Изобретение относится к шинной промышленности, в частности к способам изготовления элементов покрышек пневматических шин, например брекера.
v Цель изобретения - повышение качества отпрессовки многослойного брекера.
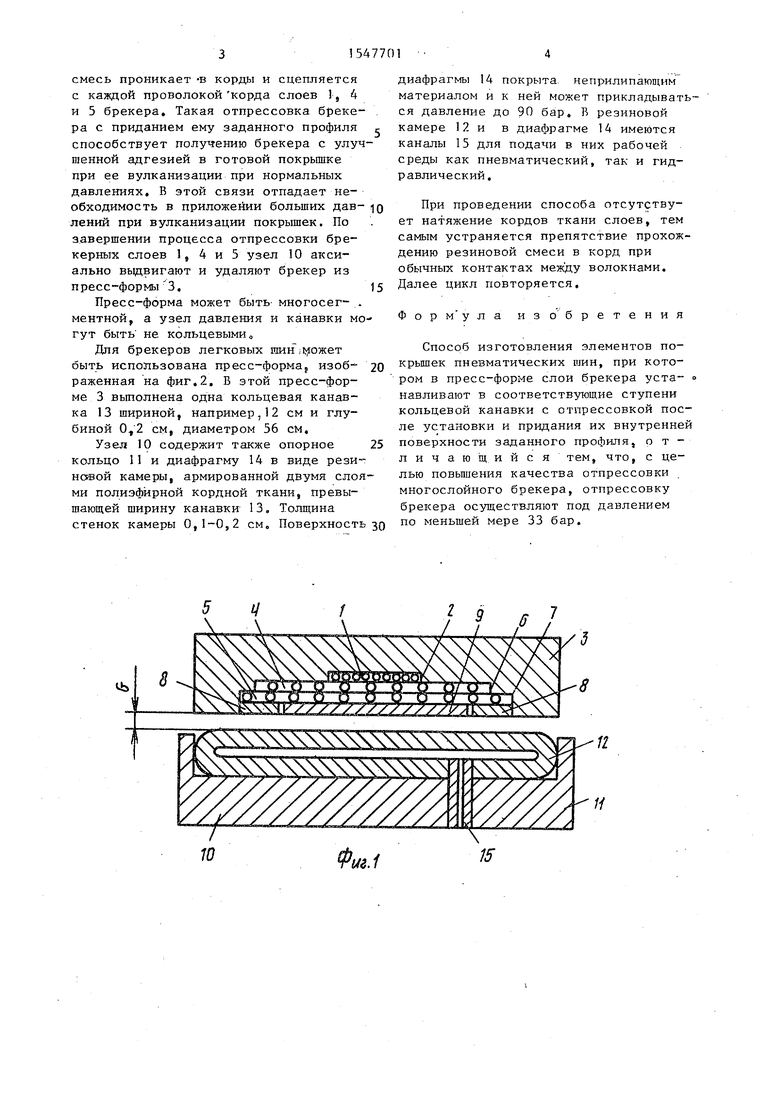
На фигД и 2 изображены пресс-формы для отпрессовки многослойного брекера.
Способ осуществляется, следующим образом.
Вначале получают первый слой 1 брекера из корда, покрытого с двух сторон невулканизованной смесью и закроенного под острым углом, например 20-30°, но может быть закроен и под нулевым углом. Слой 1 укладывают в кольцевую канавку 2 пресс-формы 3. Аналогично получают и последующие слои
4 и 5 брекера и укладывают их в соответствующие ступени 6 и 7 кольцевой канавки, размеры канавок соответствуют размерам слоев 1, 4, 5 брекера. Глубина канавки 7 выполнена превышающей толщину слоя 5 для установки двух боковых колец 8 из нержавеющей стали и центрального кольца 9 из нержавеющей стали для передачи давления. Кольца 8 и 9 имеют возможность незначительного радиального перемещения.
В пресс-форме 3 расположены электронагревательные элементы для ее нагрева до 80°С.
Затем узел 10 создания давления перемещают к пресс-форме 3. Узел JO содержит опорное кольцо 11 и резиновую камеру 12, В камеру 12 подают давление по меньшей мере 33 бар (35,2 кг/см ). При этом резиновая
сл
Јь
C/J
смесь проникает -в корды и сцепляется с каждой проволокой корда слоев 1, 4 и 5 брекера. Такая отпрессовка бреке- ра с приданием ему заданного профиля способствует получению брекера с улучшенной адгезией в готовой покрышке при ее вулканизации при нормальных давлениях. В этой связи отпадает необходимость в приложении больших дав- ю лений при вулканизации покрышек. По завершении процесса отпрессовки бре- керных слоев 1, 4 и 5 узел 10 аксиально выдвигают и удаляют брекер из пресс-формы 3.15
Пресс-форма может быть многосег- -. ментной, а узел давления и канавки могут быть не кольцевыми.
