Изобретение относится к сварочному оборудованию, в частности к автоматам для сварки в узкую разделку, и может быть использовано в химической, энергетической промышленности, где широко применяется автоматическая сварка.
Цель изобретения - повышение качества сварных швов путем устранения непроваров и упрощение конструкции горелки.
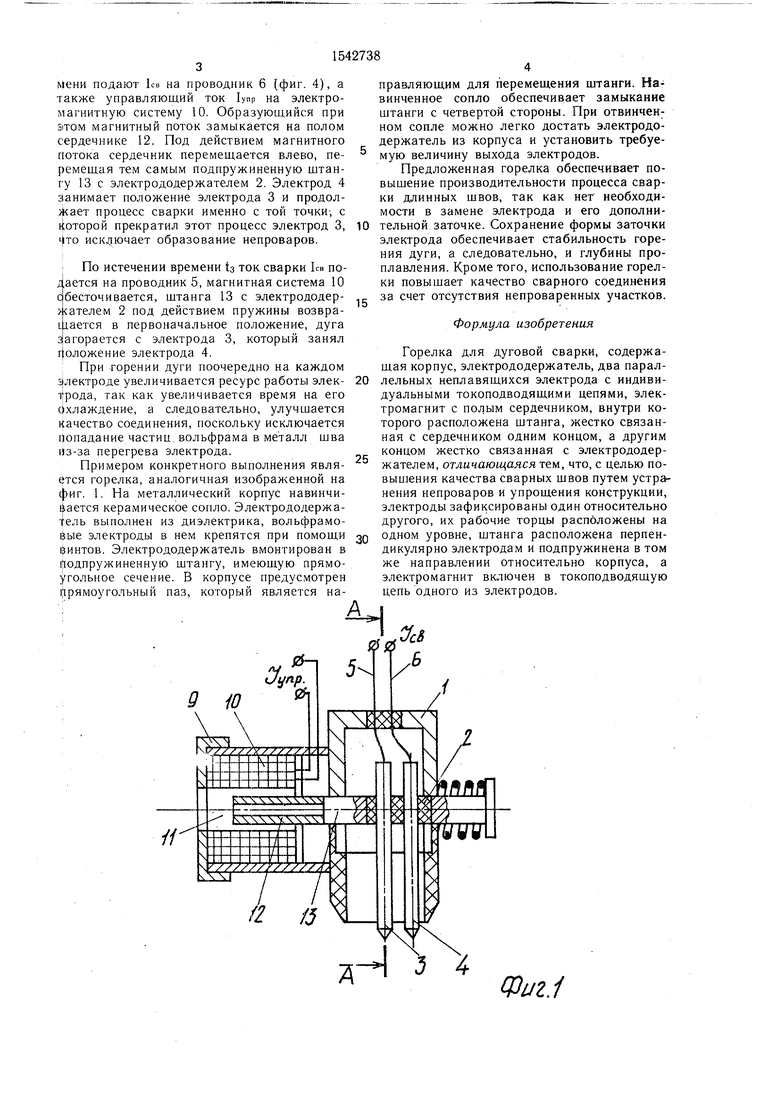
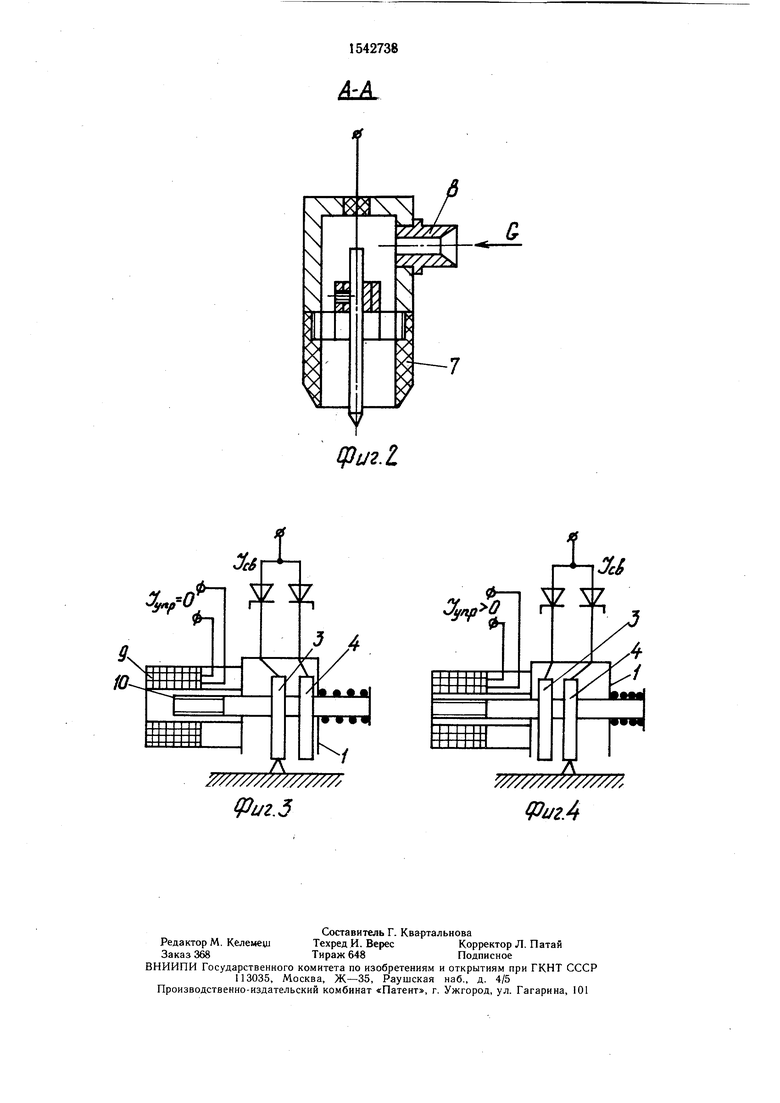
На фиг. 1 изображена горелка для дуговой сварки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема горелки при работающем первом электроде; на фиг. 4 - то же, при работающем втором электроде.
