Изобретение относится к обработке металлов давлением, в частности к технологии изготовления заготовок из ленты, преимущественно тангенциальных расширителей маслосъемных поршневых колец двигателей внутреннего сгорания.
Целью изобретения является повышение точности и производительности процесса изготовления.
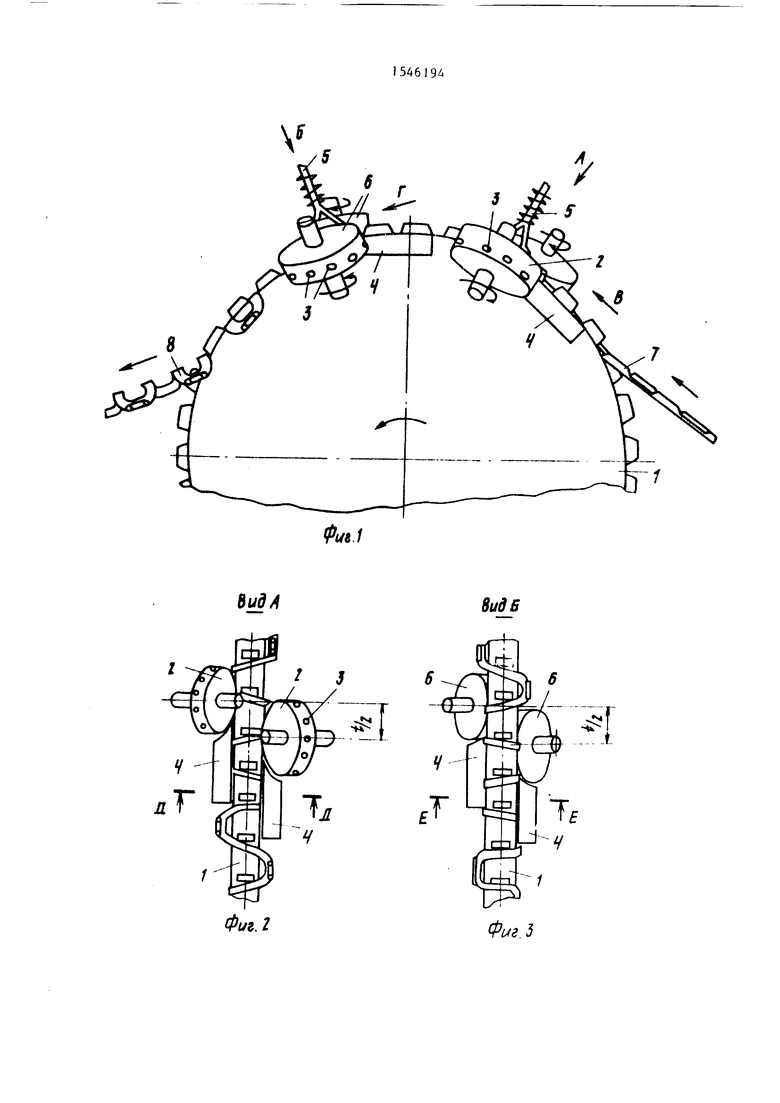
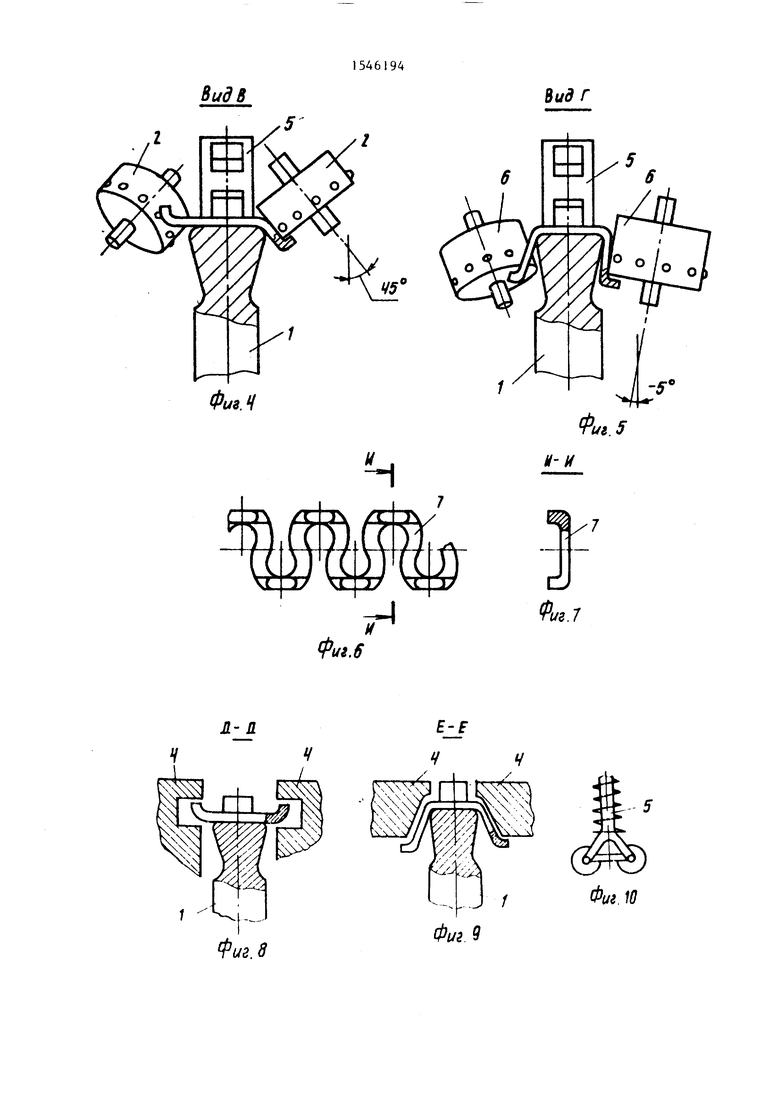
На фиг.1 изображен общий вид устройства для осуществления способа гибки длинномерных заготовок из тонколистового материала; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг„1; на фиг.4 - вид В на фиг.1; на фиг05 - вид Г на фиг,; на фиг,6,
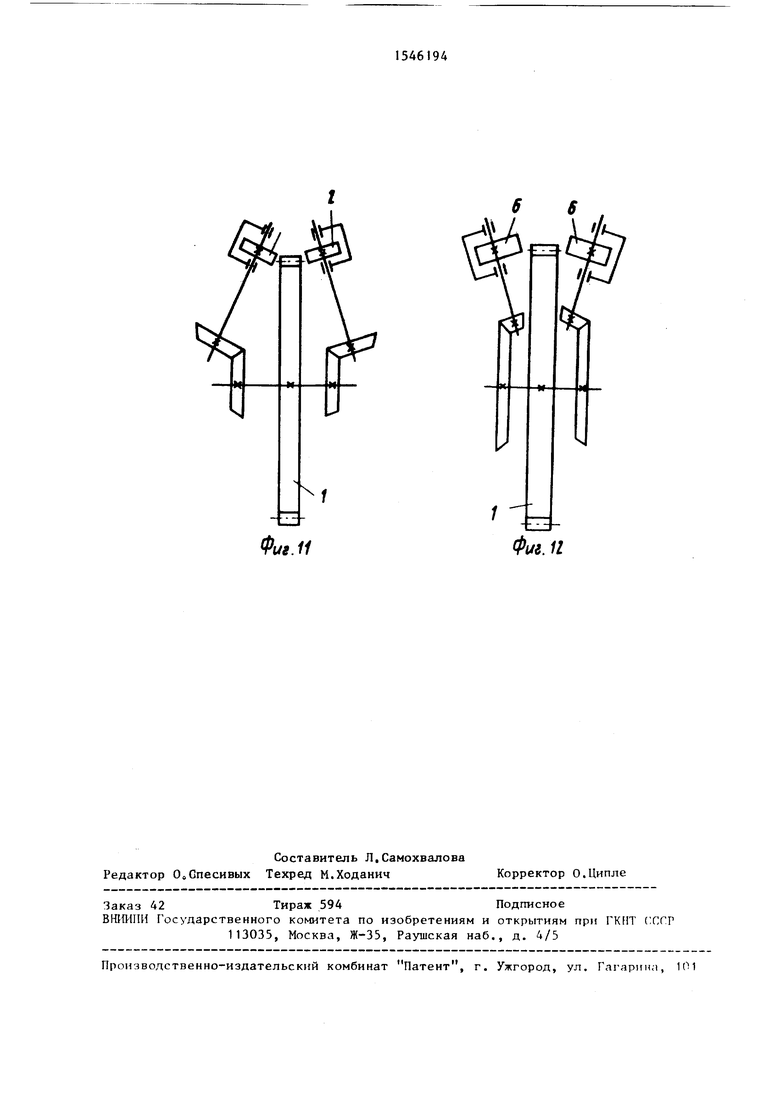
7 - заготовка и ее сечение; на фиг.З - сечение Д-Д на фиг02; на фиг.9 - сечение Е-Е на фиг.З; на фиг.10 - средство прижима; на фиг.11- кинематическая схема гибки; на фиг,12 - кинематическая схема калибровки.
Устройство для гибки длинномерных заготовок из тонколистового материала содержит валок-пуансон 1 с зубьями по наружному диаметру, гибочный инструмент, выполненный в виде пары наклонных роликов 2 со штырями 3, расположенных под углом 45° к валку-пуансону.направляющие 4, выполненные с пазами для прохождения заготовки, средства прижима, выптСП
4 О
QD 4
ненные в виде поворотных роликов 5, с наружными пазами по тагу зубьев валка-пуансона, калибровочный инструмент в виде пары наклонных роликов 6 со штмрями, расположенных под уг- лом -5е к валку-пуансону 1. Ролики 2 и 6 расположены со смещением относительно друг друга на полшага чаготов- ки.
