Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при получении поковок с удлиненной осью типа валов, рычагов, шатунов.
Цель изобретения - расширение технологических возможностей.
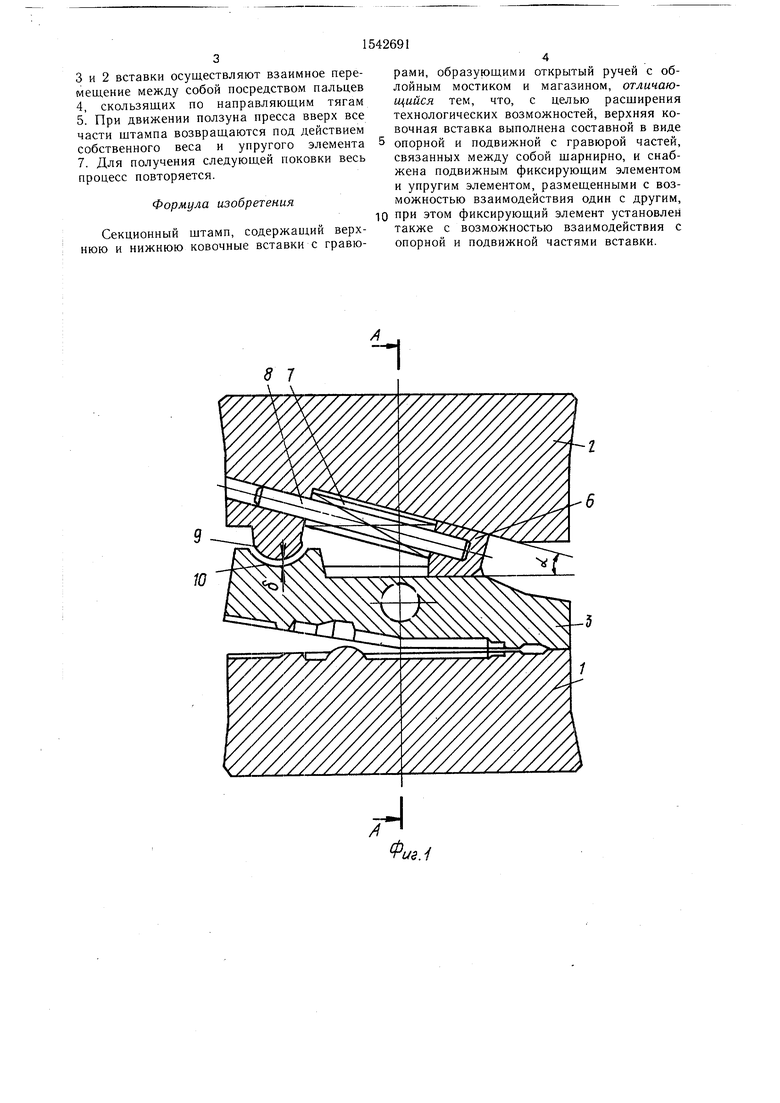
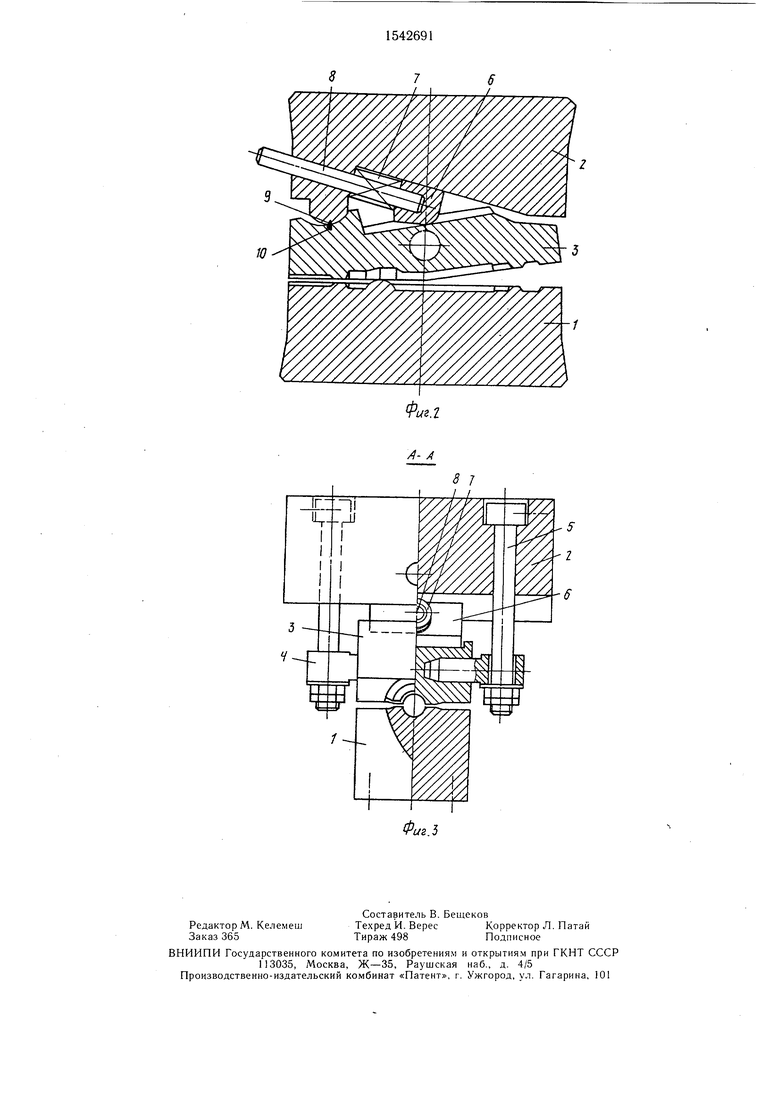
На фиг. 1 показан штамп, сечение, момент, штамповки правой части поковки; на фиг. 2 - то же, момент окончания штамповки; на фиг. 3 - сечение А-А на фиг. 1.
Секционный штамп состоит из нижней ковочной вставки 1, верхней ковочной вставки, которая состоит из опорной 2 и подвижной 3 частей, связанных между собой шар- нирно посредством пальцев 4 и направляющей тяги 5. Между частями 2 и 3 верхней вставки расположен фиксирующий элемент 6, опирающийся на упругий элемент 7 посредством направляющего штифта 8. Рабочие части фиксирующего элемента выполнены под несамотормозящимся углом а. На опорной части вставки 2 выполнен опорный элемент 9, взаимодействующий в процессе работы с опорной поверхностью 10 подвижной частью 3 вставки.
Штамп работает следующим образом.
Нагретая до ковочной температуры заготовка укладывается в ручей нижней ковочной вставки 1.
При движении ползуна пресса вниз верхняя ковочная вставка опускается, деформируя заготовку. При этом деформирующее усилие передается от опорной части 2 вставки через фиксирующий элемент 6 на подвижную часть 3 ковочной вставки. В данный момент