Изобретение относится к обработке металлов давлением, а именно к устроствам для листовой штамповки
Известно устройство для изготовления гофров на полосе, состоящее из привода, основания, матрицы, пуансона и фиксатора.
В известном устройстве заготовкой является сплошная полоса или лента, и фиксатор взаимодействует через отформованные на заготовке впадины с гнездами в матрице, обеспечивая изготовление изделия с определенным шагом гофров.
Недостатком устройства является низкая точность шага при гибке гофро который зависит от качества материала заготовки Наиболее близким решением из известных является устройство для изготовления профилей из змеевидной заготовки, содержащее привод основание е установленной на подвижной плите гибочной матрицей и с установленным на оси с возможностью вращения гибочным пуансоном в виде диска с равномерно расположенными на боковой поверхности штьфями для подачи и ориентирования змеевидной заготовки по шагу, а также расположенные концентрично по обеим сторонам гибочного пуансона упоры для ориентирования заготовки по ширине.
Недостаток указанного устройства заключатеся в том, что оно не обеспечивает изготовление профилей повышенной точности со стабильными параметрами шага и ширины.
Целью настоящего изобретения является пбвьппение точности изделий.
Указанная цель достигается тем, что устройство для изготовления профилей из змеевидной заготовки, со.держащее привод, основание с установленной на подвижной плите гибочной матрицей и с установленным на оси с возможностью вращения гибочным пуансоном в виде диска с равномерно расположенными на боковой поверхности штырями для подачи и ориентирования .змеевидной заготовки по шагу, а также расположенные концентрично по обеим сторонам гибочного пуансона упоры для ориентирования заготовки по ширине, снабжено дополнительным пуансоном - в виде диска со штырями на боковой поверхности, установленным на основании с возможностью вращения вокруг оси, параллельной оси
