4
00
со со ч
11
Изобретение относится к прокатному производству, в частности к кон- струкциям валковых комплектов для рабочих клетей 20-вапковых прокатных станов.
Цель изобретения - повышение качества проката за счет его разнотол- щинности и неплоскостности.
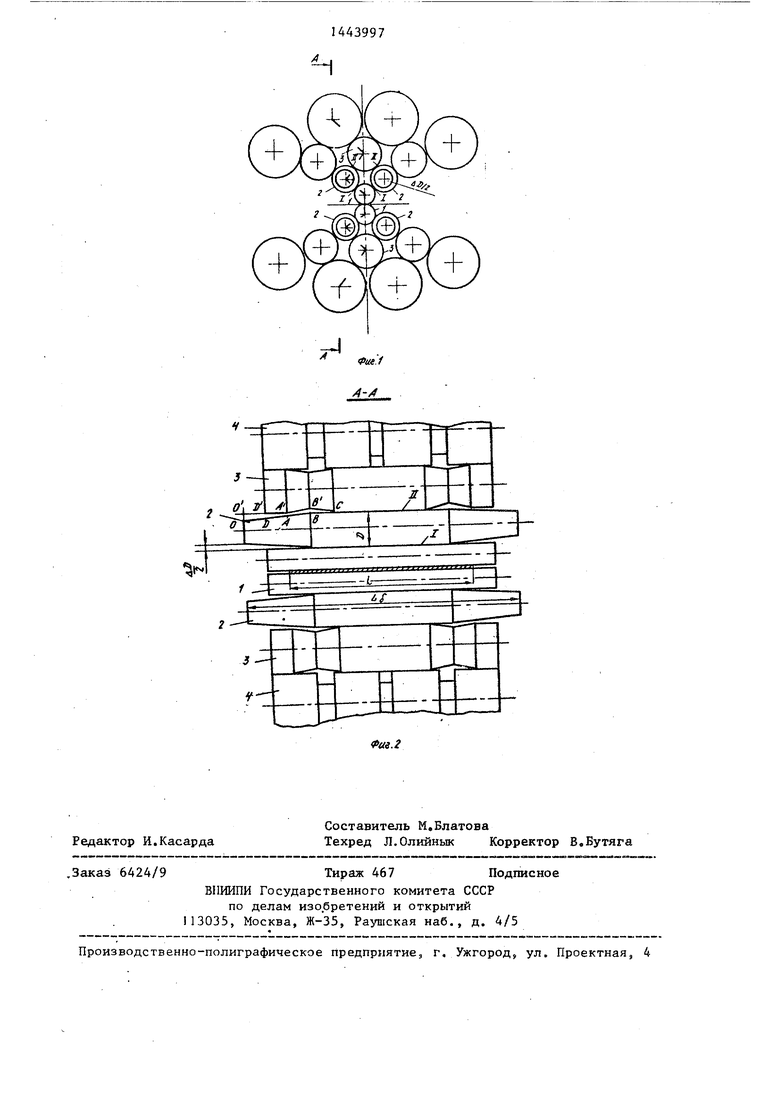
ка, лежащая на двух опорах в точках А и С. При этом участок АС бочки первых промежуточных валков 2 будет деформироваться в большей степениj нежели остальные.