Горелка содержит корпус 1 с размещенным в нем электрододержателем 2 с параллельными зафиксированными электродами 3 и 4, соединенными с проводниками 5 и 6. Рабочие концы электродов 3 и 4 располагаются на одном уровне в зоне сопла 7, навернутого на корпус 1, к которому через штуцер 8 подведен защитный газ G.
К корпусу 1 прикреплен механизм 9 перемещения электрододержателя 2 вдоль линии
сварки, состоящий из электромагнитной системы 10, в средней части отверстия 11 которой находится полый сердечник 12, связанный с подпружиненной штангой 13, которая связана с электрододержателем 2. Штанга 13 расположена перпендикулярно электродам 3 и 4.
Горелка для дуговой сварки работает следующим образом.
Перед началом сварки горелка находится в нерабочем положении. При этом под действием пружины электроде держатель находится в крайнем правом положении (фиг. 3). Затем устанавливают на электродах 3 и 4 требуемую длину дуги. Длину дуги обеспечивают выставкой электродов 3 и 4 в электроде- держателе 2 (фиг. 1 и 3).
Затем крепят горелку на автомат и осуществляют процесс сварки. Подают к горелке через штуцер 8 защитный газ G, ток сварки 1св подают через проводник 5 и возбуждают дугу с электрода 3. Дуга горит в течение времени ti-12 в соответствии с технологическим процессом. По истечении этого вреСП
N9 1
00 00
мени подают he на проводник 6 (фиг. 4), а также управляющий ток ЬпР на электромагнитную систему 10. Образующийся при этом магнитный поток замыкается на полом сердечнике 12. Под действием магнитного Потока сердечник перемещается влево, перемещая тем самым подпружиненную штангу 13 с электрододержателем 2. Электрод 4 занимает положение электрода 3 и продол- Жает процесс сварки именно с той точки-, с
празляющим для перемещения штанги. Навинченное сопло обеспечивает замыкание штанги с четвертой стороны. При отвинченном сопле можно легко достать электродо- держатель из корпуса и установить требуемую величину выхода электродов.
Предложенная горелка обеспечивает повышение производительности процесса сварки длинных швов, так как нет необходимости в замене электрода и его дополниКоторой прекратил этот процесс электрод 3, Ю тельной заточке. Сохранение формы заточки I|TO исключает образование непроваров.электрода обеспечивает стабильность горения дуги, а следовательно, и глубины про- плавления. Кроме того, использование горелки повышает качество сварного соединения за счет отсутствия непроваренных участков.
По истечении времени ta ток сварки Ьв подается на проводник 5, магнитная система 10 сбесточивается, штанга 13 с электрододер- хателем 2 под действием пружины возвращается в первоначальное положение, дуга загорается с электрода 3, который занял Положение электрода 4.
При горении дуги поочередно на каждом
15
Формула изобретения
Горелка для дуговой сварки, содержащая корпус, электрододержатель, два паралэлектроде увеличивается ресурс работы элек- 20 лельных неплавящихся электрода с индивипразляющим для перемещения штанги. Навинченное сопло обеспечивает замыкание штанги с четвертой стороны. При отвинченном сопле можно легко достать электродо- держатель из корпуса и установить требуемую величину выхода электродов.
