1
Изобретение относится к установкам для сборки н дуговой сварки под флюсом продольных швов цилиндрических конструкций, состоящих из отдельных секций.
Известна установка для дуговой сварки продольного шва цилиндрической обечайки, содержащая прижимную балку с направляющими для сварочной головки и консольный поворотный ложемент с фиксатором его положения относительно прижимной балки 1 .
Однако на этой установке свариваемая заготовка устанавливается на ложемент вручную, выбирается зазор с одновременной ручкой выверкой по стыку кромок параплельно формующей канавки на подкладке ложемента. При сварке на этих установках обечайки, состоящей из нескольких вальцованных секций, приходится каждый раз вручную устанавливать каждую секцию параллельно формующей канавке и вручную выверять стыки. При тяжелых заготовках это неудобно небезопасно для рабочего и теряется производительность установки.
Наиболее близкой по технической сущности и достигаемому результату является установка для сварки обечаек из сегментов, содержащая смонтированные на основании прижимную балку с клавишными прижимами и направ- , ляющей для свар .чной головки, ложемент для издс.шя с фиксатором его положения относительно прижимной балки и механизм подачи секций обечаек н положение сварки р1.
Однако для переустановки секций
0 обеч.айки при. последовательной сварке всех продольных швов необходимо каждый раз производить расфиксацию ложемента, затем поворачивать вал механизма подачи секций в положение
5 сварки следующего шва и вновь фиксировать ложемент относительно прижимной балки, что снижает производительность установки.
Цель изобретения - повышение про0изводительности путем сокращения вспомогательных операций по подаче и переустановке секций обечайки при последовательной сварке всех продольных швов.
5
С этой целью механизм подачи секций обечайки в положение сварки выполнен в виде смонтированных на основании симметрично относительно продольной оси установки двух пар поворотных эксцентриковых валов с установленной на каждом из них приводной поворотной обоймой с подающим оликом, при этом на прижимной балке акже симметрично относительно проольной оси установки смонтированы выдвижные упоры для кромок секций обечайки.
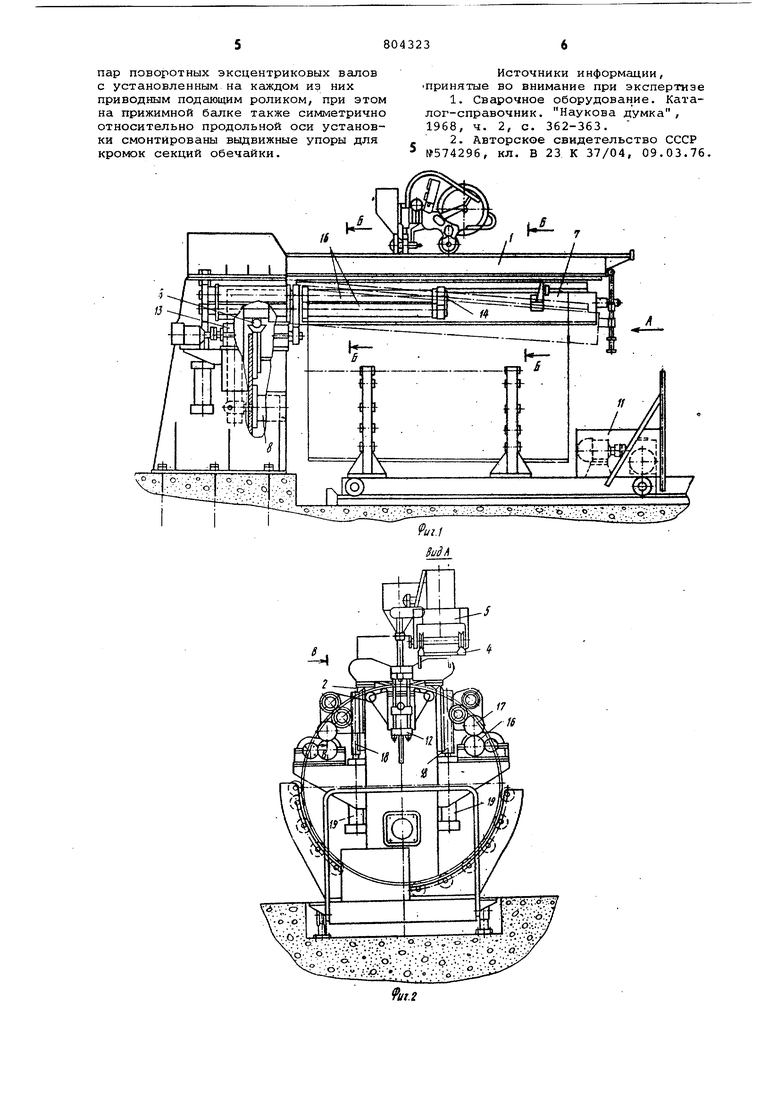
На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сборку; на фиг. 3 - сечение В-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - вид Г на фиг. 3.
