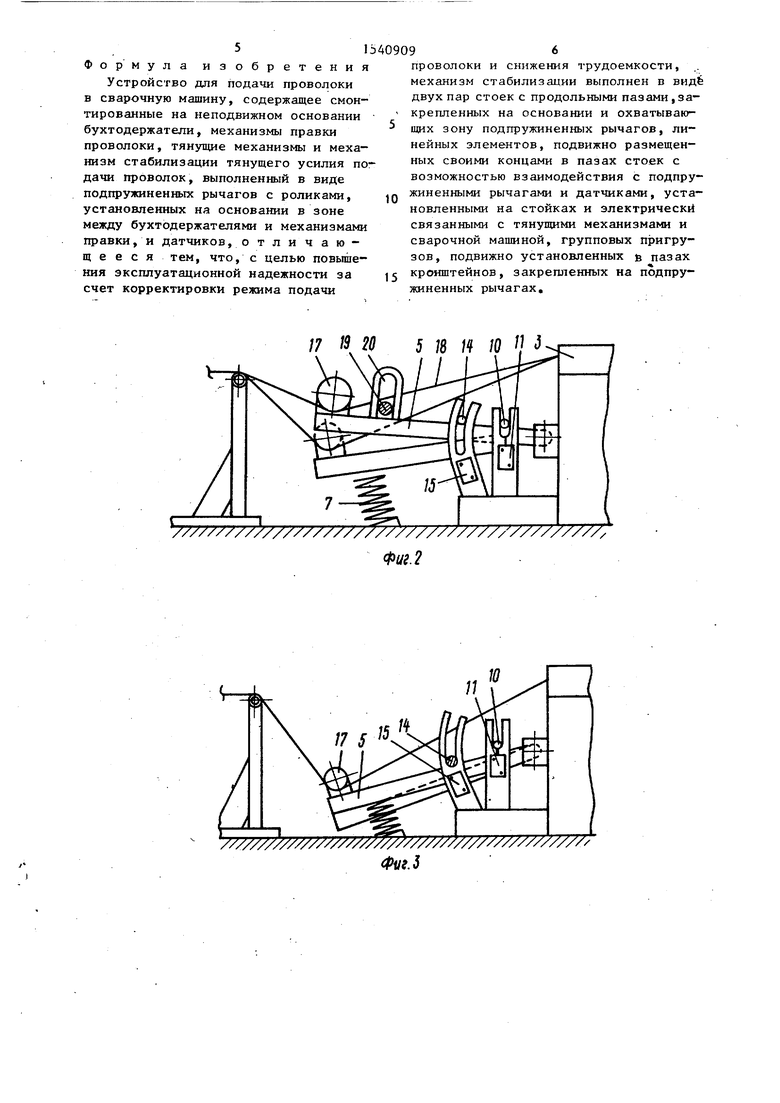
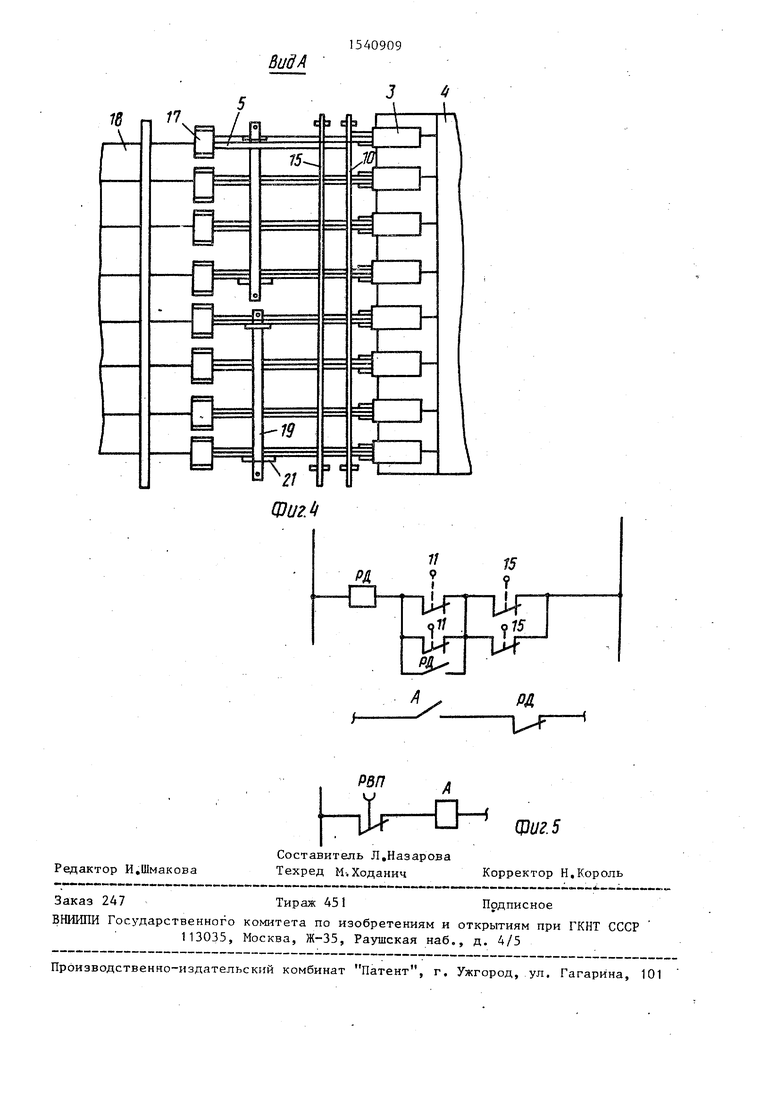
На фиг.1 показано предлагаемое устройство, продольное сечение (положение всех подпружиненных рычагов крайнее нижнее); на фиг,2 - то же, положение одного из подпружиненных рычагов крайнее верхнее - отключающее дальнейшую работу; на фиг.З - то же, положение самого поднятого рычага разрешает продолжение работы; на фиг,4 - вид А на фиг.1; на фиг.З электрические принципиальные схемы участков цепей взаимодействия датчиков с тянущим механизмом и сварочной машиной.
На неподвижном основании 1 смонтированы бухсодержатели 2, механизмы 3 правки и тянущий механизм 4. Рычаги 5 шарнирно смонтированы в проушинах 6, закрепленных на основании 1, и подпружинены от него пружинами 7. Две стойки 8, закрепленные на основании охватывают зону рычагов 5. В пазах 9, выполненных на стойках 8, подвижно размещены концы линейных элементов 10, расположенных над рычагами 5 . На стойках 8 установлены датчики 11, нажатые в исходном положении концами линейных элементов 10. Две стойки 12 также закреплены на основании 1 и охватывают зону рыча- - гов 5, В пазах 13, выполненных на стойках 12, подвижно размещены концы линейных элементов 14, размещенны над рычагами 5. Датчики 15 установлены на стойках 12 и нажаты в исходном положении концами линейных элементов 14. Датчики 15 и линейные элементы 14 размещены ниже датчиков 11 и линейных элементов 10, На концах рычагов 5 в проушинах 16 смонтированы ролики 17, служащие для взаимодействия с проволоками 18. Групповые пригрузы 19 подвижно размещены в .пазах 20 кронштейнов 21, закрепленных на рычагах 5,
При наладке датчики 11 и линейные элементы 10 размещают по высоте так, что любой из рычагов 5 поднимает линейный элемелт 10, т.е. освобождает один из датчиков 11 только при пре0
5
0
5
0
5
0
5
0
5
