L
2
(0,3 - 0,4) В,
где L, длина конических скосов
меньшей длины; LJ длина конических скосов
большей Длины; Lj длина бочки первых промежу-
точных валков; В длина катакщего участка
бочки рабочих валков,, а разность диаметров валков на ци линдрическом участке бочки и на краю бочки для конического скоса большей длины составляет 0,.250,75 разности диаметров валков на цилиндрическом участке бочки и на краю бочки для конических скосов меньшей длины
При этом наличие зазоров в кон такте рабочих и первых промежуточных валков на стороне с большей длиной конических скосов и в зоне, располо женной в продольном сечении напро тив границы перехода цилиндрического участка бочки в конический на первых промежуточных валках.с меньшей длиной конических скосов, компенсирует локальное уменьшение суммарного про гиба рабочих валков в этих зонах, за счет чего уменьшается неплоскостност полос.
Расчетные формулы для определе НИН длины Li и Ld конических скосов получены следующим образом, Во -пер вых, зона перехода цилиндрического участка бочки первых промежуточных валков в конический должна находить ся Б продольном сечении напротив ка тающего участка В бочки рабочих вал ков, В противном случае увеличивает ся прогиб катающего участка бочки ра бочих валков отсутствия возмож ности его компенсации. Таким образом длина конических скосов должны быть больше расстояния от края бочки до границы катающего участка, равного
LS - ъ ...
- . Кроме того, границы перехо
да цилиндрического участка бочки в кош1ческий на первых промежуточных валках, находящихся один над другим в- продольном сечении, не должны сов падать. Поэтому длину конических ско сов меньшей длины определяют, при бавляя к величине, равной расстоянию от края бочки до точки, находящейся напротив ближайшей границы катающе го участка на рабочих валках, вепи
