Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании плоскостных деталей, например, на станках с ЧПУ.
Цель изобретения - увеличение безопасности при обработке за счет исключения скалывания металла при выходе фрезы из удаляемого слоя.
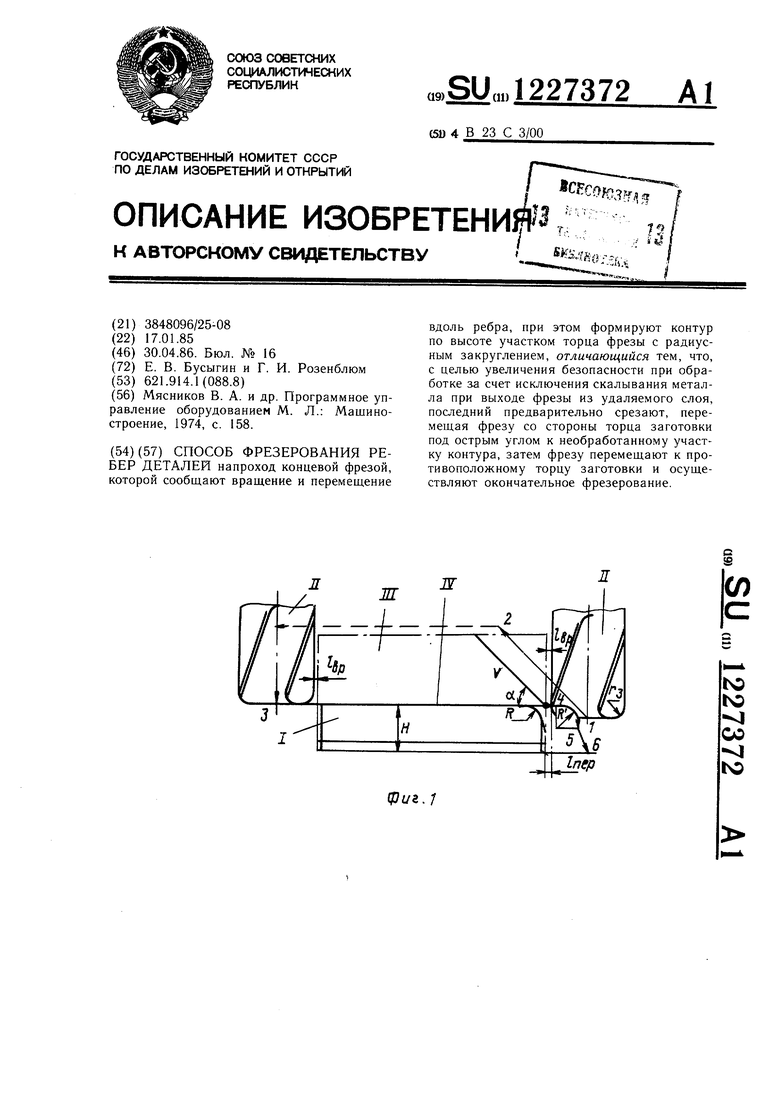
На фиг. 1 изображена схема фрезерования ребра малой длины; на фиг. 2 - схема фрезерования ребра большой длины.
Согласно предлагаемому . способу перед фрезерованием ребра 1 малой длины детали по высоте напроход концевой фрезой II удаляе.мый слой III предварительно срезают с торца заготовки под острым углом ос к необработанному участку контура IV на уровне высоты Н ребра, например, фрезерованием той же фрезой II, формируя срез V, радиусом закругления г, на торце фрезы, для чего фрезу II перемещают центром из точки 1 в точку 2 или наоборот - из точки 2 в точку 1 с подачей Si (фиг. 1). Затем фрезу II на ускоренном ходу подводят к противоположному торцу заготовки на расстояние, равное величине врезания 1вр на высоте Н ребра центром в точку 3, из которой с подачей S фрезы перемещают вдоль ребра 1 в направлении среза V в точку 4, удаляя при этом слой III. По мере перемещения фрезы II вдоль ребра 1 к срезанному торцу заготовки удаляемый слой , начиная с верхней кромки среза V, уменьщается до нуля на торце, тем самым исключается скалывание на выходе фрезы из удаляемого слоя при фрезеровании ребра по высоте напроход. Из точки 4 фрезу И центром перемепдают с подачей Sj в точку 5
по дуге окружности с радиусом R R + г,, формируя контур ребра 1 детали с радиусом R радиусом закругления г на торце фрезы II. Затем фрезу перемещают с той же подачей до основания заготовки с отводом от торца ребра на величину 1ае) в точку 6.
