Изобретение относится к многопроходной сварке металлов плавящимся электродом в среде защитных газов, а именно к способам получения многослойных сварных соединений изделий из легированной стали проволокой сплошного сечения.
Известен способ сварки многослойных соединений в щелевую разделку легированной стали в среде защитных газов, включающий предварительный местный подогрев выше температуры мартенситного превращения материала свариваемых деталей, автоматическую многопроходную сварку стационарной дугой и последующую местную термообработку сварного шва и зоны термического влияния от термического цикла сварки - отпуск при температуре 600-650°С (см. Сварка в машиностроении. Справочник в 4х т. Николаев Г.А. и др. М.: Машиностроение, 1978, т.2, 462 с.)
Описанный способ сложен и нерационален, поскольку требует тщательного контроля температуры и параметров сварочного процесса, а неравномерность подогрева и термической обработки крупногабаритных изделий ведет к возрастанию внутренних напряжений и деформации. Кроме того, предварительный подогрев и термообработка ведут к дополнительным энергетическим, трудовым и материальным затратам. В тоже время, получаемые сварные соединения не всегда обладают гарантированным качеством и требуемыми свойствами.
Известен способ сварки многослойных соединений в щелевую разделку легированной стали в среде защитных газов, включающий автоматическую многопроходную сварку стационарной дугой с применением аустенитных сварочных материалов (см., например, Снисарь В.В., Демченко Э.Л. Предотвращение холодных трещин в сварных соединениях высокопрочной стали 15Х2Н4МДА с аустенитно-мартенситным швом. Автоматическая сварка, 1990, №2, с. 24-27).
Аустенитные швы не всегда удовлетворяют требованиям, предъявляемым к сварным конструкциям из легированной стали из-за своей сравнительно низкой прочности (σв ≤ 600 МПа) и высокой стоимости.
Наиболее близким аналогом является известный (см. RU 2027565 С1, В 23 К 9/173, 27.01.1995, 5 л.) способ сварки, который имеет с заявленным следующие общие признаки: осуществляют многопроходную сварку с разделкой кромок легированной стали в среде защитных газов путем наложения нескольких слоев стационарной дугой в автоматическом режиме.
Задача - разработать ресурсосберегающую технологию (способ) сварки многослойных соединений с щелевой разделкой из легированной стали (типа 30ХГСА) без предварительного подогрева и последующей термообработки, обеспечивающую гарантированное качество и требуемые свойства многослойных сварных соединений.
Поставленная задача достигается тем, что в способе сварки многослойных соединений в щелевую разделку легированной стали в среде защитных газов, включающий наложение нескольких слоев стационарной дугой в автоматическом режиме, сварку ведут с режимами, при которых время наложения последующих слоев меньше времени начала мартенситного превращения металла слоев и зоны термического влияния сварочной ванны, при этом газовая защита осуществляется двумя концентрическими потоками.
Заявляемый способ характеризуется наличием следующих существенных отличительных признаков:
а) сварку ведут с режимами, при которых время наложения последующих слоев меньше времени начала мартенситного превращения металла слоев и зоны термического влияния сварочной ванны;
б) газовая защита осуществляется двумя концентрическими потоками. Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений, однако отличительные признаки в них отсутствуют. Следовательно заявляемый способ соответствует критериям изобретения “новизна” и “изобретательский уровень”. Многочисленные лабораторные испытания образцов многослойных сварных соединений, полученных заявленным способом, показали высокие и стабильные механические свойства, высокие эксплуатационные свойства и мелкодисперсную структуру металла шва. Швы обладают неявно выраженной зоной сплавления, т.е. существует плавный переход от металла шва к основному металлу, обеспечивающий высокую работоспособность сварного соединения, что подтверждается высоким значением ударной вязкости образцов с надрезом в зоне термического влияния.