гибочного пуансона, и самоцентрирующими губками, установленными с возмоностью перемещения в направлении, параллельном оси дополнительного пуансона, а также съемником, выполненным в виде колец, смонтированных со стороны торцов дополнительного пуансона эксцентрично оси его вращения .
На фиг.1 представлен общий вид устройства; на фиг.2 - разрез по А-А на фиГо1; на фиГоЗ разрез по Б-Б на фиг.1; на фиг.4 - вид по стрелке В на фиг.2; на фиг.5 - вид по стрелке Г на фиг.З; на фиг.6 - узел I на фиГо2; на - узел II на фиГоЗ; на фиго8 - исходная заготовка на фиг.9 - сечение Д-Д на фиг«8; на фиго 10 - получаемое изделие; на фиг.11 - сечение Е-Е на фиг.10.
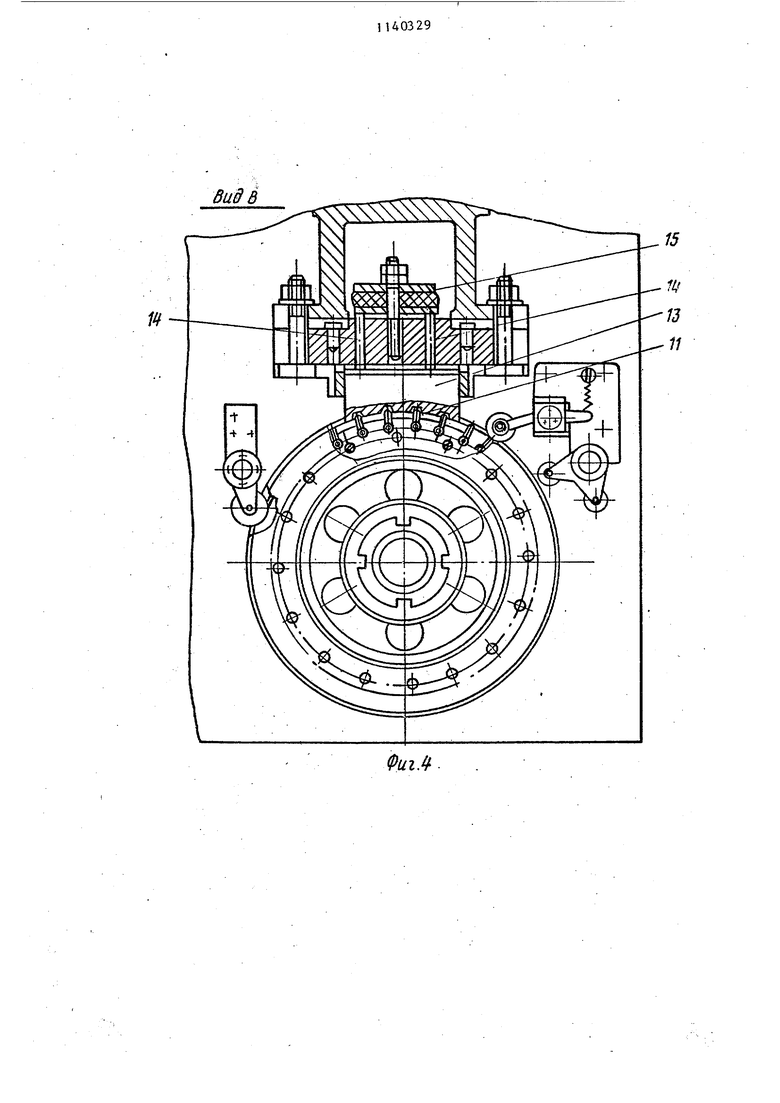
Устройство содержит смонтированный на основании 1 привод 2 с вала aI 3 и 4, на которых установлены дисковые пуансоны, гибочный 5 и калибровочный 6, а также смонтированные на подвижных плитах 7 и 8 гибочную матрицу 9 и самоцентрирующие калибровочные губки 10. На боковых поверхностях пуансонов равномерно размещены штьфи 11 для подачи заготовки и ориентирования по шагу. С обеих сторон гибочного пуансона 5 концентрично закреплены упоры 12. .
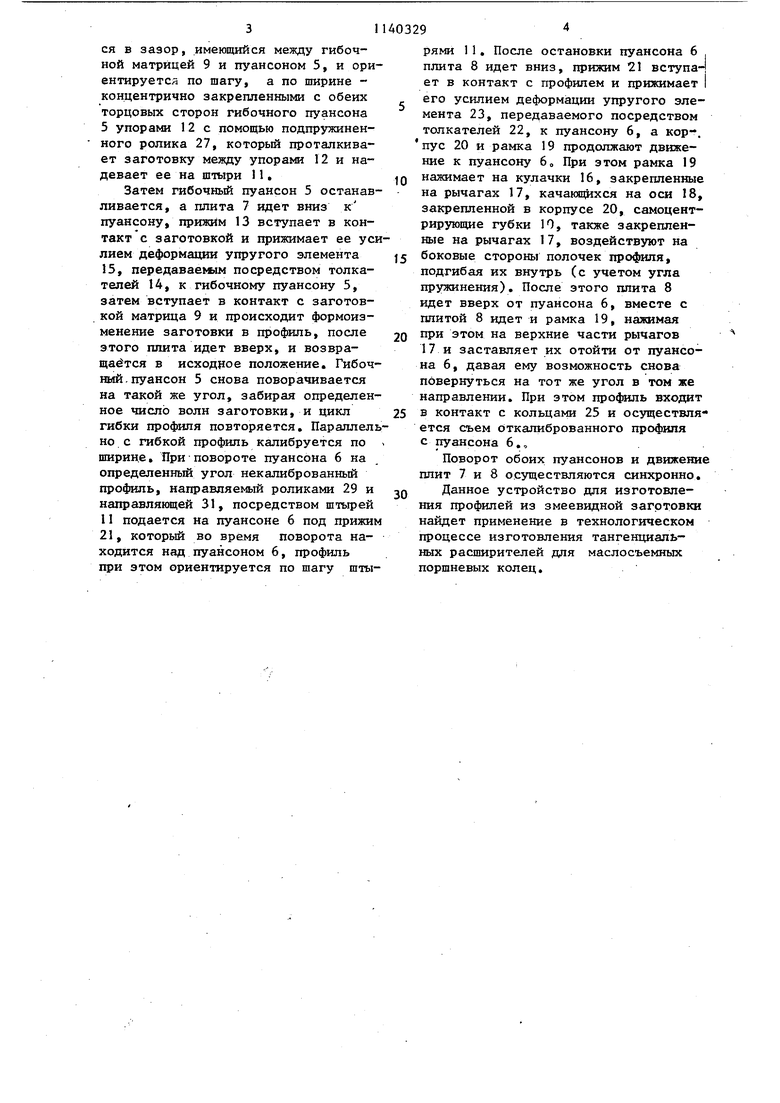
П1бочная матрица 9 имеет прижим 13, «установленный посредством толкателей 14 на упругом основании 15. Са оцентрирующие губки 10 связаны с кулачками 16 с помощью рычагов 17, качающихся на оси 18, закрепленной в корпусе, и рамки 19, надетой на корпус 20,в котором установлен с возможностьюперемещения прижим 21, связанный посредством толкателей 22 с упругим злементом 23, обеспечивающим прижим калибруемого профиля к пуансону 6. Устройство снабжено также съемником 24, выполненным в виде колец 25, установленных зксцентрично .относительно оси пуансона 6 и прикрепленных неподвижно к основанию 1, Устройство снабжено также направляющими роликами 26-30 и направляющей 31.