Предложенная горелка обеспечивает повышение производительности процесса сварки длинных швов, так как нет необходимости в замене электрода и его дополни тельной заточке. Сохранение формы заточки электрода обеспечивает стабильность гореФормула изобретения
Горелка для дуговой сварки, содержащая корпус, электрододержатель, два парал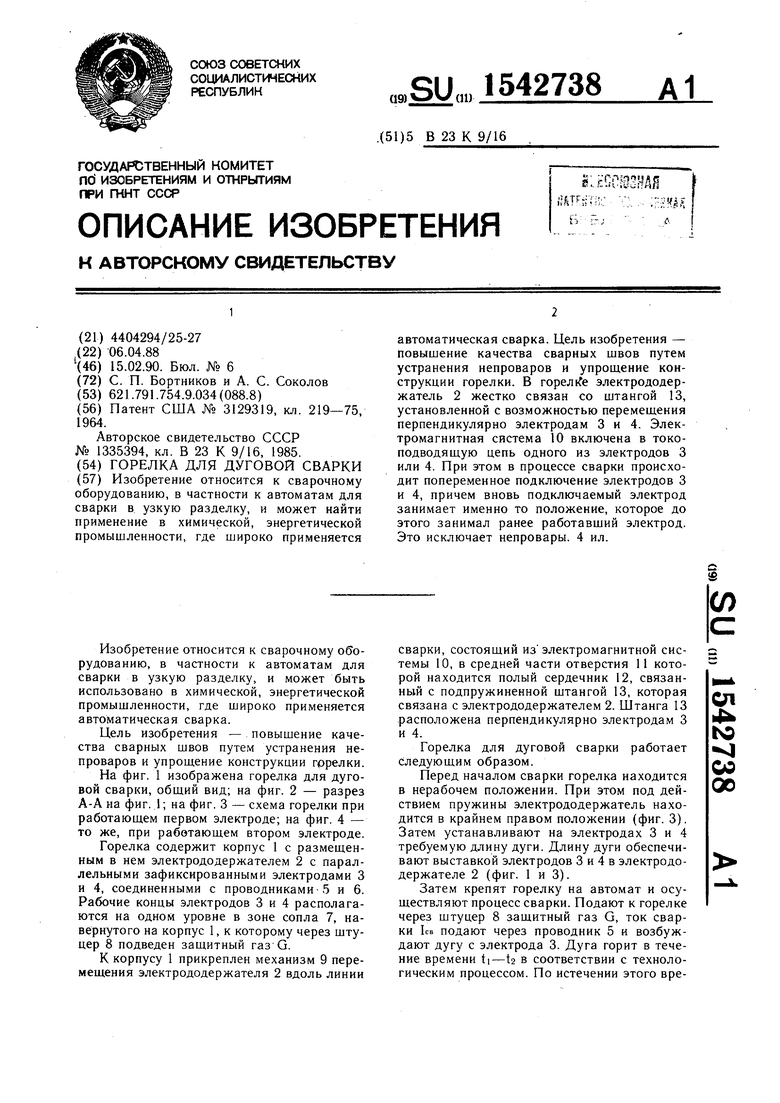
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки | 1985 |
|
SU1335394A1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU941067A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1988 |
|
SU1606281A1 |
| Устройство для автоматической дуговой сварки неплавящимся электродом | 1982 |
|
SU1118501A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1977 |
|
SU737155A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Изобретение относится к сварочному оборудованию, в частности к автоматам для сварки в узкую разделку, и может найти применение в химической, энергетической промышленности, где широко применяется автоматическая сварка. Цель изобретения - повышение качества сварных швов путем устранения непроваров и упрощение конструкции горелки. В горелке электрододержатель 2 жестко связан со штангой 13, установленной с возможностью перемещения перпендикулярно электродам 3 и 4. Электромагнитная система 10 включена в токоподводящую цепь одного из электродов 3 или 4. При этом в процессе сварки происходит попеременное подключение электродов 3 и 4, причем вновь подключаемый электрод занимает именно то положение, которое до этого занимал ранее работавший электрод. Это исключает непровары. 4 ил.
трода, так как увеличивается время на его Охлаждение, а следовательно, улучшается Качество соединения, поскольку исключается попадание частиц вольфрама в металл шва Из-за перегрева электрода.
Примером конкретного выполнения является горелка, аналогичная изображенной на фиг. 1. На металлический корпус навинчи- Йается керамическое сопло. Электрододержатель выполнен из диэлектрика, вольфрамовые электроды в нем крепятся при помощи финтов. Электрододержатель вмонтирован в подпружиненную штангу, имеющую прямоугольное сечение. В корпусе предусмотрен прямоугольный паз, который является на5
0
дуальными токоподводящими цепями, электромагнит с полым сердечником, внутри которого расположена штанга, жестко связанная с сердечником одним концом, а другим концом жестко связанная с электрододержателем, отличающаяся тем, что, с целью повышения качества сварных швов путем устранения непроваров и упрощения конструкции, электроды зафиксированы один относительно другого, их рабочие торцы расположены на одном уровне, штанга расположена перпендикулярно электродам и подпружинена в том же направлении относительно корпуса, а электромагнит включен в токоподводящую цепь одного из электродов.
3 4
Фиг.1
ML
cpui.i
| Патент США № 3129319, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Горелка для дуговой сварки | 1985 |
|
SU1335394A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