Использование предлагаемого способа устраняет предварительный подогрев и последующую термообработку из технологического процесса сварки многослойных соединений деталей из стали 30ХГСА, позволяет сэкономить до 3000-4000 л в час горючего газа (ацетилен, природный газ) и до 3000-4500 л в час кислорода, необходимых при местном подогреве свариваемых изделий. Экономия газа и кислорода при сварке одного погонного метра многослойного сварного соединения составляет 14,58 рублей в ценах 2002 г.
При использовании предложенного способа сварки
- уменьшается длительность технологического процесса изготовления единицы изделия (при сварке 1 погонного метра многослойного сварного соединения на 0,3 ч);
- улучшаются условия труда сварщика (уменьшение случаев ожогов рук сварщика при подготовке изделия к сварке и наложении швов);
- увеличивается производительность труда на 15-20% в зависимости от длины сварного шва;
- снижается себестоимость сварного изделия;
- обеспечиваются гарантированное качество и требуемые свойства сварных соединений.
Таким образом, поставленная задача решена.
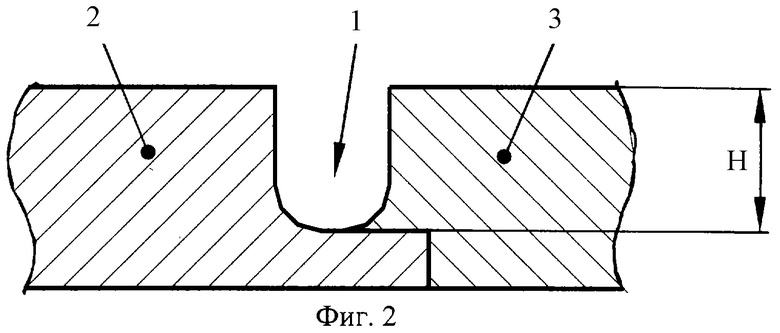
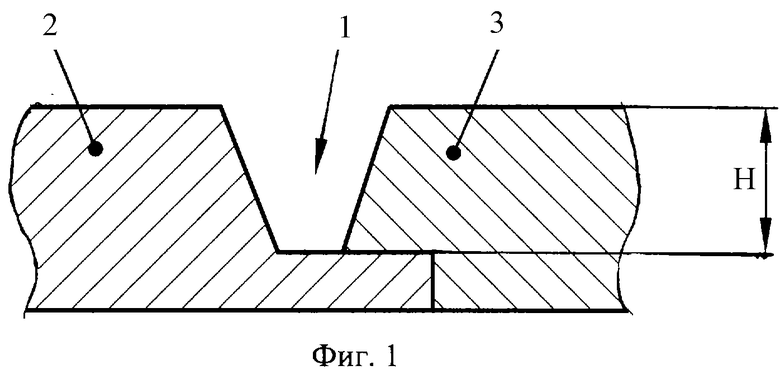
Сущность заявляемого иллюстрируется чертежами, где на фиг.1,2 изображены профили щелевой разделки 1 свариваемых деталей 2 и 3.
Глубина щелевой разделки “Н” может достигать 20 мм (оборудование, приспособления и др. не показаны)
Способ сварки осуществляется следующим образом.
Свариваемые детали 2 и 3 собирают и подготавливают под сварку с образованием щелевой разделки 1. Детали 2 и 3 изготовлены из легированной стали 30ХГСА по ГОСТ 4543-71. Сварочная проволока диаметром 1,2 мм сплошного сечения марки Св-08Г2С. Газовая защита - углекислый газ; двухструйная газовая защита - два концентрических газовых потока при помощи соответствующего сопла к сварочной горелке, защищенного свидетельством на полезную модель №22763. Сварку ведут стационарной дугой с режимами: напряжение дуги 26-27 В, скорость сварки 14-15 м/ч, скорость подачи сварочной проволоки 260-270 м/ч, сила сварочного тока 180-185 А, расход защитного газа 7-8 л/мин. Предварительный подогрев и последующая термообработка не производятся. Сварку ведут таким образом, что время наложения последующих слоев (швов) меньше времени начала мартенситного превращения металла слоев и зоны термического влияния сварочной ванны (до температуры 250-300°С).
