Изобретение относится к металлургии, а именно к обработке металлов, и может применяться в листопрокатном производстве для обработки валков многовалковых станов при прокатке прецизионной ленты.
Целью изобретения является улучшение качества проката путем уменьшения биений валков.
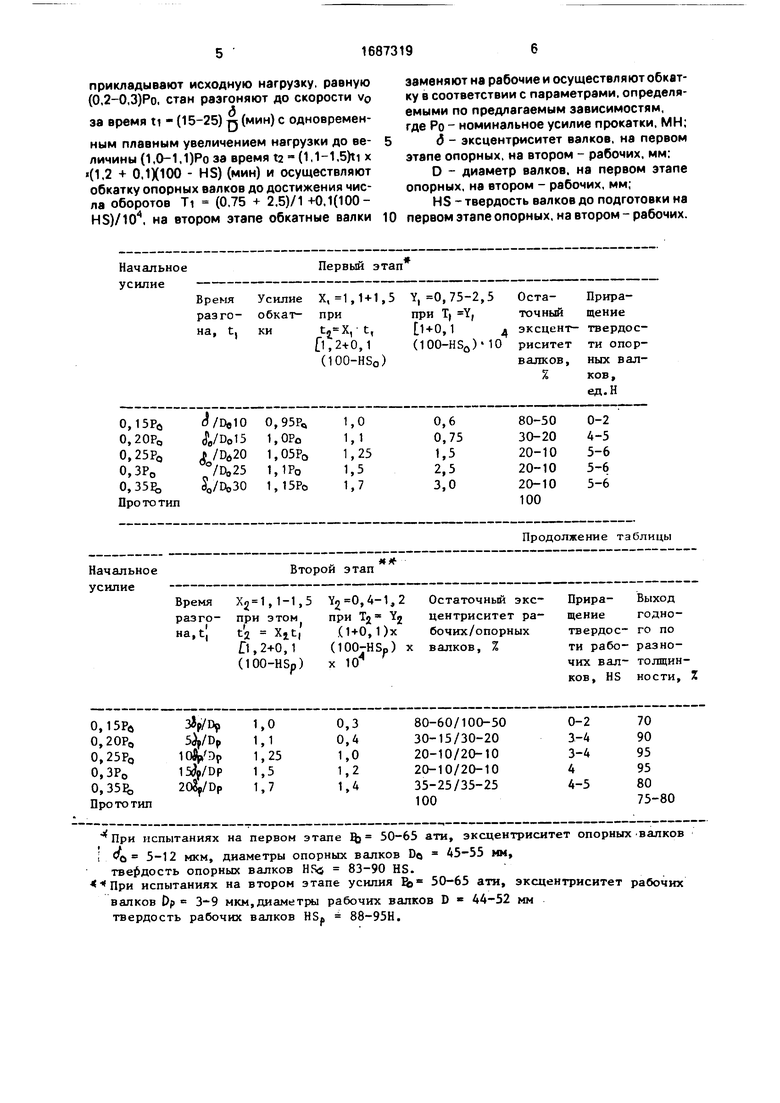
В таблице представлены результаты испытаний предложенного способа, приведенные к относительным показателям. Пределы изменения нормируемых параметров приведены в сносках таблицы. Остаточный эксцентриситет приведен в процентах к исходному, причем большее значение параметра в этой колонке соответствует меньшему значению в диапазоне варьирования
исходного эксцентриситета, а меньшее значение остаточного эксцентриситета соответствует большему значению исходного.
Приведенные данные доказывают эффективность заявленных пределов режимов операций способа. Выход за эти пределы (большой эксцентриситет валков) приводит к снижению в конечном счете выхода годного продукта.
Реализация способа-прототипа не позволила получить снижения эксцентриситета ни рабочих, ни опорных валков (эксцентриситет валков практически не изменился).