Рабочий валок 1 из-за его малой жесткости изгиба.ется от действия нагрузки и его профиль повторяет форму
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект двадцативалкового стана | 1988 |
|
SU1595598A1 |
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Валковый узел многовалкового стана | 1982 |
|
SU1068188A1 |
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
Изобретение относится к прокат- ному производству, в частности к конструкциям комплектов валков для рабочих клетей 2и-валковых прокатных станов..Целью изобретения является повьшение качества проката за счет снижения его разнотолщинностн и не- плоскостности. На участке неприводных опорных промежуточных валков второго ряда комплектаi расположенном над основанием конуса конусных учасхков первых промежуточных валках, вшюл- нены кольцевые выемки, позволяющие компенсировать локальный прогиб рабочих валков на участке длины бочки, соответствующем зоне перехода от цилиндрической части бочки в коническую на первых промежуточных валках, что, в свою очередь, приводит к снижению локальной разнотолщинности и неплоскостности в этой зоне прока- тьшаемой полосы. 2 ил., I табл. i (Л
На фиг.1 представлен комплект вал- Q профиля первых промежуточных валков 2«
15
20
ков 20-валкового йтана, общий вид; на фиГд2 - разрез А-А на фиг.1. Комплект валков 20-валкового прокатного стана включает верхний и нижний цилиндрические рабочие валки 1, контактирующие с ними первые промежуточные валки 2 с конусными участками, выполненными по .меньшей мере с одного конца, промежуточные onopra.ie валки 3 второго ряда. В зоне контакта их с участком перехода цилиндрической части бочки в коническую на первых промежуточных валках выполнены коль- цевые проточки глубиной, увеличивающейся от периферии к центру до величины, составляющей (0,05-0,5) P на диаметр, а их длину определяют из соотношения
Ьц L - (Lg- 2L) где дБ - глубина конусности первых промежуточных валков на диаметр; L - длина рабочей зоны рабочих
валков;
Lg VIИнa бочки первого промежуточного валка; Lg - длина конусного участка. Количество проточек на вторых промежуточных валках вьшолнено в соответствии с количеством конусных участков на первых промежуточных валках. Комгт плект содержит опорные ролики 4. Комплект валков 20-валкового прокатного стана работает следующим образом.
Под действием нагрузки со стороны прокатываемой полосы, ширина которой соответствует длине рабочей зоны L рабочих валков, на валковый комплект по контакту рабочих 1 и первых промежуточных валков 2 возникают межвалковые давления q, и первые промежуточные валки 2 упруго деформируются.
Деформация первых промежуточных валков 2 происходит двояким образом. Во-первых, конусный участок бочки изгибается как консольная балка, жест ко закрепленная в точке С; во-вторых, после перемещения точки А-в точке А участок бочки АС изгибается как балПри выполнении на вторых промежуточных валках кольцевых проточек происходит компенсация локального прогиба у рабочих валков 1 на участке длины его бочки, соответствующем зоне перехода цилиндрической части бочки в коническую на первых промежуточных валках 2, что позволяет уменьшить разно- толщинность и неплоскостность прокатываемой полосы в этой зоне.
Глубина кольцевых проточек промежуточных опорынх валков второго ряда выбирается следующим образом Во-первых, так как участок бочки конусного
25 первого промежуточного валка ДС деформируется как консоль, то точка В при этом должна переместиться на величину, равную Г, ОО х (ВС). о с). Кроме того, под действием погонной на- у
30 грузки, определяемой усилием прокатки, участок АС бочки конусного первого промежуточного валка будет прогибать- ,ся как балка, лежащая на двух опорах (точках А .и с). Прогиб точки В при этом определяют по известной формуле
35
15
;о
rJ5
f.a
5 q А с
385Ti
где q. - величина межвалкового давлеНИН;
А С - расстояние между опорами; Е - модуль упругости материала
валка, I - момент инерции поперенного
сечения валка.
Следовательно, чтобы точка В полу- чила необходимо перемещение за счет прогибов, глубина зазора должна быть
равна ВВ f +
г
При глубине кольцевых проточек менее 0,05&D на диаметр, увеличение ; изменения прогиба рабочих валков в зоне перехода цилиндрической части , первых промежуточных валков в кони ческую оказывается недостаточным для компенсации их локального прогиба в этой зоне.
При глубине бодее О,5ДБ на диаметр, увеличение прогиба рабочих валков в
профиля первых промежуточных валков 2«
При выполнении на вторых промежуточных валках кольцевых проточек происходит компенсация локального прогиба у рабочих валков 1 на участке длины его бочки, соответствующем зоне перехода цилиндрической части бочки в коническую на первых промежуточных валках 2, что позволяет уменьшить разно- толщинность и неплоскостность прокатываемой полосы в этой зоне.