дельно возможном тянущем усилии в проволоке 18, взаимодействующей с роликом 17 (фиг.2). Соответственно датчики 15 и линейный элемент 14 размещают по высоте так, что оба датчика 15 нажаты элементом 14 при положении рычагов 5, позволяющем продолжение работы (фиг.З).
В процессе работы в случае возрастания тянущего усилия в одной из проволок 18 до предельного рыча-г 5 поднимает линейный элемент 10, т.е. освобождает от нажатия один из датчиков 11, что обеспечивает включение реле РД, н.з, контакты которого рвут цепи запуска очередного цикла сварочной машины, в который входит подача проволок на шаг тянущим механизмом 4, Кроме того и.о. контакты реле РД включают реле времени РВП, н.з. временные контакты которого размещены в цепи питания катушки реле А, обеспечивающего автоматическую работу сварочной машины. В случае, если возрастание усилия в проволоке 18 носит временный характер, поднятый рычаг 5 опускается под действием своего веса и веса пригруза 19 за счет сматывания проволоки с бухтодержаталем 2, При опускании линейного элемента 14 на оба датчика 15 последние включают реле РД, что обеспечивает замыкание цепи запуска очередного цикла, т.е. продолжение работы сварочной машины, автоматика которой управляет работой тянущего-механизма 4, В случае, если возрастание усилия в проволоке 18 вызвано затяжкой проволоки уса бухтодержателя 2 или другой причиной, требующей остановки автоматической работы машины, н.з. временные контакты реле времени РВП через данный регулировкой промежуток времени (3-6 с) включает реле А, т.е. останавливают автоматическую работу сварочной машины ,
Устройство обеспечивает стабильную работу и позволяет исключить аварийные ситуации в случае затяжки одной из проволок, но не останавливает автоматическую работу при временных и самоустранимых повышениях тянущего усилия в разматываемой проволоке,Это повышает производительность сварочной машины и позволяет одному оператору обслуживать несколько сварочных машин.
