1
(21)4376036/31-27
(22)08.02.88
(46) 07.03.90. Бюл. № 9
(71)Мариупольский металлургический институт
(72)В.И.Щетинина, К.К.Степнов, А.В.Ковальчук, В.Е.Зеленский, А.Е.Руднев, Г.Ф.Кузнецов, В.Г.Бендрик и Ю.А.Бодров
(53) 621.791.92(088.8)
(56) Авторское свидетельство СССР
№ 1037979, кл. В 21 В-27/02, 1981.
Авторское свидетельство СССР № 1154015, кл. В 21 В 27/02, 1983.
(54) ПРОКАТНЫЙ ВАЛОК (57) Изобретение относите к металлургии и может найти применение в прокатном производстве. Цель изобретения - повыпение работоспособности валков. Для этого на поверхности валка наплавляют вдоль образующей слои металла с различным модулем упругости с шириной В(2-2,5)К К/360, где U - диаметр валка. Это позволяет обеспечить торможение трещин на границе слоев. 2 ил., 1 табл.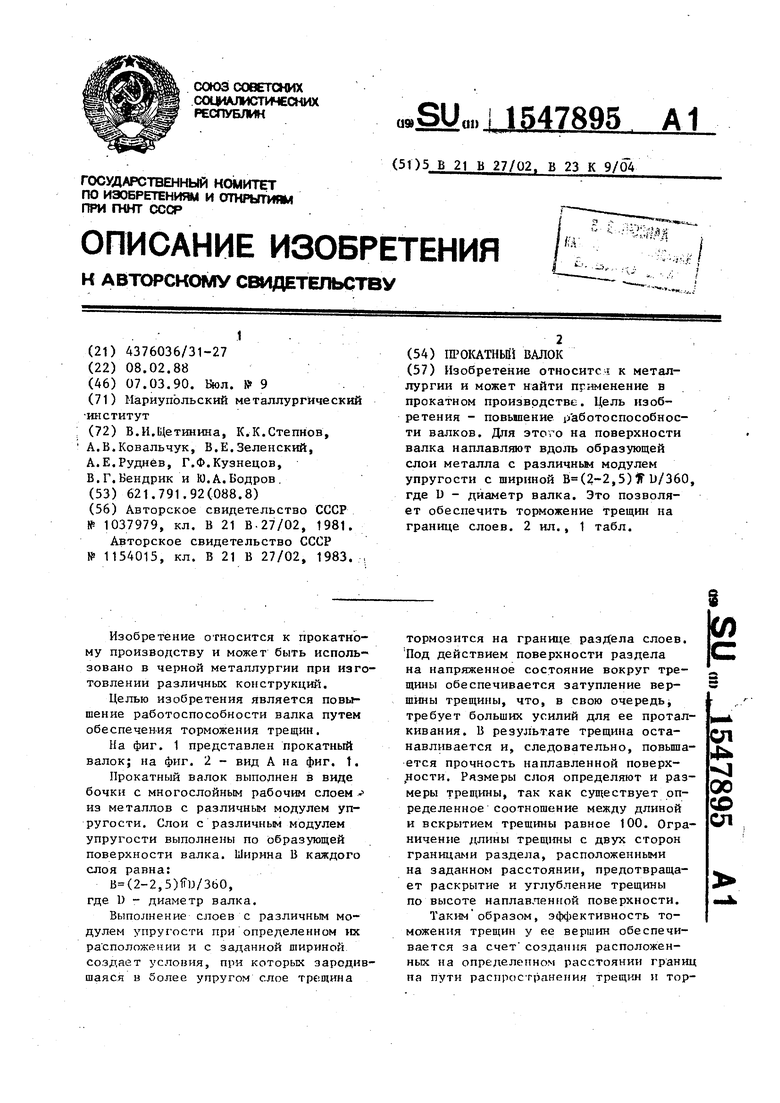
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прокатных валков | 1989 |
|
SU1678475A1 |
| Способ восстановления прокатных валков | 1988 |
|
SU1629120A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| Способ восстановления опорных валков клетей прокатных станов | 1990 |
|
SU1804353A3 |
| Прокатный валок | 1990 |
|
SU1729639A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНОГО ВАЛКА | 2002 |
|
RU2218220C1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2195378C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
| Прокатный валок | 1986 |
|
SU1404131A2 |
Изобретение относится к металлургии и может найти применение в прокатном производстве. Цель изобретения - повышение работоспособности валков. Для этого на поверхности валка наплавляют вдоль образующей слои металла с различным модулем упругости с шириной B=(2-2,5) φD/360, где D - диаметр валка. Это позволяет обеспечить торможение трещин на границе слоев. 2 ил., 1 табл.
Изобретение относится к прокатному производству и может быть использовано в черной металлургии при изготовлении различных конструкций.
Целью изобретения является повышение работоспособности валка путем обеспечения торможения трещин.