Заготовку 7 из тонколистового материала с попере-чными пазами подают в зону гибки, пропускают между направляющими 4, прижимают поворотными роликами 5 и отгибают кромку заготовки непрерывной прокаткой в гибочных роликах 2, расположенных по обе стороны валка-пуансона 1, затем подают в зону калибровки, где осуществляют окончательное формирование П-об- разного профиля 8 в калибровочных роликах 6, либо на одном валке-пуансоне, либо на разных.
Устройство работает следующим образом.
Заготовка 7 в виде ленты с поперечными пазами и отогнутыми по ширине упорами поступает в зону деформирования посредством вращения валка-пуансона 1 „ При подаче заготовка 7 непрерывно базируется по ширине В в канавке валка-пуансона I и направляющих 4 и по шагу t зубьями валка- пуансона 1 под действием усилия Q поворотных роликов 5. Формирование П-образного профиля происходит непрерывно при прокатке заготовки 7 через гибочные 2 и калибровочные 6 ролики.
Пример. Заготовку в виде плющенной ленты 0,8x2,4 мм, согнутую в змейку с шагом t I2 мм и имеющую отогнутые откалиброванные упоры вы - сотой 0,68 мм, подают непрерывно, базируя ее по ширине В 10,6 мм в направляющих и в канавке валка-пуансона 200 мм и по шагу t 12 мм зубьями валка-пуансона при постоянно действующем усилии Q 10-15 кгс прижимного устройства и удерживая входящее изделие усилием N -2 кгс, После чего пропускают заготовку между г и - бочными роликами 4 30 мм со штырями # 3 мм, расположенными со смещением
(6 мм) относительно- друг дру
5
0
5
0
5
0
5
0
га, производят гибку„
Калибровку производят на калибровочных роликах 0 30 мм со штырями 0 3 мм, расположенных также со смещением 6 мм относительно друг друга.
Скорость валка-пуансона 5-10 об/ /мин. Скорость вращения гибочных и калибровочных роликов 4 об/мин.
Повышение производительности позволяет снизить затраты за счет уменьшения потребностей в оборудовании и высвобождения численности основных рабочих.
Повышение точности полученного данным способом профиля, используемого для изготовления тангенциальных расширителей позволит снизить затраты за счет уменьшения количества изделий, подлежащих калибровке профиля по высоте и термостабилизадии по длине развертки, а также за счет уменьшения брака уменьшенной высоты профиля.
Формула изобретения
1. Устройство для гибки длинномерных заготовок из тонколистового материала с поперечными пазами, преимущественно тангенциальных расширителей маслосъем алх колец, содержащее валок-пуансон с наружными зубьями, средства прижима заготовки к валку- пуансону и гибочный инструмент, отличающееся тем, что, с целью повышения точности и производительности, гибочный инструмент выполнен в виде наклонных поворотных роликов со штырями, расположенных по обе стороны от валка-пуансона со смещением их осей относительно одна другой, при этом устройство снабжено направляющими с пазами для прохождения заготовки и приводом вращения валка-пуансона о
2„ Устройство по п.1, о т л и - чающееся тем, что средства прижима выполнены в виде расположенных над валком-пуансоном подпружиненных поворотных роликов с наружными пазами в соответствии с шагом чубьев валка-nvanrona.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| Устройство для изготовления профилей из змеевидной заготовки | 1983 |
|
SU1140329A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
Изобретение относится к обработке металлов давлением, в частности к технологии изготовления заготовок из ленты, преимущественно тангенциальных расширителей маслосъемных поршневых колец двигателей внутреннего сгорания. Цель изобретения - повышение точности и производительности. Заготовку в виде плющенной ленты, согнутую в змейку, имеющую отогнутые откалиброванные упоры, подают в зону гибки, базируя по ширине в направляющих и по шагу зубьями валка-пуансона при постоянно действующем усилии прижима. После этого заготовку пропускают между гибочными роликами, расположенными под углом к вертикали со смещением относительно друг друга на полшага заготовки, где осуществляют формовку @ -образного профиля. Затем заготовка поступает в зону калибровки, где в калибровочных роликах осуществляют окончательную формовку профиля. Точность и производительность повышаются за счет непрерывной прокатки профиля в процессе гибки. 1 з.п. ф-лы, 12 ил.
99П9
VQW
IT
Ъ
r o
vO
r
LO
0
s
«o
r
.
D s
§
«
Uj Uj
ъ
&Фиг. 11
66
Фиг. 11
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