упругий элемент 7 создает противодавление, тормозящее движение фиксирующего элемента 6 при продолжающемся движении опорной части 2 ковочной вставки. В этом случае при постепенном движении фиксирующего элемента 6 обеспечивается непрерывная передача деформирующего усилия от опорной части вставки на ее подвижную часть 3 и происходит смыкание частей 2 и 3 с уменьшением зазора S до нуля между опорным элементом 9 и опорной поверхностью 10. При смыкании поверхностей 9 и 10 подвижная ковочная вставка поворачивается на пальцах под действием продолжающей движение опорной части 2 вставки, деформируя оставшуюся часть поковки. При этом фиксирующий элемент 6 перестает передавать деформирующее усилие. В процессе деформации поковки .части
to
(Л
сд
4 Ю
о со
3 и 2 вставки осуществляют взаимное перемещение между собой посредством пальцев 4, скользящих по направляющим тягам 5 При движении ползуна пресса вверх все части штампа возвращаются под действием собственного веса и упругою элемента 7 Для получения следующей поковки весь процесс повторяется
Формула изобретения
Секционный штамп, содержащий верхнюю и нижнюю ковочные вставки с гравюрами, образующими открытый ручей с об- лойным мостиком и магазином, отличающийся тем, что, с целью расширения технологических возможностей, верхняя ковочная вставка выполнена составной в виде