На основание установки закреплена прижимная балка 1 (фиг.1)с направляющими роликами 2 {фиг.2) и рычажными секционными прижимами 3 (фиг.З), состоящими из подпружиненных клавишей и прорезиненного рукава. На прижимной балке смонтированы направляющие 4 (фиг.2) для сварочной головки 5. При помощи оси б (фиг.1) поворотный ложемент 7 закреплен на станине установки. Поворотный ложемент 7 соединен с цилиндром 8. На нем закреплена медная подкладка. На прижимной балке 1,закреплены поворотные выдвижные упоры 9 и 10 (фиг.З). К торцу установки подходит рельсовый путь, на на котором размещена тележка 11 (фиг.1) с направляющими роликами. На ложементе 7 смонтированы фиксаторы 12 для соединения -его с прижимной балкой 1.
Установка снабжена,механизмом подачи секций обечайки в положение сварки, выполненным в виде установленных на основании симметрично продольной оси установки по два эксцентриковых вала 13, на которых смонтированы обоймы 14 подающих роликов 15. Поворот обойм 14 подающих роликов 15 производится приводом 16 через промежуточные шестерни 17. Поворот эксцентриковых валов 13 осуществляется зубчато-реечной передачей 18 с приводом от цилиндра 19 (фиг.2). Этим поворотом меняется расстояние между подающими роликами 15.
Установка работает следующим образом. ,
Штампованные или вальцованные секции (четвертая часть обечайки) подаются в установку и заводятся между подгиощими роликами 15. Посредством зубчато-реечной передачи 18 разворачиваются эксцентриковые валы 13, на которые одеты обоймы 14 подающих роликов 15, в результате чего секции зажимаются между ними. С маршевой скоростью подающими роликами секция подается до тех пор, пока задняя кромка не пройдет линию сварки. Противоположные подающие ролики зажимают между собой эту секцию, а ролики подавшие секцию - разжимаются. После этого вьщвигаются упоры 9. С установочной скоростью секция перемещается в обратном направлении подающими роликами 15 к упорам 9. По
упорам кромка секции устанавливается параллельно линии сварки. С помощью прижимов 3 клавишей кромка секции, соскальзывая с упоров, поджимается к медной подкладке, размещенной на ложементе 7. Затем левые упоры 9 убираются с линии сварки, а правые упоры 10 - устанавливаются. В это время вторая секция устанавливается между разжатыми подающими роликами, зажимается ими и подается до тех пор, пока ее передняя кромка не пройдет к правым упорам 10. По упорам кромка устанавливается параллельно линии сварки, а с помощью клавишей кромка второй секции поджимается к медной подкладке.
После поджима упоры 10 убираются чем освобождают линию сварки. Сварочный трактор, перемещаясь вдоль стыка, сваривает две секции. После окончания сварки клавиши освобождаю сваренную часть обечайки, а подающие ролики перемещают ее до тех пор пока задняя кромка не пройдет линию сварки. Затем вновь выдвигают левые упоры 9 и при обратном ходе подающих роликов кромка устанавливается по упорам 9. После этого кромка клавишами поджимается к медной подкладке. Упоры 9 убираются, а устанавливаются упоры 10.
Следующая заготовка подается аналогично предыдущим. Происходит сварка. После сварки всех швов подающие ролики разжимаются, клавиши отходят отбрасываются фиксаторы 12, цилиндром 8 опускается ложемент, разворачиваясь вокруг оси 6. Сваренная обе-чайка ложится на тележку 11 и откатывается от установки.
Предлагаемая установка повышает производительность сборки при сварк обечаек из секций путем обеспечения автоматической переустановки секций для последовательной сварки всех продольных швов.