Устройство работает следующим образом. При повороте гибочного пуансона 5 на определенный угол змеевидная заготовка, направляемая роликами 26, посредством штырей 11 подает
ся в зазор, имеющийся между гибочной матрицей 9 и пуансоном 5, и ориентируется по шагу, а по ширине кондентрично закрепленными с обеих торцовых сторон гибочного пуансона 5 упорами 12 с помощью подпружиненного ролика 27, который проталкивает заготовку между упорами 12 и надевает ее на штыри 11.
Затем гибочный пуансон 5 останавливается, а плита 7 идет вниз к пуансону, прижим 13 вступает в контакт с заготовкой и прижимает ее усилием деформации упругого элемента 15, передаваем ш посредством толкателей 14, к гибочному пуансону 5, затем вступает в контакт с заготовкой матрица 9 и происходит формоизменение заготовки в профиль, после этого плита идет вверх, и возвращается в исходрое положение. Гибочный, пуансон 5 снова поворачивается на такой же угол, забирая определенное число волн заготовки, и цикл гибки профипя повторяется. Параллельно с гибкой профиль калибруется по ширине. При повороте пуансона 6 ка определенный угол некалиброванный профиль, направляемый роликами 29 и направляющей 31, посредством штырей 11 подается на пуансоне 6 под прижим 21, который во время поворота находится над пуансоном 6, профиль при этом ориентируется по шагу штырями 11, После остановки пуансона 6 плита 8 идет вниз, прижим 21 вступа-j ет в контакт с профилем и прижимает I его усилием деформации упругого элемента 23, передаваемого посредством толкателей 22, к пуансону 6, а кор-, пус 20 и рамка 19 продолжают движение к пуансону 6о При этом рамка 19 нажимает на кулачки 16, закрепленные на рычагах 17, качающихся на оси 18, закрепленной в корпусе 20, самоцентрирующие губки 10, также закрепленные на рычагах 17, воздействуют на боковые стороны полочек профиля, подгибая их внутрь (с учетом угла пружинения). После этого плита В идет вверх от пуансона 6, вместе с плитой 8 идет и рамка 19, нажимая при этом на верхние части рычагов 17 и заставляет их отойти от пуансона 6, давая ему возможность снова повернуться на тот же угол в том же направлении. При этом профиль входит в контакт с кольцами 25 и осуществляется съем откалиброванного профиля с пуансона 6,,
Поворот обоих пуансонов и движение плит 7 и 8 осуществляются синхронно. Данное устройство для изготовле0ния профилей из змеевидной заготовки найдет применение в технологическом процессе изготовления тангенциальных расширителей для маслосъемных поршневых колец.
A::JL
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| Штамп для изготовления пружинных стопорных колец | 1982 |
|
SU1177014A1 |
| Штамп для гибки изделий типа рамок из проволоки | 1986 |
|
SU1466832A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |



УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ИЗ ЗМЕЕВИДНОЙ ЗАГОТОВКИ, содержащее привод, основание с установленной на подвижной плите гибочной матрицей и с установленным на оси с возможностью вращения гибочным пуансоном в виде диска с равномерно расположенными на боковой поверхности штырями для подачи и ориентирования змеевидной заготовки по шагу, а также расположенные концентрично по обеим сторонам гибочного пуансона упоры для ориентирования заготовки по ширине, отличающееся тем, что, с целью повышения точности изделий, оно снабжено дополнительным пуансоном в виде диска со штырями на боковой поверхности, установленным на основании с возможностью вращения вокруг оси, параллельной оси гибочного пуансона, и самоцентрирующими губками, установленными с возмож1 ностью перемещения в направлении, . параллельном оси дополнительного пу(Л ансона, а также съемником, выполненным в виде колец, смонтированных со стороны торцов дополнительного пуансона эксцентрично оси его эращения. оо to ;о
23
Фиг.}
Вид В
Фиг..
ВидГ
Фаг.Ь
13
Д-Д
н
Фиг.З
ui.W
иг.11
т
| Гофр-машина | 1953 |
|
SU104871A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ гибки заготовок из листового материала | 1981 |
|
SU1037468A1 |