Для описания конкретных примеров применялось номинальное усилие прокатки Ро 65 ати в системе гидравлического наOs00
sj
со ч
жимного устройства двадцативалкового стана 700. Опорные валки имели диаметр Do - 50 мм, рабочие Dp 48 мм. Эксцентриситет после шлифовки у опорных валков 50 5 мкм, у рабочих 5Р 4 мкм. Твердость опорных валков после шлифовки HSo 90 ед. Шора, рабочих HSP 92 ед. Номинальная скорость 3 м/с.
П р и м е р 1. Обкатные рабочие диаметром 46 мм и опорные валки устанавливают в клеть двадцативалкового стана. На первом этапе нагружают опорные валки в контакте с обкатными с начальным усилием 0,2- 65 13 ати, затем разгоняют до номинальной скорости Vo 3 м/с в течение вре-
5
мени ti 15 do/Do 15
ВО
1.5 мин. с
одновременным увеличением усилия до 1,0 Ро - 1,0 65 - 65 ати. в течение времени г 1,1.ti 1,2 + 0,1(100 -HSo) 1,1- 1,5(1,2+1) 3,6 мин. После этого производят обкатку опорных валков при установившихся значениях усилия и скорости до достижения числа оборотов Ti 0,75 1 +0,1(100-HSo) -КГ - 0,75(1 + 1) -104 1,5 -10 об. Такое число оборотов достигнуто за 13 мин.
Затем стан останавливают, вынимают обкатные валки, заменяют их на рабочие с твердостью 92 ед. Шора, нагружают их в контакте с опорными с усилием 0,2 Ро 0,2 65 13 ати, разгоняют до номинальной скорости 3 м/с за ti 5 др /Ор 0,42 мин ( 26 с), обеспечивая подъем усилия до 1,0 Ро 65 ати в течение т.2 1,1- t i (1,2 + 0,1(100- HSP) 1.1 -0,42 (1,2 +0,8) 0,92 мин ( «1 мин).
Обкатку осуществляют до достижения числа оборотов Т2 0.4 1 +0,1(100-92) -10
0,72 -10 оборотов, на это затрачивается
5,7 мин.
Остаточный эксцентриситет опорных и рабочих валков при этом составил 1-1,5 мкм, твердость поверхности валков составила 94-95 HS. а выход годного при прокатке прецизионной ленты составил 90%, что больше прототипа на 10%.
П р и м е р 2. Устанавливают в клеть опорные и обкатные рабочие валки диаметром 45 мм. Нагружают комплект до давления в системе нагружения 17 ати (0,25Ро) и разгоняют стан до номинальной скорости 3 м/с за время ti -2.0 мин (2 д /Do). При этом подъем усилия нагружения валковой системы до 1,05 Ро 68,2 ати проводят за время t2 5,7 мин 1,3 ti(1,2 + 0.1- 10). После этого производят обкатку опорных валков при установившейся скорости и усилии до достижения числа оборотов опорного валка 3 10 .что продолжается в течение 26 мин. После этого стан
0 5
0 5
0 5
0
5
5
останавливают, вынимают обкатные рабочие валки и на втором этапе заменяют их рабочими валками. Производят предварительное нагружение до давления в системе нагружения 17 ати, приводят комплект валков во вращение и разгоняют его до номинальной скорости 3 м/с за 0.8 мин, обеспечивая подъем усилия нагружения до 1,1 Ро 71 ати в течение 2 мин. Обкатку рабочих валков производят в течение 14 мин, за которые рабочие валки совершают 1.8 -10 оборотов. После этого можно прокатывать на двадцативалковом стане преци- зионную ленту высокого качества с минимальной разнотолщинностью. Поскольку биение валков не превышает 1 мкм, выход годного составляет 95%, что больше, чем у прототипа на 15%.