Формула изобретения
Установка для сварки обечаек из сегментов, содержащая смонтированные на основании прижимную балку с клавишными пpижимa ш и направляющей для сварочной головки, ложемент для изделия с фиксаторами его положения относительно прижимной балки и механизм подачи секций обечайки в положение сварки, отличающаяс тем, что, с целью повышения производительности путем сокращения вспомогательных .операций по подаче секций обечайки при последовательной сварке продольных швов, механизм подачи секций обечайки в положение сварки выполнен в виде смонтированных на основании симметрично относительно продольной оси установки двух
пар поворотных эксцентриковых вгшов с установленным на каждом из них приводным подающим роликом, при этом на прижимной балке также симметрично относительно продольной оси установки смонтированы выдвижные упоры для кромок секций обечайки.
Источники информации, принятые во внимание при экспертизе 1. Сварочное оборудование. Каталог-справочник. Наукова думка, 1968, ч. 2, с. 362-363. , 2. Авторское свидетельство СССР №574296, кл. В 23 К 37/04, 09.03.76.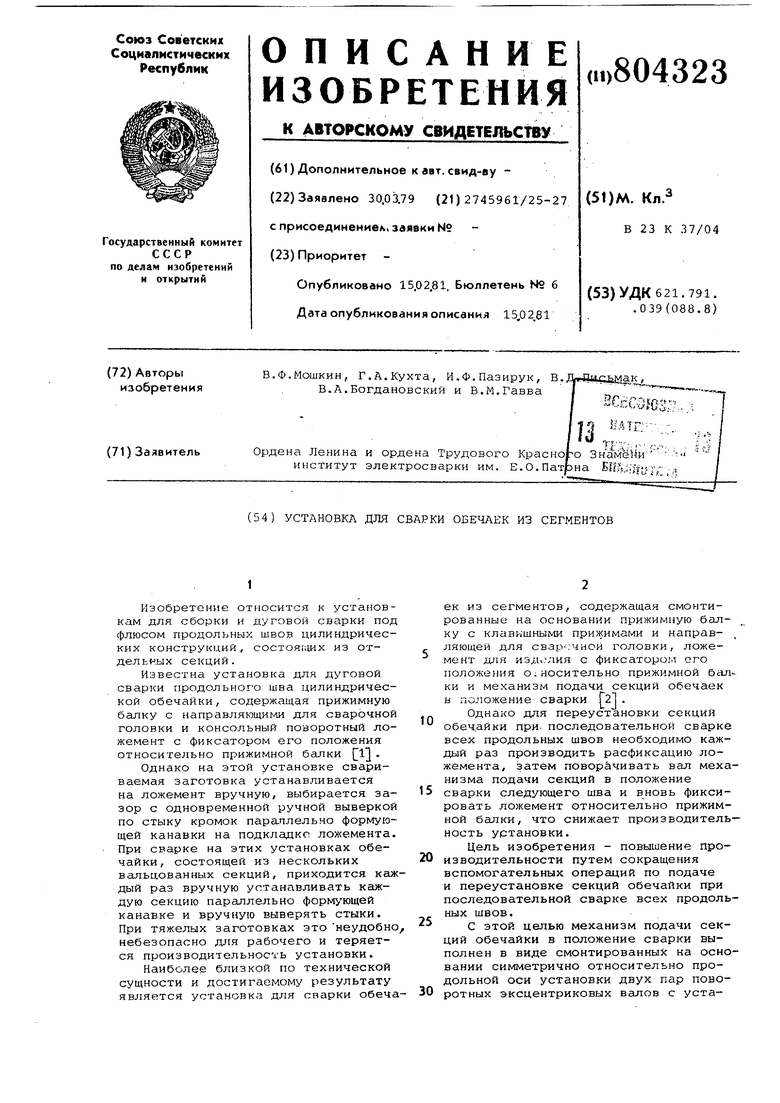

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |

.|Ф
Efe -|.: -Vo;° :l:4:.. о;.о .;V Г) - , :: . . 1.Г О ..;-6-.o;;pЧ, : ::..
: Ш г Г:° :-г ;:;; :с:-: ; ; isi::K7 -V:-ci;v/:ii;:;.si:S о п.::сг;../.о-:-;. о .-.-.. . ;:.оуЛ.7ц..:.:;1);:;;Х 9иг.1 .
HI if