Глубина кольцевых проточек промежуточных опорынх валков второго ряда выбирается следующим образом Во-первых, так как участок бочки конусного
первого промежуточного валка ДС деформируется как консоль, то точка В при этом должна переместиться на величину, равную Г, ОО х (ВС). о с). Кроме того, под действием погонной на- у
грузки, определяемой усилием прокатки, участок АС бочки конусного первого промежуточного валка будет прогибать- ся как балка, лежащая на двух опорах (точках А .и с). Прогиб точки В при этом определяют по известной формуле
15
;о
5
f.a
5 q А с
385Ti
где q. - величина межвалкового давлеНИН;
А С - расстояние между опорами; Е - модуль упругости материала
валка, I - момент инерции поперенного
сечения валка.
Следовательно, чтобы точка В полу- чила необходимо перемещение за счет прогибов, глубина зазора должна быть
равна ВВ f +
г
При глубине кольцевых проточек менее 0,05&D на диаметр, увеличение ; изменения прогиба рабочих валков в зоне перехода цилиндрической части , первых промежуточных валков в кони ческую оказывается недостаточным для компенсации их локального прогиба в этой зоне.
При глубине бодее О,5ДБ на диаметр, увеличение прогиба рабочих валков в
этой зоне оказывается чрезмерным и усугубляет неплоскостность.
Пример. Холодная прокатка полос из нержавеющей стали шириной 300 мм осуществляется на 20-валковом стане 400 из отложенного подката толщиной 0,6 мм на толщину 0,25 мм. Первые промежуточные валки при этом профилируют по следующей схеме: верхняя пара валков - двусторонний конус uD Ln 0,12 X 115 мм; нижняя пара валков - двусторонний конус ЛВ L (j 0,14 X 115 мм. Цилиндричес10
ческие рабочие валки, взаимодейст- вуюище с ними первые опорные промел жуточные валки с краевыми конусными участками, опорные промежуточные вал ки второго ряда и опорные ролики отличающийся тем, что, с целью повьппения качества проката за счет снижения его разнотолщинности и неплоскостности, опорные промежуточные валки второго ряда вьшолнены с кольцевыми коническими проточками, расположенными по длине бочки над основанием конуса конусных участков
кие участки бочек валков равны 220 мм 5 первых опорных промежуточных валков, при общей длине 450 мм. Глубина коль- причем конусность проточек промежу- цевых проточек на неприводных промежу ;точных опорных валках второго ряда
точных валков второго ряда составляет (0,05-0,5)&D , а и длина
изменяется, как показано в таблице, а длина Ьд - 80 мм.
Предлагаемый комплект валков 20- валкового стана обеспечивает по сравнению с базовым снижение брака по раз- нотолщинноети и неплоскостности холоднокатанных полос на 2%. Формула изобретения ;
Комплект валков 20-валкового про- к атного стана, содержащий цилиидри-. .
Влияние глубины кольцевой проточки «а изменение прогиба рабочих валков и неплоскостность
0,005 (0,04&D). 0,0065 (0,05 uD)
0,033 (0,25 UD) 0,065 (0,5 AD) 0,08 (0,6 &D)
ческие рабочие валки, взаимодейст- вуюище с ними первые опорные промел жуточные валки с краевыми конусными участками, опорные промежуточные валки второго ряда и опорные ролики отличающийся тем, что, с целью повьппения качества проката за счет снижения его разнотолщинности и неплоскостности, опорные промежуточные валки второго ряда вьшолнены с кольцевыми коническими проточками, расположенными по длине бочки над основанием конуса конусных участков
первых опорных промежуточных валков причем конусность проточек промежу-
точных валков второго ряда составляет (0,05-0,5)&D , а и длина
20
Ьк
L - (LP - 2L.,),
глубина конусности первых промежуточных валков;
длина рабочей зоны рабочих
валков;
длина бочки первого промежуточного валка; длина конусного участка.
0,024 0,015 0,012 0,015 0,022
| Полухин П.И | |||
| и др | |||
| Прокатка на многовалковых станах | |||
| М.; Металлургия, 1981 | |||
| с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
