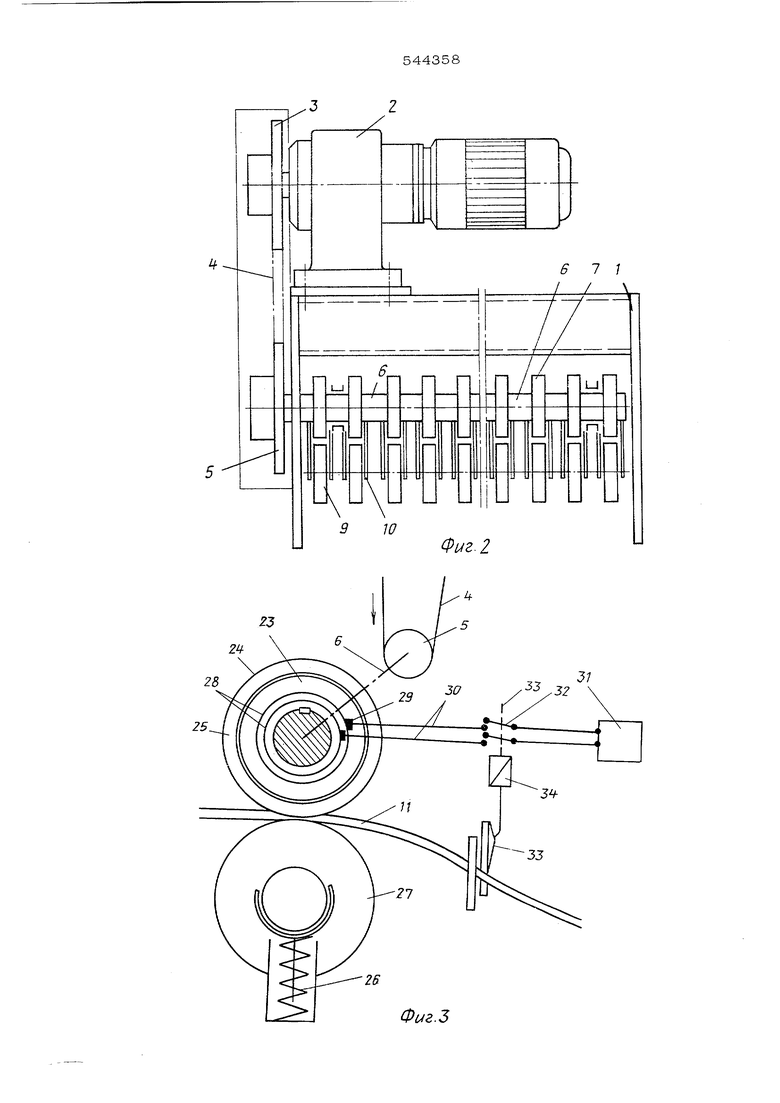
ства, Б котором датчик имеет магнитный 1трибпиженный выключатель. На станине 1 находится мотор, связанный с передачей 2, которая может быть выполнена также как бесступенчатая коробка переда Ведомое колесо 3 этой передачи 2 через пен 4 и цепное колесо 5 связано с установленным в станине 1 валом 6, на котором находятся приводные ролики 7 с подключенной между каждым предохранительной муфтой 8. Напротив каждой установлен подвижно ролик сцепления 9, расположенный на конпе подвижного рычага 10 (на фиг. 1 показан толь ко один рычаг) для фрикциоггаого ведения пруткового материала проволоки 11, находяшегося между этими роликами. Корпус каждого такого ролика может быт рифленым или выложенным материалом, имею шдм высокий коэффициент трения. Друтюй ко- нец каждого из рычагов 10 прр1мыкает к под пружиненному шатуну 12 подводящего устрой ства 13, состоящего из цилиндра и поршня и управляемого трехходовым клапаном 14. Трехходовые клапаны 14 при помощи под вижного чувствительного рычага 15, связанного с ним поводка 16 и пружины 17 переводят ролики сцепления 9 в положение I Каждый чувствительный рычаг 15 имеет на своем свободном конце направляющую вилку 18 и прилегает посредством нее к продольной проволоке 11, продвигающейся в направлении от устройства к сварочной машине. Продольные проволоки поступают на указанные ролики 7 и 9 от правильного устройст- ва 19 через направляющее сопло 20. Кроме зоны движения чувствительного рычага 15, необходимой для приведения в действие трехходового клапана 14, предусмотрен ротуэлектркческий вык-глочатель 21, который управляет выключателем 22, находяш,имся 3 цепи приводного мотора или сва™ рочной Muu-iHHbi для изготовления сеток. Это происходит дш1 того, чтобы при каком-либо нарушении в транспортировке продольных стержней к потребителю или к сварочной машине для йзго1ОЕления сеток выключить устройство. Зал С может приводиться в действие через цепь 4 и цепное колесо 5, Приводное звено в этой форме выполнения образовано из одной (внутренней) и на вал 6 насажен- ной половины 23 электромагнитной муфты 2 Другая (внешняя) половина 25 этой муфты 24 выполнена в виде обода колеса и являет ся свободно вращающейся на внртренней поло вине 23 при выключегшой муфте, К окружности этой внешней полопины 25 посредством пружины 26 прижимают опорный ролик 27, так что продольная проволока 11 постоянно удерживается между поверхностью половины муфты 24 и поверхностью ролика 27, но вытягивается только при включенной муфте 24. Муфта подсоединена через контактное колесо 28 и щетки 29 к питающей проводке 30, ведущей к источнику напряжения 31. В питающую проводку подключены контакты 32 выключателя 33, катушкой 34 которого со своей стороны управляют посредством датчика, расположенного в зоне свободного провисания продольного стержня 11. В этом случае является целесообразным выполнить датчик в виде фотоэлектрического выключателя с широкой щелью или в виде магнитного приб;и женного выключателя. То, что датчик устройства не обязательно должен быть размещен непосредственно за вытяжным механизмом, ясно из устройства на фиг. 4. Позицией А- обозначено устройство, Б - находящаяся на некотором расстоянии сварочная машина. Продольная проволока 11, протянутая от устройства А через правильное устройство 19, свободно провисает, проходя через направляющие 35. В этих направляющих датчик может быть установлен в виде магнитного приближетшого выключателя, который дерисит вытяжной механизм включенным до тех пор, пока продольная проволока движется внутри заштрихованной зоны между крайними положениями. Над магнитным приближенным выключателем 3 6 может быть размещен другой магнитный приближенный выключатель 37, который управляет выключателе -;- 22 для приводного мотора сварочной машгшы. Устройство работает следующим образом. К началу работы дхш каждой проволоки между устройством и сварочной машиной обеспечивают определе1-шоо свободное провисание, которое соответствует оол-ьшему, чем нужно для хода подачи, количеству материала. При провисании чувствительный рычаг 15, оггределяющий наличи.