При фрезеровании ребра 1 большой длины детали (фиг. 2) по высоте концевой фрезой II последнюю центром перемещают из точки Г Е5доль ребра с подачей S, удаляя при этом слой III. Перед выходом фрезы из зоны резания, не доходя до торца заготовки на расстояние L фрезу II перемещают центром из точки 2 в точку 3 с подачей
Si и срезают удаляемый слой 111 под острым углом сс к необработанному участку контура IV ребра 1, фор.мируя срез V радиусом закругления г на торце фрезы. Затем фрезу на ускоренном ходу перемещают через точку 4 к противоположному торцу ребра заготовки на расстояние Еврв точку 5 на уровне основания заготовки. Из точки 5 осуществляют врезание фрезы в удаляемый слой перемещением ее центра в точку 6 с подачей Si, затем по дуге окружности с радиусом R R + Pj - с той же подачей в точ- 7, формируя радиус R на контуре ребра 1 радиусом закругления Гз на торце фрезы П. Из точки 7 фрезу перемещают с подачей Sj. вдоль ребра 1 в направлении среза V в точку 8, удаляя слой III. По мере
перемещения фрезы И вдоль ребра 1 удаляемый слой III, начиная с верхней кромки среза V, уменьшается до нуля при фрезеровании папроход, тем самым исключается скалывание удаляемого слоя при фрезеровании ребра по высоте напроход.
„
Фиг. 2
Редактор Е. Копча Заказ 1991/13
Составитель М. Кольбич
Техред И. ВересКорректор А
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент
Ужгород, ул. Проектная,
ний и открытий Раушская наб., д. 4/5
Ужгород, ул. Проектная, 4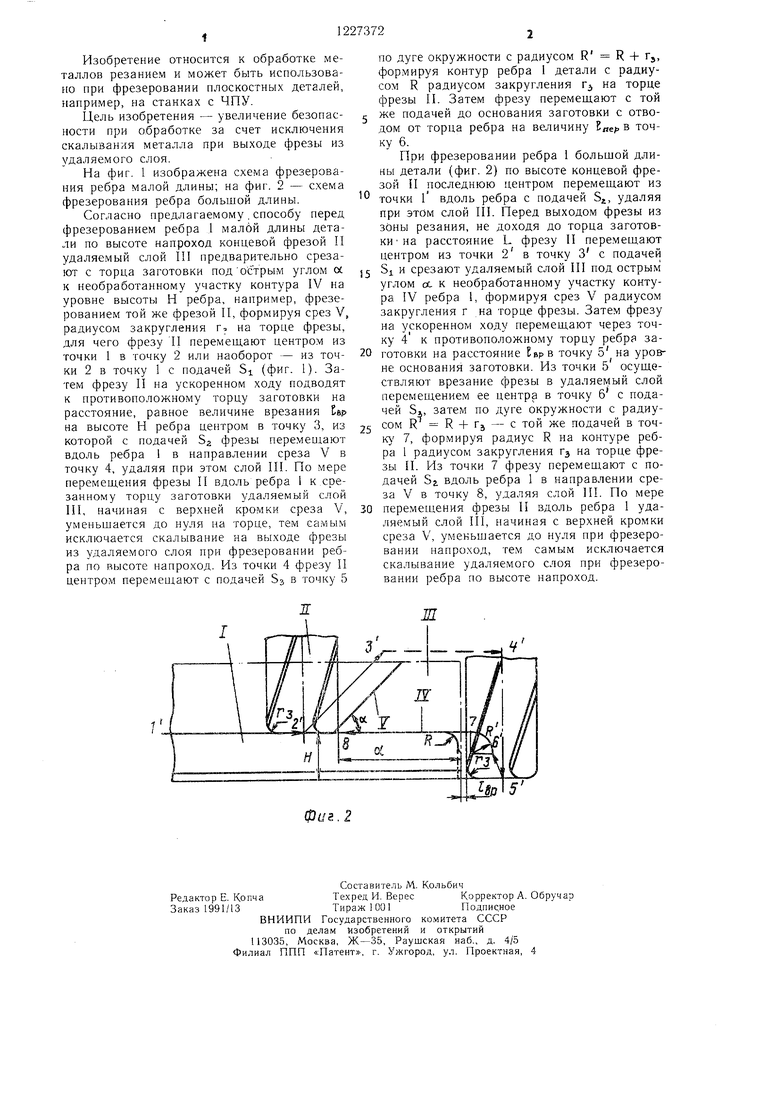
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки контурных поверхностей | 1986 |
|
SU1393546A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей | 1987 |
|
SU1565608A1 |
| Способ обработки плоскостных деталей на станках с программным управлением | 1983 |
|
SU1161277A1 |
| Способ составления программ при механической обработке плоскостных деталей | 1979 |
|
SU876328A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1987 |
|
SU1583228A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Мясников В | |||
| А | |||
| и др | |||
| Программное управление оборудованием М | |||
| Л.: Машиностроение, 1974, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