Формула изобретения
Устройство для подачи проволоки в сварочную машину, содержащее смонтированные на неподвижном основании бухтодержатели, механизмы правки проволоки, тянущие механизмы и механизм стабилизации тянущего усилия подачи проволок, выполненный в виде подпружиненных рычагов с роликами, установленных на основании в зоне между бухтодержателями и механизмами правки, и датчиков, отличающееся тем, что, с целью повышения эксплуатационной надежности за счет корректировки режима подачи
Ь40909
проволоки и снижения трудоемкости, механизм стабилизации выполнен D виде двух пар стоек с продольными пазами,за- - крепленных на основании и охватываю- щих зону подпружиненных рычагов, линейных элементов, подвижно размещенных своими концами в пазах стоек с возможностью взаимодействия с подпру« жиненными рычагами и датчиками, установленными на стойках и электрически связанными с тянущими механизмами и сварочной машиной, групповых пригру- зов, подвижно установленных Б пазах
5 кронштейнов, закрепленных на подпружиненных рычагах.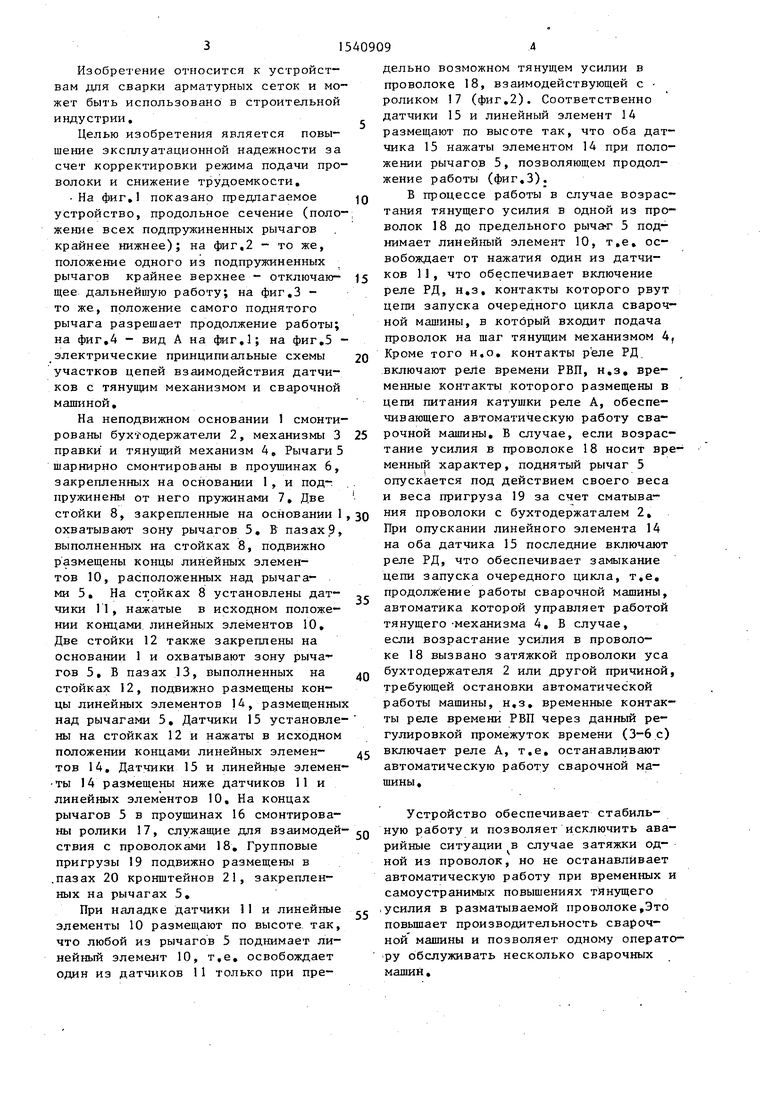
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для правки и резки проволоки | 1978 |
|
SU906638A1 |
| Правильно-отрезной автомат | 1983 |
|
SU1117109A1 |
| Многоярусный бухтодержатель | 1974 |
|
SU500849A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК | 1992 |
|
RU2028858C1 |
| Бухтодержатель | 1979 |
|
SU837453A1 |
| Автомат для изготовления выводов из проволоки | 1977 |
|
SU698704A1 |
| Устройство для разматывания проволоки | 1989 |
|
SU1639823A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| Устройство для размотки проволоки | 1978 |