чину (0,,2) В, а длину конических скосов большей длины определяют, прибавляя к величине, равной расстоянию от Края бочки до точки, находя щейся напротив ближайшей границы катающего участка на рабочих валках, величину (0,,4) В,
Коэффициент, на который умножают длину катающего участка В рабочих валков и находящийся в пре4;елах 0,,2 для конических скосов мень шей длины и в пределах 0,,4 для конических скосов большей длины пот лучен экспериментальным пут ем при прокатке металлических полос на двад цативалковом стане.
Выполнение первых промежуточных валков с коническими скосами неодина™ ковой длины, причем конические скосы меньшей длины расположены напротив конических скосов большей длины, и длиной конических скосов меньшей дли ны, определяемой по формуле
L, + (0,1 0,2) В,
а большей длиньт, определяемой по формуле
30
L5- В
+ (0,3 0,4) В,
5
0
5
0
5
а также с разностью диаметров валков на цилиндрическом участке бочки и на краю бочки для конического скоса большей длины, составляющей 0,25 0,75 разности диаметров валков на цилиндрическом участке бочки и на краю бочки для конического скоса меньшей длины (по сравнению с из вестным валковым комплектом) обеспе чивает повьшхение качества проката и упрощают профилирование.
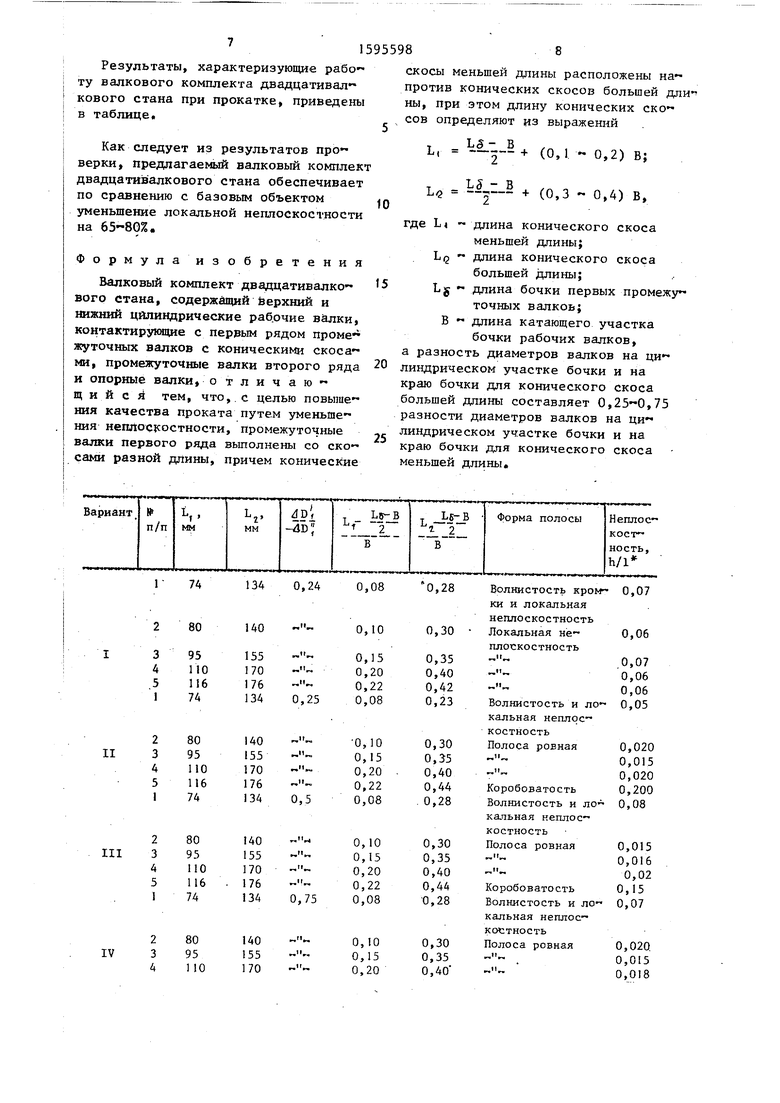
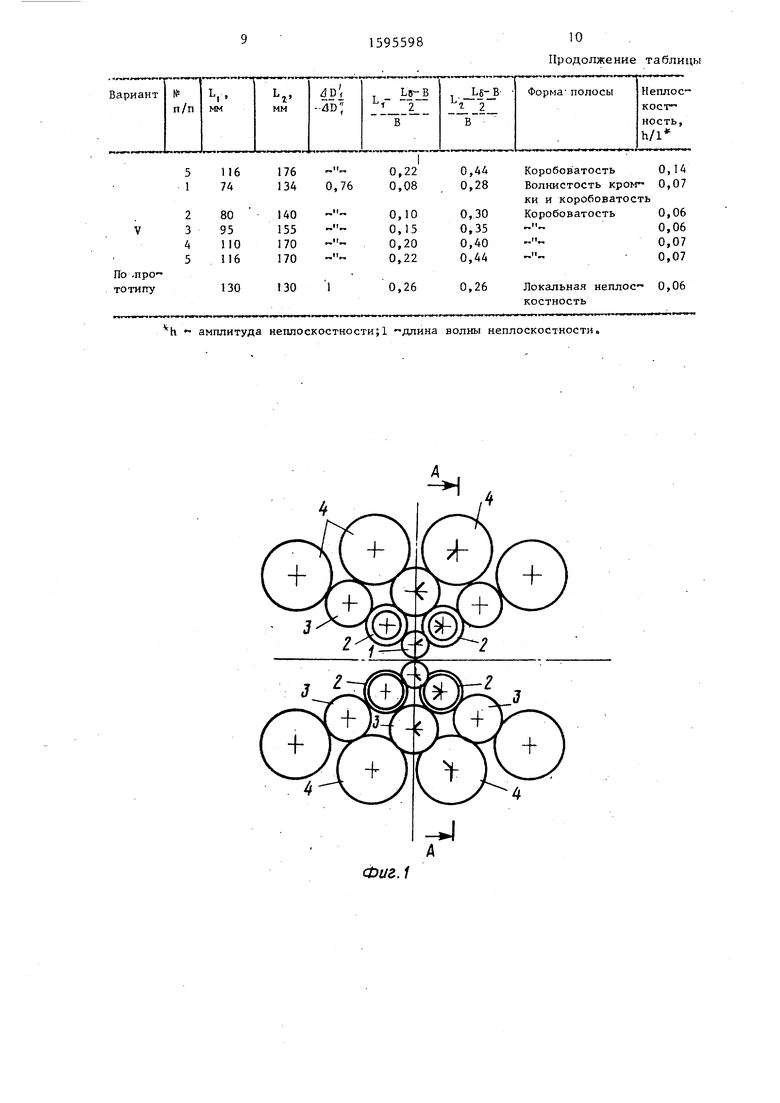
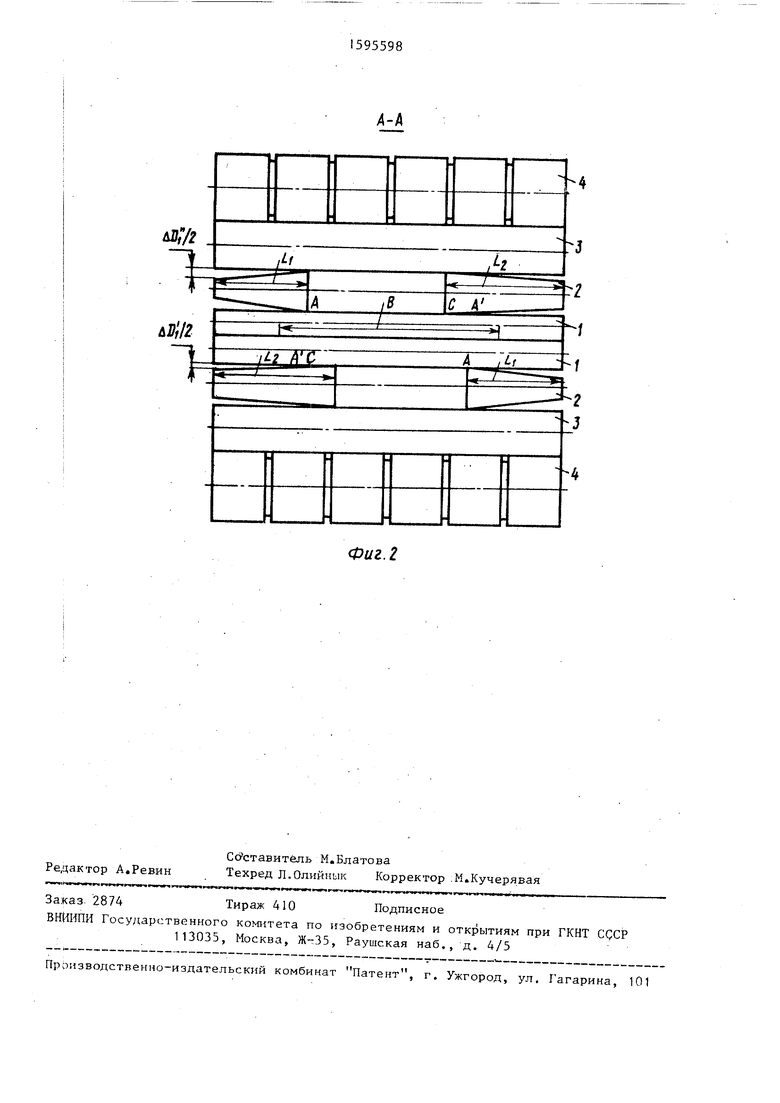
На фиг,1 изображен валковьй ком плект Двадцативалкового стана, об щий вид; на фиг,2 разрез на фиг.1,
Валковьй комплект двадцативалко вого стана включает в себя верхний и нижний цилиндрические рабочие вал ки 1, контактируклцие с ними первые промежуточные валки 2, вьшолненные с коническими скосами неодинаковой дли ны.
Длину конического скоса меньшей длины определяют по формуле
L, .LY-S+- (0,1 0,2) В,
а длину конического скоса большей длины определяют по формуле
При разности L д - В
0,1 В
