3№
Изобретение относится к сварке, в частности к установкам для формовки и св-арки обечаек, и может быть использовано для сварки продольных шво тонкостенных обечаек с обратным формрованием шва на медной подкладке.
Цель изобретения - упрощение конструкции.
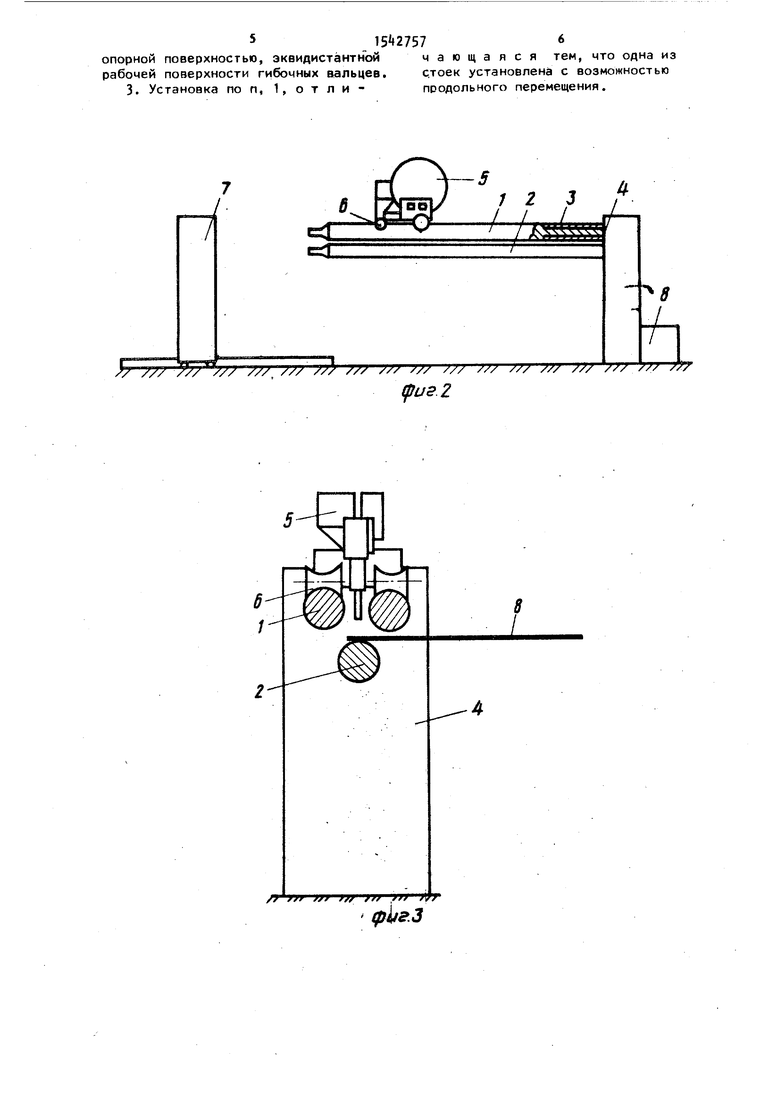
На фиг. 1 изображена установка дл формовки и сварки обечаек, общий вид на фиг. 2 - то же, с отведенной стойкой; на фиг. 3 механизм формования обечайки;
Установка содержит смонтированные в стойках приводные гибочные вальцы 1 и приводной опорный гибочный валец 2, Опорный гибочный валец Z одновременно является и формирующей подкладкой, поэтому его изготовляют из меди Опорный гибочный валец 2 установлен с возможностью вертикального возвратно-поступательного перемещения между гибочными вальцами 1.
Гибочные вальцы 1 оснащены опорны ми втулками 3, торцы которых закреплены в стойке А.
Сварочный трактор 5 установлен с возможностью перемещения на гибочных вальцах 1. Колеса 6 сварочного трактора выполнены обрезиненными с опор
ной поверхностью, эквидистантной рабочей поверхности гибочных вальцев.
Стойка 7 установлена с возможностью продольного перемещения.
Установка работает следующим образом.
В исходном положении подвижная стойка 7 входиг в контакт с вальцами
1 и 2, а сварочный трактор 5 находится на втулках 3 вальцев 1. Листовую заготовку 8 обрезают в размер с помощью гильотинных ножниц в соответствии с размерами (диаметром и длиной будущей обечайки). Торец листа устанавливают между вальцсзми 1 и 2, включают привод их вращения. Вращающиеся вальцы 1 и 2 формуют из листа обечайки. При этом сварочный трактор 5 остается неподвижным, так как втулки 3 неподвижно прикреплены к стойке , например, приварены. Когда обечайка будет полностью сформирована, вращением вальцев 1 и 2, свариваемый продольный стык располагают сверху на медном вальце 2. После этого выключают механизм вращения. Путем вертикального перемещения вальца 2, обечайку зажимают между вальJQ
j
$
0
0
35
40
45
50
5
цами 1 и 2, После этого включают механизм перемещения трактора 5, который свободно перемещается по вальцам 1, благодаря тому, что его колеса 6 выполнены с вогнутой поверхностью, эквидистантной рабочей поверхности вальцев 1. С помощью трактора 5 производится сварка продольного стыка обечайки. При этом корень сварного шва формируется на медном вальце 2 с гладкой поверхностью. Такие подкладки используются для сварки тонкостенных деталей, у которых шов формируется заподлицо с основным металлом. После окончания процесса сварки, трактор 5 возвращают на исходную позицию и вновь включают привод вращения вальцев 1 и 2. При этом производится калибровка обечайки. Затем привод вращения вальцев 1 и 2 отключают и подвижная стойка 7 отводится. Через образовавшееся пространство между стойкой 7 и консольными концами вальцев 1 и 2 удаляют готовую обечайку. После возврата стойки k в исходное положение, установку используют повторно. В установке отсутствуют промежуточные операции по перестановке обечаек, что позволяет максимально увеличить производительность труда и использовать минимальную площадь производственного помещения .