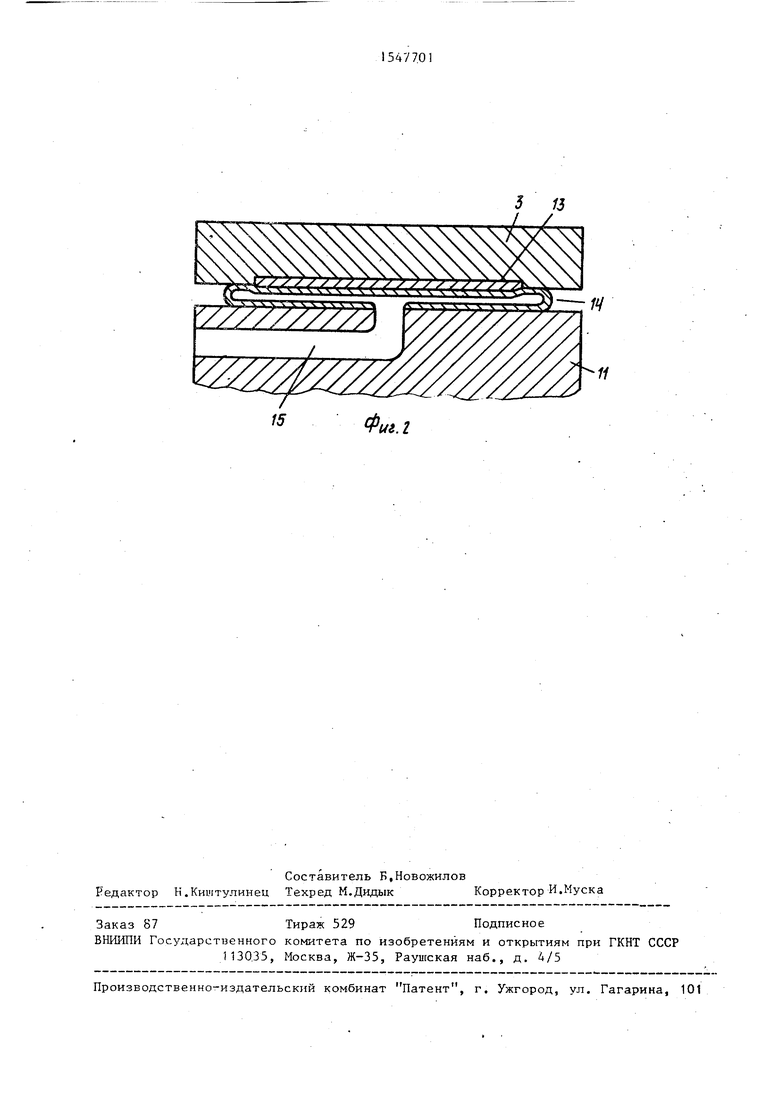
Для брекеров легковых шин может быть использована пресс-форма изоб- 20 раженная на фиг.2. Б этой пресс-форме 3 выполнена одна кольцевая канавка 13 шириной, например,12 см и глубиной 0,2 см, диаметром 56 см.
Узел 10 содержит также опорное 25 кольцо 11 и диафрагму 14 в виде рези- ногвой камеры, армированной двумя слоями полиэфирной кордной ткани, превышающей ширину канавки 13. Толщина стенок камеры 0,1-0,2 см. Поверхность 30
диафрагмы 14 покрыта неприлипающим материалом и к ней может прикладываться давление до 90 бар. В резиновой камере 12 и в диафрагме 14 имеются каналы 15 для подачи в них рабочей среды как пневматический, так и гидравлический.
При проведении способа отсутствует натяжение кордов ткани слоев, тем самым устраняется препятствие прохождению резиновой смеси в корд при обычных контактах между волокнами. Далее цикл повторяется,
Форм ула изобретения
Способ изготовления элементов покрышек пневматических шин, при котором в пресс-форме слои брекера уста- навливают в соответствующие ступени кольцевой канавки с отпрессовкой после установки и придания их внутренне поверхности заданного профиля, отличающийся тем, что, с целью повышения качества отпрессовки многослойного брекера, отпрессовку брекера осуществляют под давлением по меньшей мере 33 бар.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Пневматическая шина | 1986 |
|
SU1505436A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2797455C2 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793770C2 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
Изобретение относится к шинной промышленности, в частности к способам изготовления элементов покрышек пневматических шин, например брекера. Цель изобретения - повышение качества опрессовки многослойного брекера. Для этого по данному способу отпрессовку брекера осуществляют под давлением по меньшей мере 33 бар. При опрессовке брекера резиновая смесь проникает в корды и сцепляется с каждой проволокой кордных слоев, что способствует получению брекера с улучшенной адгезией в готовой покрышке. 2 ил.
10
Я/
и
i j. x Л X N,
i .. vX v i v v- 4T
f777//777/A /
15
11
Фиг. I
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ИЗДЕЛИЙ | 0 |
|
SU356157A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| Солесос | 1922 |
|
SU29A1 |