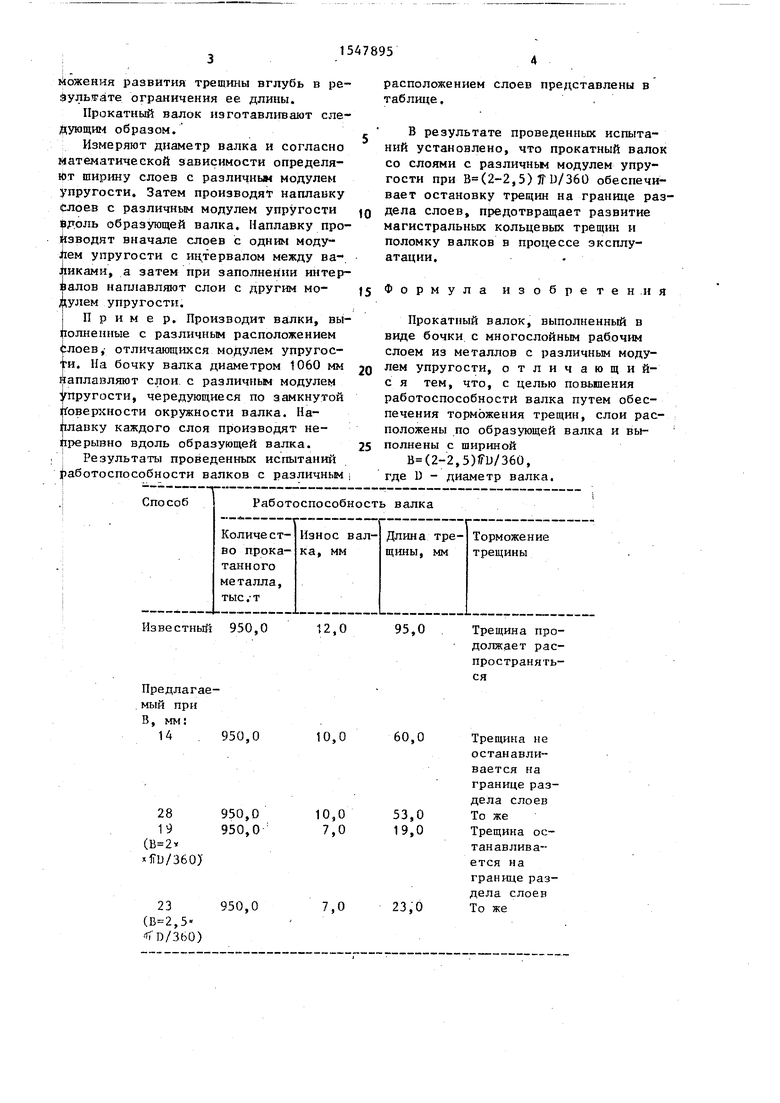
На фиг. 1 представлен прокатный валок; на фиг. 2 - вид А на фиг. 1.
Прокатный валок выполнен в виде бочки с многослойным рабочим слоем - из металлов с различным модулем упругости. Слои с различным модулем упругости выполнены по образующей поверхности валка. Ширина В каждого слоя равна:
B(,5)ffU/3bO, где 1) - диаметр валка.
Выполнение слоев с различным модулем упругости при определенном их расположении и с заданной шириной создает условия, при которых зародившаяся в более упругом слое тр€;щина
тормозится на границе раздела слоев. Под действием поверхности раздела на напряженное состояние вокруг трещины обеспечивается затупление вершины трещины, что, в свою очередь, требует больших усилий для ее проталкивания. В результате трещина останавливается и, следовательно, повышается прочность наплавленной поверх- ности. Размеры слоя определяют и размеры трещины, так как существует определенное соотношение между длиной и вскрытием трещины равное 100. Ограничение длины трещины с двух сторон границами раздела, расположенными на заданном расстоянии, предотвращает раскрытие и углубление трещины по высоте наплавленной поверхности. Таким образом, эффективность то- можения трещин у ее вершин обеспечивается за счет создания расположенных на определенном расстоянии границ на пути распространения трещин и тор(Л
с
СП
Ј 1
00
со
СЛ
можения развития трещины вглубь в ре- йультате ограничения ее длины.
Прокатный валок изготавливают следующим образом.
Измеряют диаметр валка и согласно математической зависимости определяют ширину слоев с различным модулем упругости. Затем производят наплакку слоев с различным модулем упругости $доль образующей валка. Наплавку производят вначале слоев с одним модулем упругости с интервалом между ва- jjiHKaMH, а затем при заполнении интервалов наплавляют слои с другим мо- улем упругости.
Пример. Производит валки, вы- олнеиные с различным расположением Јлоев, отличающихся модулем упругос- . На бочку валка диаметром 1060 мм аплавляют слои с различным модулем упругости, чередующиеся по замкнутой поверхности окружности валка. Наплавку каждого слоя производят непрерывно вдоль образующей валка.
Результаты проведенных испытаний работоспособности валков с различным
950,0
12,095,0Трещина продолжает распространяться
Предлагаемый при В, мм:
14950,0
28950,0
19950,0
( 1 U/360)
23 (,5fTD/ЗЬО)
950,0
расположением слоев представлены в таблице,
В результате проведенных испытаний установлено, что прокатный валок со слоями с различным модулем упругости при В(2-2,5) 7Г U/360 обеспечивает остановку трещин на границе раздела слоев, предотвращает развитие магистральных кольцевых трещин и поломку валков в процессе эксплуатации,
Формула изобретения
Прокатный валок, выполненный в виде бочки с многослойным рабочим слоем из металлов с различным модулем упругости, отличающий- с я тем, что, с целью повышения работоспособности валка путем обеспечения торможения трещин, слои расположены по образующей валка и выполнены с шириной
B(2-2,5)ffD/360, где D - диаметр валка.
Фиг.1
Фиг.1
