Изобретение относится к сварочному производству и может быть использовано для высокочастотной дуговой сварки, резки, наплавки, металлизации и химико-термической обработки деталей общего и специаль- ного машиностроения.
Целью изобретения является повышение качества сварного соединения при высокочастотной дуговой сварке путем поддержания стабильности параметров дуго- вой сварки.
На чертеже показана предлагаемая горелка, разрез.
Горелка для высокочастотной обработки содержит неплавящийся электрод 1, вы- полненный с однократной или многократной кривизной..
Закрепление электрода осуществляется за счет использования упругих сил и сил трения, возникающих в результате выпрям- ления электрода при помещении его в элек- трододержатель 2. Возможны и другие способы крепления электрода. Подвод электрического тока к держателю осуществляется от втулки 3, в нижний конец которой впаян экранированный токопровод 4, изолированный от коаксиального экрана 5 изоляцией 6. Ме7аллический корпус 7 горелки припаян к коаксиальному экрану и изолирован от электродержателя с помощью кера- мической электроизоляционной втулки 8. В корпус горелки вкручивается металлическое сопло 9 с размещенными в нем газопроницаемыми керамическими вкладышами 10, установленными с зазором, между которыми засыпан порошок 11. с целью уменьшения перетекания защитного газа в зазоры между электродом и вкладышами, соплом и вкладышами. Керамические вкладыши фиксируются стопорным кольцом 12. Токоподводящий кабель центрируется и крепится электроизоляционной втулкой 13. В сопло впаяна трубка 14 для подвода защитного газа.
Горелка работает следующим образом.
Защитный газ через трубку 14 поступает в верхнюю полость сопла 9, выравнивает свои динамические характеристики, проходя через вкладыши 10 и порошок 11, затем поступает в нижнюю полость сопла и зону обработки. Сварочный ток подводится от высокочастотного источника питания через экранированный токопровод 4 и втулку 3 к электрододержателю 2 и электроду 1. Между электродом 1, выступающим из сопла, и деталью возбуждают электрическую дугу. Так как токоподводящий провод экранирован, а экран 5 неразъемно соединен с металлическим корпусом 7, дуга горит стабильно и обеспечивается постоянство параметров режима обработки.
