Изобретение относится к обработке металлов давлением, в частности к технологии изготовления профилированных заготовок из ленты.
Известен способ изготовления тангенциальных расширителей из ленты, в котором операция гибки V-обрайного профиля осуществляется с фиксацией ленты по шагу.
Однако в известном способе не обеспечивается точное ориентирование заготовки относительно гибочных кромок пуансона.
Наиболее близким решением к известному является способ гибки заготовок из листового материала на валкепуансоне путем совмещения подачи каждой заготовки с ее ориентированием относительно зоны гибки и последующего отгибания на гибочных кромках валка-пуансона.
Однако известный способ предназначен в основном для гибки штучных заготовок,, которые ориентируются в гнез дах фиксаторов под действием собственного веса, следовательно, неточно
Целью изобретения является повьш1ение то 1ности изделий из длинномерных тонколистовых заготовок с поперечны-ми пазами, преимущественно, типа тангенциальных расширителей маслосъемных колед. ;
Для достижения поставленной цели в способе гибки заготовок из листового материала на валке-пуансоне путем совмещения подачи каждой заготовки с ее ориентированием относительно зоны гибки и последующего отгибания на гибочных кромках валка-пуансона, в процессе гибки к заготовке прикладывают постоянно действующие усилия, перпендикулярные ее поверхности, при этом места приложения усилий располагают по обе стороны от зоны деформирования.
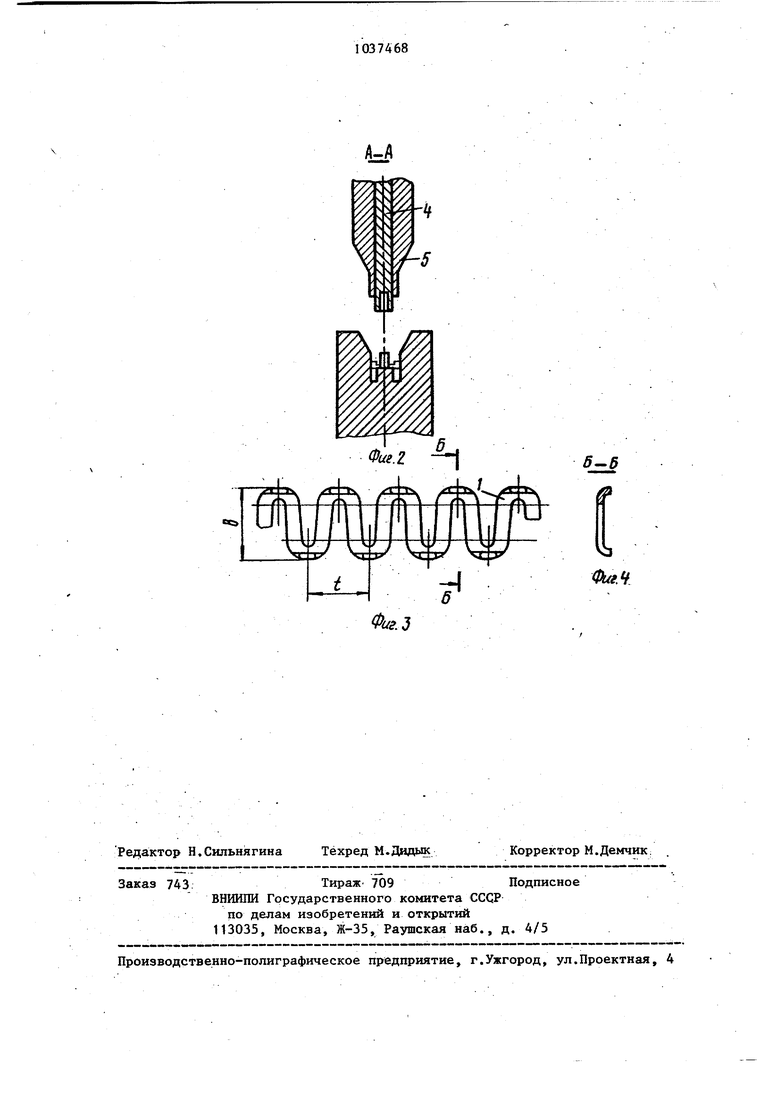
На фиг. 1. показано устройство для реализации способа-, на фиг. 2 - сечение по А-А на фиг. 2; на фиг.3,4 заготовка и ее сечение соответственно
Заготовка 1 в виде ленты с поперечными пазами и отогнутыми .по ширине упорами поступает в зону деформирования посредством вращения валкапуансона 2 и установленных на нем фиксаторов, входящих в ее продольные прорези заготовки. При подаче заготовки 1 непрерывно базируется одновременно по ширине Ь в канавке валка-пуансона и по шагу t фиксаторами 3 под действием постоянно действующего усилия Q, а согнутый профиль удерживается во избежание самопроизвольного преждевременного съема вследствие пружинения постоянно действующим усилием N. Перед .гибкой заготовка 1 прижимается к валку-пуансону 2 прижимом 4, а при ходе матрицы в направлении к пуансону происходит формирование профиля О. сечения.
Пример. Заготовку в виде плющенной ленты сечением, мм (2,,6), согнутую в змейку с шагом t 15,7 мм и имеющую отогнутые и откалиброванные упоры высокой 0,7 мм, подают на валок-пуансон, который поворачивается на угол 22 30, обеспечивая подачу заготовки на 3 шага и базируя ее по ширине b 9,1 мм в канавке валка пуансона и по шагу t 15,7 фиксаторами 3 постоянно действующими усилиями Q 5-8 кг и удерживая передний конец усилием N 1-2 кг.
После этого спускали прижим 4 и матрицу 5 и формировали профиль.
Повьш1ение точности получаемого данным способом профиля, используемого для изготовления тангенциальных расширителей, позволяет снизить затраты за счет уменьшения количества изделий, подлежащих калибровке профиля по высоте и термостабилизации по длине развертки, а также за счет уменьшения брака уменьшенной высотой профиля.
/0
Фиг,Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки длинномерных заготовок из тонколистового материала | 1987 |
|
SU1546194A1 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| Устройство для изготовления профилей из змеевидной заготовки | 1983 |
|
SU1140329A1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И СКРУЧИВАНИЯ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU313245A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Составное поршневое маслосъемное кольцо | 1980 |
|
SU1002639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
СПОСОБ ГИБКИ ЗАГОТОВОК ИЗ ЛИСТОВОГО МАТЕРИАЛА на валке-пуансоне путем совмещения подачи каяздой i заготовки с ее ориентированием относительно зоны гибки и последунядего отгибания на гибочных кромках валка-г пуансона, отличающийся тем, что, с целью повышения точности изделий из длинномерных тонколистовых заготовок с поперечными пазами, преимущественно, типа тангенциальных расширителей маслосъемных колец, в процессе гибки к Заготовке прикладывают постоянно действующие усилия, перпендикулярные к ее поверхности, при этом места приложения усилий располагают по обе стороны от зоны деформирования ., DO а X
| Вагонетка с опрокидным кузовом | 1946 |
|
SU69123A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мошнин А.Н | |||
| Технология холодной штамповки | |||
| М., 1958, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