опорной и подвижной с гравюрой частей, связанных между собой шарнирно, и снабжена подвижным фиксирующим элементом и упругим элементом, размещенными с возможностью взаимодействия один с другим,
при этом фиксирующий элемент установлен также с возможностью взаимодействия с опорной и подвижной частями вставки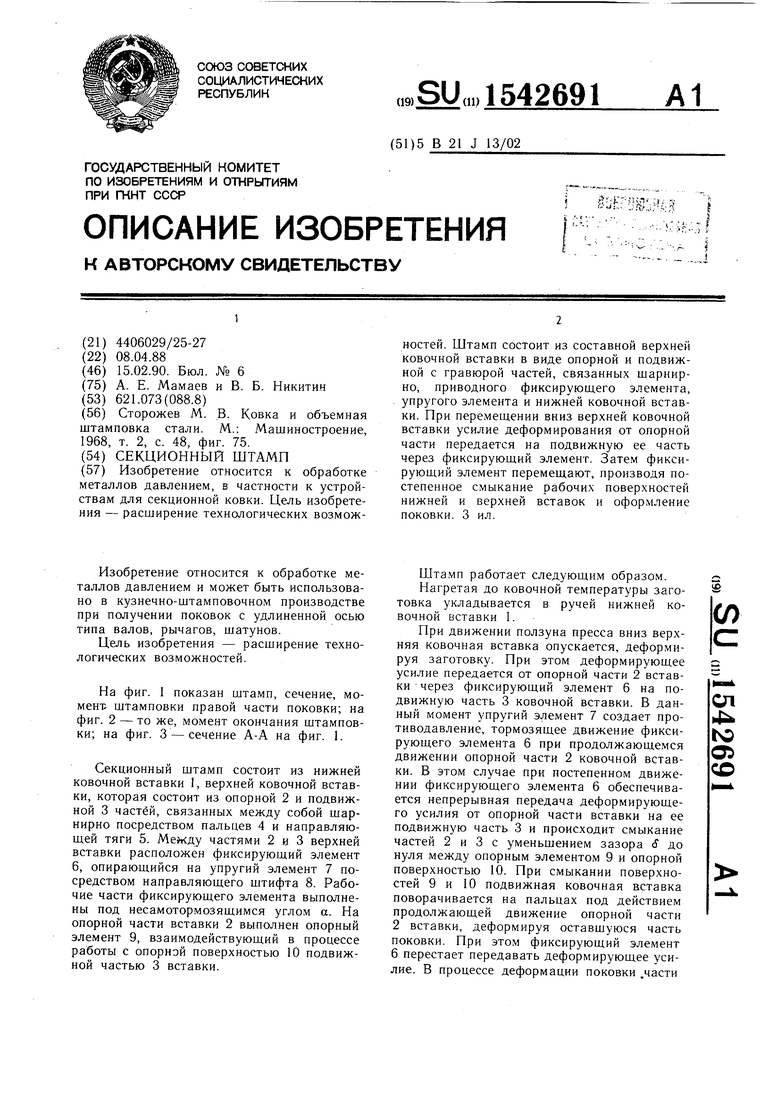
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ КОЛЕНЧАТОГО ВАЛА | 2003 |
|
RU2241567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ | 1992 |
|
RU2013180C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для штамповки деталей | 1987 |
|
SU1503964A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для секционной ковки. Цель изобретения - расширение технологических возможностей. Штамп состоит из составной верхней ковочной вставки в виде опорной и подвижной с гравюрой частей, связанных шарнирно, приводного фиксирующего элемента, упругого элемента и нижней ковочной вставки. При перемещении вниз верхней ковочной вставки усилие деформирования от опорной части передается на подвижную ее часть через фиксирующий элемент. Затем фиксирующий элемент перемещают, производя постепенное смыкание рабочих поверхностей нижней и верхней вставок и оформление поковки. 3 ил.
8 7
h
,-1
/
Фм.1
| Сторожев М | |||
| В | |||
| Ковка и объемная штамповка стали | |||
| М.: Машиностроение, 1968, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