е провисания, воздействует через приводи ;ь е им в действие клапаны 14 на сцепление роликов 9 и соответствующих им приводных роликов 7. Далее скорость вытягивания, соответствующую скорости подачи, с помощью передачи 2 устанавливают такой, что средняя потребность сварочной мащины для сеток по мень- щей мере удовлетворяется приблизительно. При этом можно варьировать во время работы величиной провисания отдельной продольной проволоки в небольших границах, причем без перестановки клапанов 14. Если провисание по каким-либо причинам должно быть большим и достигать размера, показанного на фиг. 1 пунктиром, то соответствующий чувствительный рьлаг 15 приводит в действие соответствующий клапан 14, так что соответствующий ролик сцепления 9 выходит из зацепления и прерывает подачу соответствующей продольной проволоки и именно на столько, пока провисание не вернется к предусмотренной величине. Это происходит в частности в том случае, когда скорость подачи больше потребности сварочной машины. Если же помех в транспортировке провисание продольной проволоки достигает минимального значения, в этом случае прерывает соответствующий чувствительный рычаг световой луч фотоэлектрического выключателя 21, тем самым выключая приводной лМотор сварочной машины. Формула изобретения 1. Устройство для подачи продольной про волоки в машину для сварки сеток, содержащее размещенные на станине правильные механизмы, механизмы натяжения, состоящие из приводных и прижимных роликов и приводов сцепления, и датчики контроля натяжения компенсациотшых петель, отличающееся тем, что, с целью обеспечения непрерывности работы мащины, каждый меха низм натяжения установлен между правильным механизмом и датчиком контроля натяжения компенсационных петель, а датчики контроля натяжения компенсационных петель выполнены в виде чувствительных элемен- тов, расположенных в зоне компенсационных петель по числу продольных проволок, воздействующих на приводы сцепления роликов и обеспечивающих включение сварочной машины. 2.Устройство по п. 1, отличающееся тем, что чувствительные элементы выполнены в виде рычагов, обхватывающих рабочим концом соответствующие продольные проволоки. 3.Устройство по п. 1, отличающееся тем, что приводы сцепления каждой пары роликов выполнены в виде рычагов, закрепленных одним концом на общем валу с прижимными роликами, а другим концом соединенных со штоками пневмоцилиндров, шарнирно закрепленных на станине и управляемых датчиками при помощи трехходовых клапанов. 4.Устройство по п. 1, отличающееся тем, что приводы сцепления роликов выполнены в виде установленных на приводном валу дисков электромагнитных муф1 5.Устройство по пп. 1 и 4, о т л и чающееся тем, что чувствительные элементы выполнены в виде фотоэлектрических выключателей, управляющих электромагнитными муфтами. 6, Устройство по пп. 1 и 4, о т л и - чающееся тем, что чувствител.ьные элементы выполнены в виде магнитных выключателей, управляющих электромагнитными муфтами. Источники информации, принятые во внимание при экспертизе: 1. Линия сварки лотков инкубатора, разработанная и применяемая в Советском Союзе с 1967 г., эксплуатируемая на Пятигорском заводе сельскохозяйственных машин (прототип).
6 7 ; / 


| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| ПОДВИЖНОЕ ИРРИГАЦИОННОЕ УСТРОЙСТВО | 2018 |
|
RU2700385C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для подачи поперечной проволоки к машине для сварки сеток" | 1971 |
|
SU460609A3 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| Машина для контактной точечнойСВАРКи CETOK | 1978 |
|
SU837668A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |


9 W
2J
2ЦФиг. 2
Фиг.З
Фиг.
