Цель изобретения - улучшение качества паяного шва путем повышения его плотности и исключения образования о|кислов в нем.
На чертеже дана схема реализации способа.
Подготовленные под пайку фланец 1 (ратунь ЛС59-1) и трубу 2 (латунь Лр96) прямоугольного сечения собира- lofr, укладывают припой (ПДОл 5П7П, ТУ 14-1-3709-84) в виде прямоугольной шайбы и устанавливают сборку на опоры 3 из теплоизоляционного материала . С помощью подвижного стола 4 подводят место пайки сЛокусиро- ванное световое излучение 5 (установка сварки СУМ 2.334.001, конструкции МЭЛЗ), нагревают место пайки и одновременно или последовательно об- Дувают его пульсирующей струей арго- Йа, образованной соплом 6 и прерывателем 7 s по всему периметру паяльного зазора: до расплавления при расправлении и затвердевании припоя стру гфгона подают под давлением 0,1 ф,2 МПа. В таблице приведены результаты анализа паяных швов, полученных )}гри различных давлениях обдува пуль- ирующей струей аргона. Анализ проведен после вскрытия (фрезерованием) паяного шва со стороны воздействия пульсирующей струи аргона.
0
5
0
О
0,025
0,050
0,075
0,100
0,125
0,150
0,275
0,200
0Э225
0,250
80
70
60
10
О
О
о о о
80
70
70
20
О
О
О
О
О
Разбрызгива- Разбрызгивание расплава ние расплава То же То же
5
0
5
0
Как видно из таблицы, обдув места пайки и расплавленного припоя, находящегося в паяльном зазоре, тонкой пульсирующей струей инертного газа давлением 0,1-0,2 МПа позволяет получить паяные соединения высокой плотности (без пор) и окислов. Формула изобретения
Способ пайки материалов и изделий с открытым швом, включающий сборку элементов изделия, размещение припоя, нагрев до температуры пайки и воздействие на расплавленный припой импульсным давлением газа, отличающийся тем, что, с целью улучшения качества паяного шва путем повышения его плотности и исключения образования в нем окислов, на расплавленный припой воздействуют пульсирующей струей газа давлением 0,1- 0,2 МПа.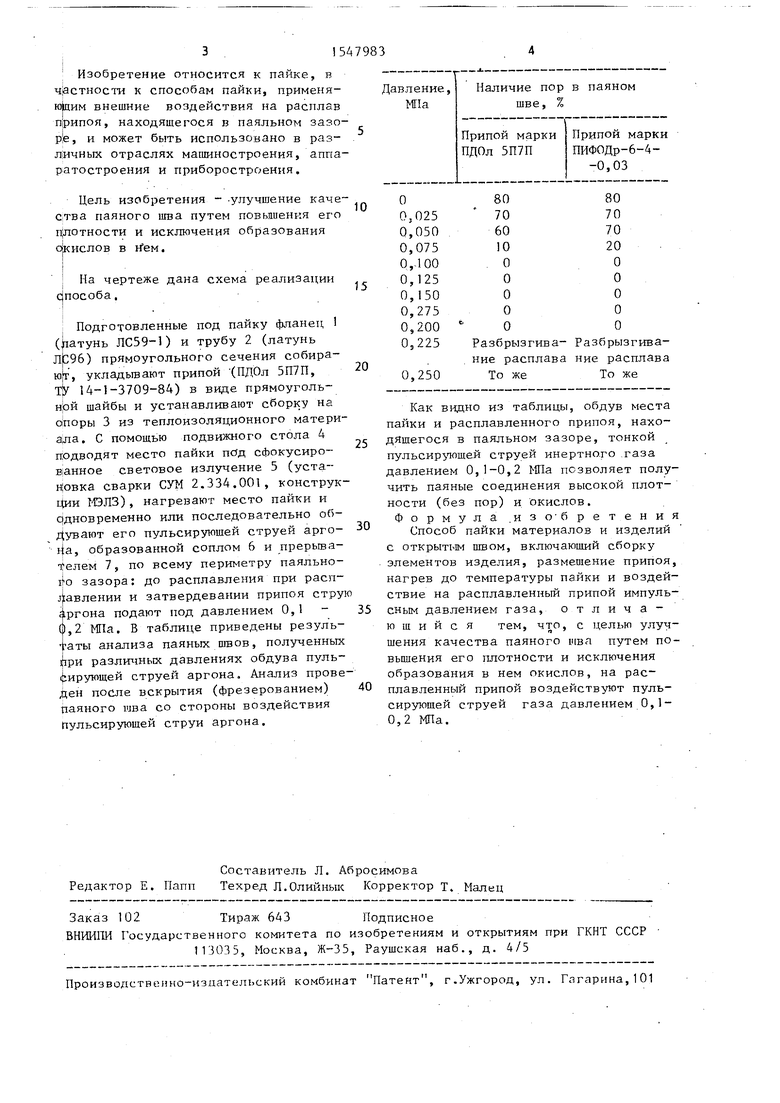
| название | год | авторы | номер документа |
|---|---|---|---|
| Наполнитель для некапиллярных паяльных зазоров при автовакуумной пайке стали | 1987 |
|
SU1581527A1 |
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| Паяльник | 1980 |
|
SU986668A1 |
| Конструкция паяного соединения для автовакуумной пайки стыковых швов толстостенных изделий | 1980 |
|
SU942918A1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| Устройство длй автовакуумной пайкиКРупНОгАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU846150A1 |
| Устройство для автовакуумной пайки | 1990 |
|
SU1759576A1 |
| Устройство для пайки монтажных соединений | 1983 |
|
SU1235678A1 |
Изобретение относится к пайке, в частности к способам пайки, применяющим внешние воздействия на расплавленный припой, находящийся в паяльном зазоре и может быть использовано в различных отраслях машино-, аппарато- и приборостроения. Цель изобретения - улучшение качества паяного шва путем повышения его плотности и исключения образования окислов. Собранные под пайку детали с нанесенным припоем нагревают до температуры пайки и воздействуют на расплавленный припой импульсным давлением газа. На паяемые детали 1 и 2 с находящимся в паяльном зазоре расплавленным припоем воздействуют импульсной струей газа через сопло 6, что позволяет улучшить качество паяного шва за счет повышения его плотности и исключения окислов. 1 ил., 1 табл.
| ПРЕДОХРАНИТЕЛЬНАЯ МУФТА | 0 |
|
SU217159A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнецов В | |||
| А | |||
| и др | |||
| Улучшение качества паяных соединении принудительным заполнением зазоров | |||
| Центр правл | |||
| НТО Машиностроительной промышленности | |||
| Пайка в машиностроении | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Тезисы докл | |||
| Всес- | |||
| научи.-техн | |||
| конф | |||
| - М., 1974, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