П р и м е р 3. После установки обкатных рабочих и опорных валков производят предварительное сжатие валкового комплекта до давления в системе нагружения 20,5 ати (0,3- РО), разгоняют стан до номинальной скорости в течение 2,5 мин. При этом усилие сжатия увеличивают до 1,1 Ро - 71 ати за 7,75 мин. На установившейся скорости и при постоянной нагрузке обкатывают опорные валки до достижения 5 10 оборотов в течение 44 мин. После этого стан останавливают, заменяют на втором этапе обкатные валки рабочими, производят предварительное сжатие до 20,5 ати, разгоняют стан до номинальной скорости в течение 1,2 мин, а усилие в системе нагружения увеличивают до номинального значения за 3,6 мин. После достижения 2,16 -104 оборотов рабочего валка при постоянных параметрах обработки валковый комплект готов к работе. Эксцентриситет валков не превышает 1 мкм и выход годного составляет 95%, что больше, чем у прототипа на 15%.
Испытания показали, что применение на практике предложенного способа позволяет увеличить выход годного по сравнению с прототипом в среднем на 10%.
Кроме того, существенно повышается стойкость валков.
Формула изобретения
Способ подготовки валков многовалковых станов к эксплуатации, включающий установку рабочих и опорных валков в клеть, разгон стана и приложение к валкам нагрузки в направлении, перпендикулярном оси, обкатку рабочих и опорных валков и снятие нагрузки, отличающийся тем, что. с целью улучшения качества проката путем уменьшения биений валков, подготовку осуществляют в два этапа, на первом устанавливают вместо рабочих обкатные валки.
прикладывают исходную нагрузку, равную (0,2-0,3)Ро, стан разгоняют до скорости v0
за время ti - (15-25) тл (мин) с одновременным плавным увеличением нагрузки до величины (1,0-1,1)Ро за время tz - (1,1-1,5)ti x «(1,2 + 0.1ХЮО - HS) (мин) и осуществляют обкатку опорных валков до достижения числа оборотов Ti (0,75 + 2.5)/1 +0,1(100- HS)/104, на втором этапе обкатные валки
заменяют на рабочие и осуществляют обкатку в соответствии с параметрами, определяемыми по предлагаемым зависимостям, где Ро - номинальное усилие прокатки, МН;
б - эксцентриситет валков, на первом этапе опорных, на втором - рабочих, мм:
D - диаметр валков, на первом этапе опорных, на втором - рабочих, мм;
HS - твердость валков до подготовки на первом этапе опорных, на втором - рабочих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Способ подготовки к работе опорных валков станов "кварто | 1980 |
|
SU884754A1 |
| Способ изготовления прокатных валков | 1980 |
|
SU876222A1 |
| Валковый узел полосового многовалкового прокатного стана | 1988 |
|
SU1586811A1 |
| Способ подготовки к работе валков листопрокатных станов | 1988 |
|
SU1574302A1 |
| Способ обкатки прокатной клети листового стана с укороченными нажимными роликами | 1988 |
|
SU1611474A1 |
| Способ восстановления валков станов горячей прокатки | 1990 |
|
SU1771935A1 |
| СТАЛЬ ДЛЯ ПРОКАТНЫХ ВАЛКОВ | 2014 |
|
RU2547975C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| Способ подготовки к эксплуатации рабочих валков горячей прокатки | 1990 |
|
SU1754243A1 |
Изобретение относится к металлургии, а именно к обработке металлов, и может применяться в листопрокатном производстве для обработки валков многовалковых станов при прокатке прецизионной ленты. Цель изобретения - улучшение качества проката путем уменьшения биений валков. Способ включает установку рабочих и опорных валков в клеть, приложение нагрузки к валкам перпендикулярно их оси с одновременным вращением в контакте с обкатными, причем подготовку осуществляют в два этапа. На первом этапе нагружают опорные валки в контакте с обкатными с начальным усилием, затем разгоняют до номинальной скорости с одновременным увеличением усилия, после чего производят обкатку опорных валков при установившихся значениях усилия и скорости, затем валки разгружают, а на втором этапе обкатные валки заменяют на рабочие, нагружают их в контакте с опорными с усилием, равным на первом этапе, разгоняют до номинальной скорости с увеличением усилия до величины, равной увеличению на первом этапе. 1 табл. сл
| Способ подготовки к работе опорных валков станов "кварто | 1980 |
|
SU884754A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