Горелка предлагаемой конструкции позволяет повысить качество обработки металлов модулированным током высокой частоты и увеличить производительность. Применение горелки позволяет получить значительный эффект при изготовлении сварной коррозионностойкойособотонкостенной трубы, используемой для производства водоох- лаждаемого гибкого индукционного кабеля, взамен цельнотянутой особотонкостенной трубы.
Формул а и 3 о бретеи и я Горелка для дуговой сварки неплавящимся электродом, содержащая металлический корпус, закрепленное на нем металлическое сопло, узел крепления неплавящегося электрода и токопровод, отличающаяся тем, что, с целью повышения качества сварного соединения при высокочастотной дуговой сварке путем поддержания стабильности параметров дуговой сварки, токопровод выполнен с изоли- рованным от него коаксиальным ему экраном, электрически соединенным с соплом и корпусом.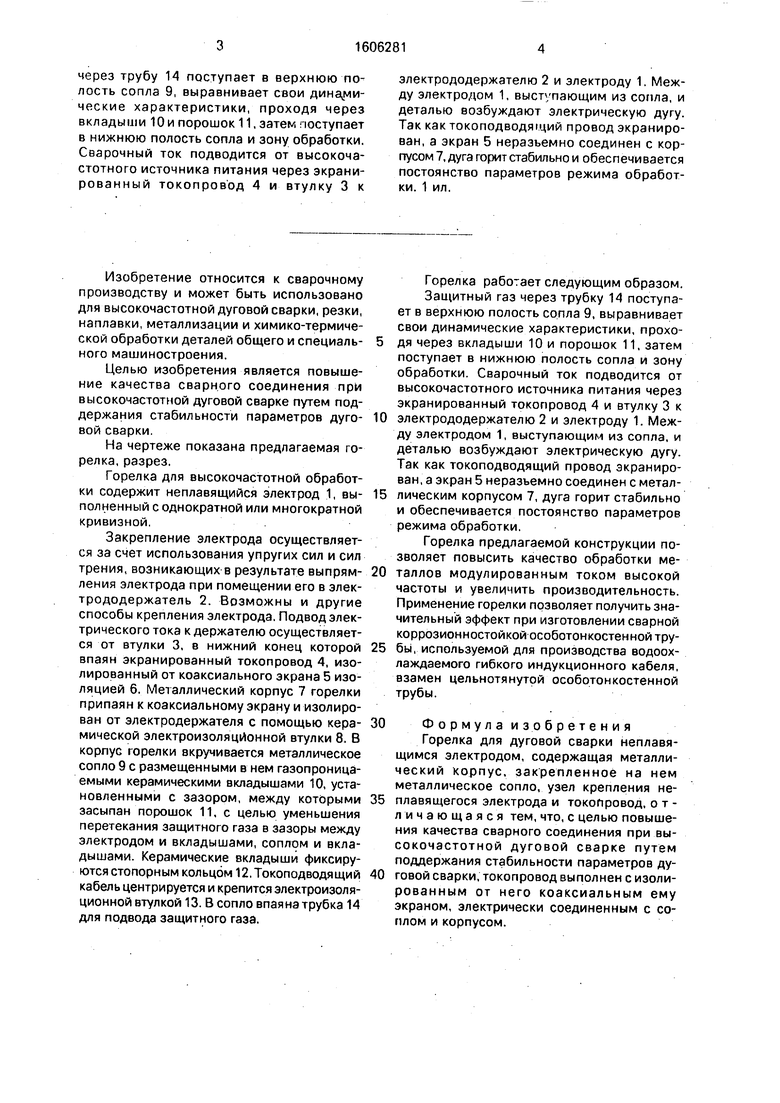
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1977 |
|
SU737155A1 |
| Горелка для дуговой сварки | 1988 |
|
SU1542738A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
Изобретение относится к сварочному производству и может быть использовано для высокочастотной дуговой сварки, резки, наплавки, металлизации и химико-термической обработки деталей общего и специального машиностроения. Цель изобретения - повышение качества сварного соединения при высокочастотной дуговой сварке путем поддержания стабильности параметров дуговой сварки. Защитный газ через трубу 14 поступает в верхнюю полость сопла 9, выравнивает свои динамические характеристики, проходя через вкладыши 10 и порошок 11, затем поступает в нижнюю полость сопла и зону обработки. Сварочный ток подводится от высокочастотного источника питания через экранированный токопровод 4 и втулку 3 к электрододержателю 2 и электроду 1. Между электродом 1, выступающим из сопла, и деталью возбуждают электрическую дугу. Так как токоподводящий провод экранирован, а экран 5 неразъемно соединен с корпусом 7, дуга горит стабильно и обеспечивается постоянство параметров режима обработки. 1 ил.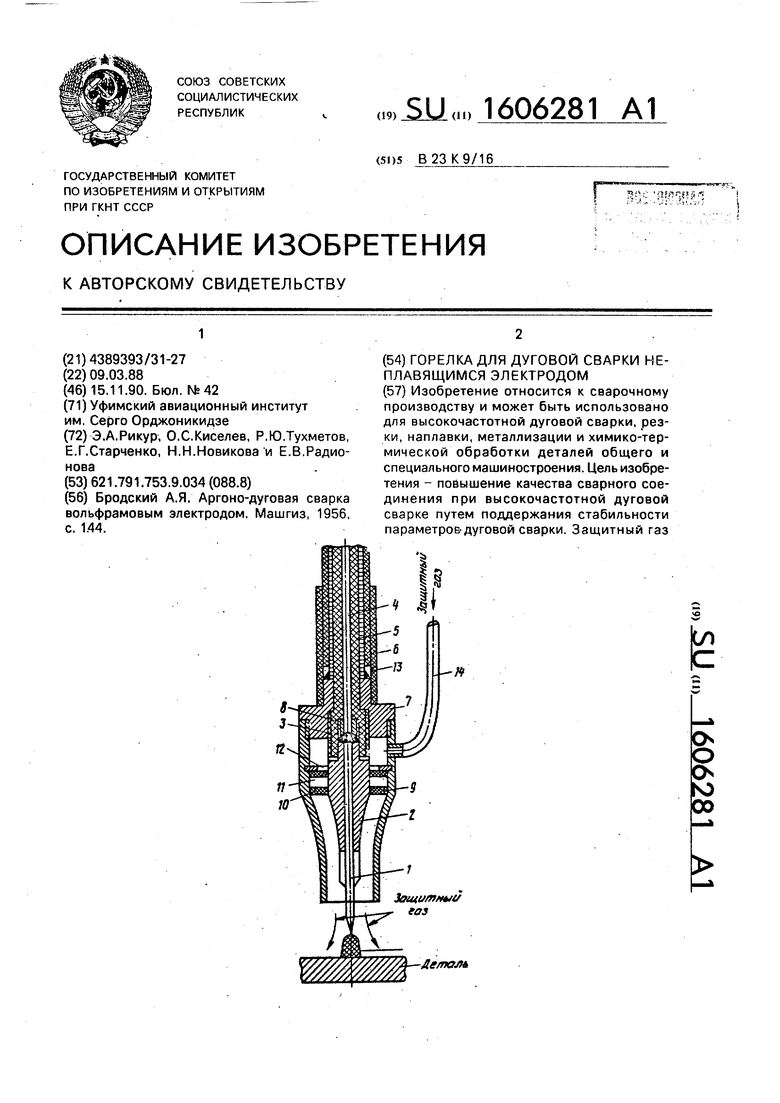
| Бродский А.Я | |||
| Аргоно-дуговая сварка вольфрамовым электродом | |||
| Машгиз, 1956, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