формула изобретения
1.Установка для формования и сварки обечаек, содержащая смонтированные на стойках механизм формования обечайки, перемещающийся вдоль сварочного стыка сварочный трактор, отличающаяся тем, что,
с целью упрощения конструкции, механизм формования обечайки выполнен в виде смонтированных на стойках параллельно основанию приводных гибочных вальцев и приводного опорного гибочного вальца, размещенного в стойках с возможностью перемещения между гибочными вальцами, гибочные вальцы оснащены закрепленными в станине опорными втулками для установки сварочного трактора во время формования обечайки, а сварочный трактор установлен с возможностью перемещения вдоль гибочных вальцов.
2.Установка по п. отличающаяся тем, что колеса сва- оочного трактора выполнены с вог нутой
515 27576
опорной поверхностью, эквидистантной чающаяся тем, что одна из рабочей поверхности гибочных вальцев. стоек установлена с возможностью 3. Установка по п, 1, о т л и - продольного перемещения.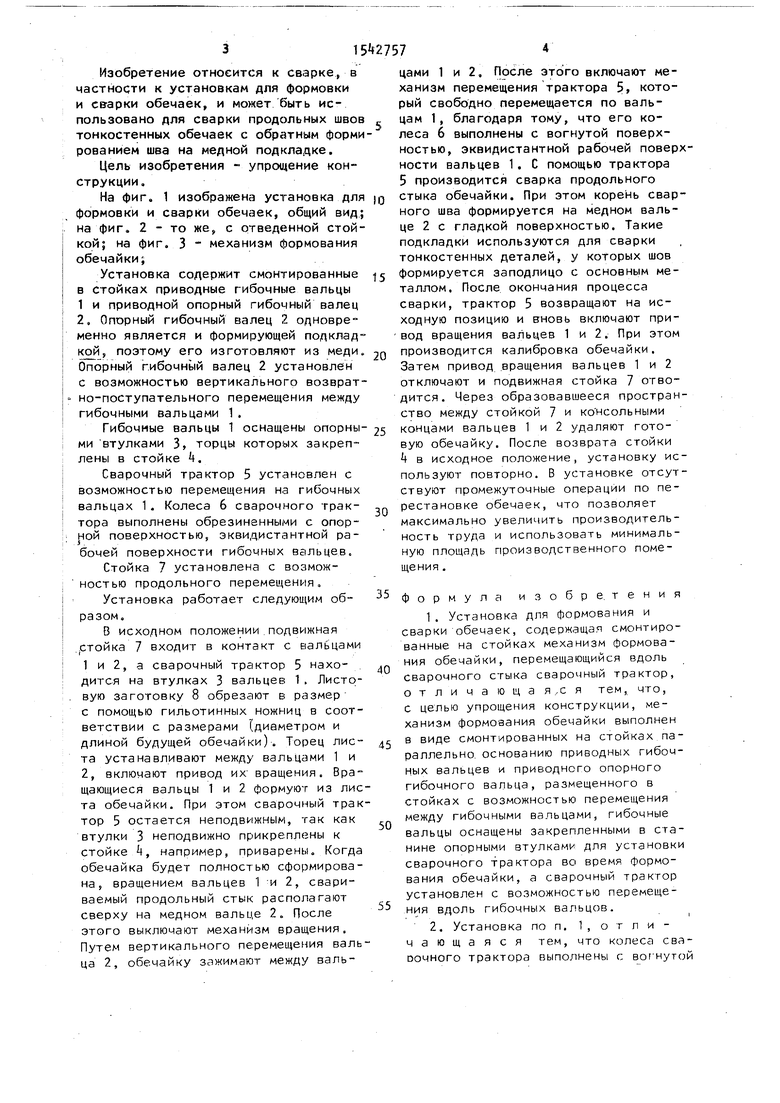
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1971 |
|
SU313637A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для сборки и сварки внутренних продольных швов обечаек | 1980 |
|
SU893495A1 |
Изобретение относится к сварке, в частности к установкам для формования и сварки обечаек, и может быть использовано для сварки продольных швов тонкостенных обечаек с обратным формированием шва на медной прокладке. Цель изобретения - упрощение конструкции. Установка содержит приводные гибочные вальцы 1 и 2, сварочный трактор 5, перемещающийся по вальцам 1. Для того, чтобы трактор оставался неподвижным в момент формования обечайки, на гибочных вальцах 1 установлены опорные втулки 3. Благодаря этому устраняются промежуточные операции по перестановке обечаек. Это позволяет максимально увеличить производительность труда и использовать минимальную площадь производственного помещения. 2 з.п.ф-лы, 3 ил.
(риг 2
8
4
| Авторское свидетельство СССР № , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