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
| Комплект валков 20-валкового прокатного стана | 1987 |
|
SU1443997A1 |
| Валковый узел многовалкового стана | 1982 |
|
SU1068188A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| Валковый комплект кварто | 1984 |
|
SU1212640A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
Изобретение относится к прокатному производству и может быть использовано в валковых комплектах для рабочих клетей 20-валковых прокатных станов. Цель изобретения - повышение качества проката путем умненьшения неплоскостности. Валковый комплект включает в себя верхний и нижний цилиндрические рабочие валки, контактирующие с ними первые промежуточные валки, выполненные с коническими скосами неодинаковой длины, расположенными напротив, вторые промежуточные валки и опорные ролики. Отношение разности диаметров на цилиндрическом участке бочки и на краю бочки для валков с коническими скосами меньшей и большей длины составляет 0,25-0,75. При прокатке наличие зазоров в контакте рабочих и первых промежуточных валков на стороне с большей длиной конических скосов и в зоне, расположенной в продольном сечении напротив границы перехода цилиндрического участка бочки в конический на валках с меньшей длиной конических скосов, компенсирует локальное уменьшение суммарного прогиба валков, за счет чего уменьшается неплоскостность полос. 2 ил., 1 табл.
L5 - В
+ (0,3 0,4) В,
а разность диаметров на цилиндричес ком участке бочки и на краю бочки для конического скоса большей длины (ьв , ) составляет 0,,75 разности диаметров на цилиндрическом участке бочки и на краю бочки для коничес кого скоса меньшей длины (йв)).
Валковый комплект двадцативалково го стана также содержит вторые проме жуточные валки 3 и опорные ролики:4,
Валковый комплект двадцативалко вого стана- работает следующим обра зом.