|
SU1036424A1 |
Изобретение относится к устройствам для сварки арматурных сеток и может быть использовано в строительной индустрии. Цель изобретения - повышение эксплуатационной надежности за счет корректировки режима подачи проволоки и снижение трудоемкости. В устройстве для подачи проволок в сварочную машину, содержащем бухтодержатели 2, механизмы 3 правки, тянущий механизм 4 и механизм стабилизации тянущего усилия подачи проволоки. Механизм стабилизации выполнен в виде шарнирно связанных с основанием и подпружиненных от него рычагов 5 с роликами 17, взаимодействующими с проволоками 18. Над рычагами размещены линейные элементы 10 и 14, концы которых взаимодействуют с датчиками 11 и 15, а середины - с рычагами. В пазах кронштейнов 21, закрепленных на рычагах 5, установлены линейные элементы 10 и 14, которые путем давления на рычаги устраняют временные повышения тянущего усилия. Введение в устройство линейных элементов и пригрузов позволяет обеспечить временную задержку подачи проволоки при временных повышениях тянущего усилия до предельно допустимого и выключение автоматической работы сварочной машины при повышениях тянущего усилия, имеющие стойкий характер. Устройство позволяет повысить производительность сварочной машины и дает возможность одному оператору обслуживать несколько сварочных машин. 5 ил.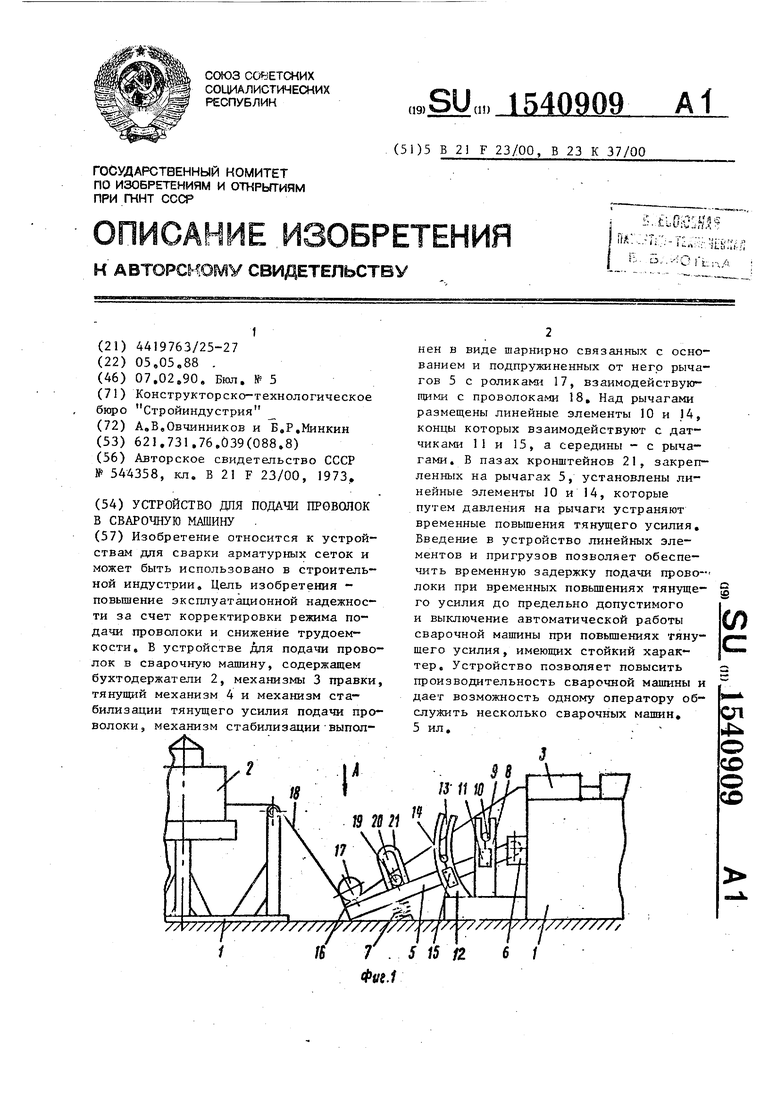
/7 Я &
/// У////////////////////////////////
Фиг. 5
| Устройство для подачи продольной проволоки в машину для сварки сеток | 1973 |
|
SU544358A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