Сравнительные характеристики известного и предлагаемого способов сварки сведены в таблицу, из которой видны преимущества заявленного способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ многопроходной сварки | 1978 |
|
SU791477A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ многопроходной сварки | 1990 |
|
SU1816595A1 |
| СПОСОБ СВАРКИ ОТКРЫТОЙ ДУГОЙ, СВАРНОЙ ШОВ И РАСХОДУЕМЫЙ ЭЛЕКТРОД | 2004 |
|
RU2279339C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
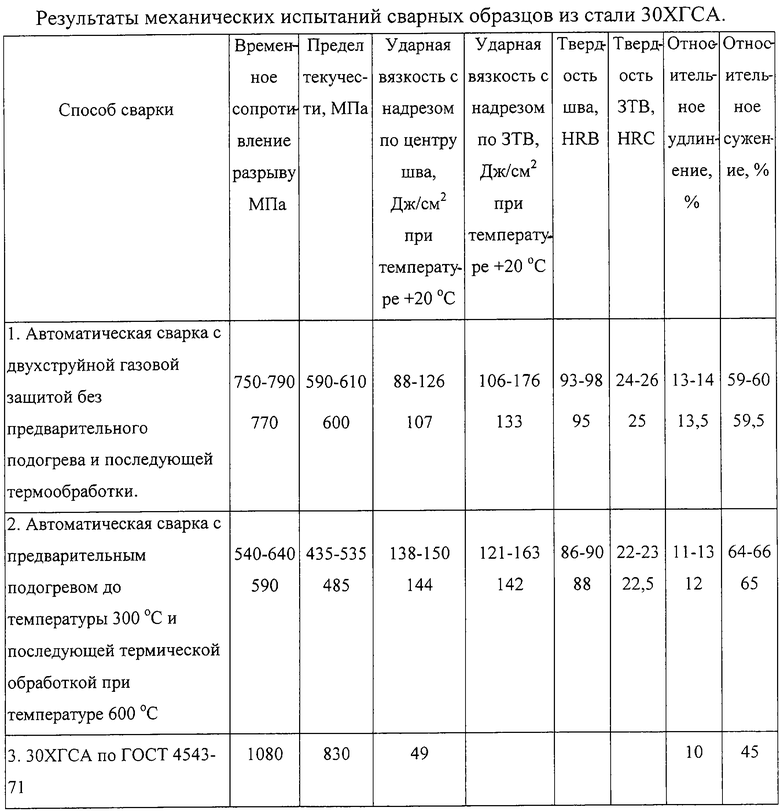
Изобретение относится к многопроходной сварке металлов плавящимся электродом в среде защитных газов, а именно к способам получения многослойных сварных соединений из легированной стали проволокой сплошного сечения. Выполняют щелевую разделку кромок и осуществляют сварку путём наложения нескольких слоёв стационарной дугой в автоматическом режиме. Сварку ведут на режимах, при которых время наложения последующих слоёв шва меньше времени начала мартенситного превращения металла слоёв и металла в зоне термического влияния. Газовую защиту осуществляют двумя концентричными потоками. Это позволит выполнять многопроходную сварку легированной стали с щелевой разделкой кромок без предварительного подогрева и последующей термообработки, обеспечить гарантированное качество и требуемые свойства сварных соединений. 2 ил., 1 табл.
Способ многопроходной сварки легированной стали в среде защитных газов, включающий выполнение разделки кромок и наложение нескольких слоев стационарной дугой в автоматическом режиме, отличающийся тем, что выполняют щелевую разделку кромок, газовую защиту осуществляют двумя концентричными потоками, а сварку ведут на режимах, при которых время наложения последующих слоев шва меньше времени начала мартенситного превращения металла слоев и металла в зоне термического влияния.
| СПОСОБ МНОГОПРОХОДНОЙ СВАРКИ | 1991 |
|
RU2027565C1 |