Под действием усилия прокатки валки в комплекте упруго деформи руются, причем рабочие валки 1 де формируются двояким образом:
во -первых, рабочие валки 1 изгибаются за счет прогибов по контактам всех валков в валковом комплекте, а во-вторых, концевые участки рабочих валков 1 изгибаются в обратном направлении относительно точек А и С, соответствующих границам перехода цилиндрического участка бочки первых промежуточных валков 2 в конические скосы, причем в этом случае рабочие валки 1 изгибаются как консольные балки из-за наличия зазоров в контакте с первыми промежуточныт-ш валками 2, обусловленных коническими скосами.
При этом локальное увеличение про гиба одного рабочего валка на катающем участке В в зоне, расположенной в продольном сечении напротив, точки А, соответствуюп ей границе перехода цилиндрического участка бочки первых промежуточных валков в конический скос, компенсируется дополнительным уменьшением прогиба другого рабочего валка, которое происходит за счет наличия зазора в контакте его с первым промежуточным валком в точке А, расположенной в продольном сечении напротив точки;А,
Такая компенсация локального прогиба рабочих валков обеспечивает его уменьшение в суммарном прогибе рабочих валков, что позволяет уменьшить локальную неплоскостность прокатываемых полос.
возрастает деформация кромок полосы, вследствие чего появляется волнистость кромки, а при разности L В
средних участков по ширине полосы, вследствие чего появляется коробо- ватость.
0,2 BO3pactaeT деформация
При разности LQ LS - Ъ
0,3 В
компенсация локального прогиба валков мала и на полосе появляется локальная неплоскостность, при LC Т л - R - ,4 В возрастает дефор
мация средних участков по ширине полосы, вследствие чего появляется ко- робоватость.
При разности диаметров валков на цилиндрическом участке, бочки и на
краю бочки для конического скоса большей длины, составляющей менее 0,25 разности диаметров валков на цилиндрическом участке бочки и на краю бочки для конического скоса
меньшей длины компенсация локального прогиба рабочих валков мала и на полосе появляется локальная неплоскостность, а при более 0,75 - возрастает деформация средних участков по ширине полосы, вследствие, чего появляется коробоватость,
в П р и м е.р. Холодная прокатка
полос из нержавеющей стали шириной 300 мм осуществлялась на двадцати- валковом стане 400 из отожженного подката толщиной О, толщину 0,1 мм. Первые промежуточные валки при этом проф1.шировали с двусторонними коническими скосами различной длины, при этом длина конических скосов меньшей длины составляла 74, 80, 95, 110 и 116 мм, а длина конических скосов большей длины составляла 134, 140, 155, 170, 176 мм. Разность диаметров цилиндрического участка бочки первых промежуточных валков и края бочки для конических скосов меньшей длины составляла ДП. 0,2 мм, а разность диаметров цилиндрического участка бочки первых промежуточных валков и края бочки для конических скосов большей длины составляла 0,048; 0,050; 0,100; 0,150 и 0,152 мм.
Результаты, характеризующие рабо ту валкового комплекта двадцативал кового стана при прокатке, приведены в таблице.
Как следует из результатов прО верки, предлагаемый валковый комплек двадцати:валкового стана обеспечивает по сравнению с базовым объектом згменьшение локальной иеплоскостности на 65-80%,
Формулаизобретения
Валковый комплект двадцативалко вого стана, содержащий ёерхний и нижний Цилиндрические рабочие валки, контактирующие с перрым рядом проме- жуточных валков с коническими скосами, промежуточные валки второго ряда и опорные валки, отличающий с А тем, что,.с целью повышения качества проката путем уменьшения неплоскостности, промежуточные валки первого ряда вьшолнены со скосами разной длины, причем конические
74
134
0,24
80
140
0
5
0
5
скосы меньшей длины расположены напротив конических скосов большей дли ны, при этом длину конических ско- сов определяют из выражений
т L5- в
L, --- + (0,1 . 0,2) В;
L + (0,3 - 0,4) В,
где Lt - длина конического скоса
меньшей длины; Ьг2 - длина конического скоса
большей длины;
Lj - длина бочки первых промежуточных валков; В - длина катающего участка
бочки рабочих валков, а разность диаметров валков на цилиндрическом участке бочки и на краю бочки для конического скоса большей длины составляет 0,25-0,75 разности диаметров валков на цилиндрическом участке бочки и на краю бочки для конического скоса меньшей длины.
0,08
0,28
0,10
0,30
h амплитуда неплоскостности; длина волны неплоскостности.
1595598
10 Продолжение таблицы
Фиг.1
Фиг. 2
| Комплект валков 20-валкового прокатного стана | 1987 |
|
SU1443997A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прлухин:П;И | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
