Изобретение относится к дуговой сварке и может быть использовано при полуавтоматической и автоматической сварке.
Целью изобретения является повышение качества сварных швов путем непрерывного управления процессом движения газовой струи.
При дуговой сварке со струйной газовой защитой в струе защитного газа возбуждают акустические колебания, мощность которых устанавливают от 0,005 до 0,02 кинетической энергии истекающей струи, а частоту f акустических колебаний выбирают по зависимости
f (0,0063 - 0,075)
где v - скорость течения струи, м/с;
С - скорость звука в углекислом
газе, м/с;50
If - кинематическая вязкость, м /с.
1 - длина сопла, м. Акустические колебания, мощность которых меньше 0,005 К (где К - кинетическая энергия истекающей струи), не влияют на характер течения струи, а значит, и на ее защитные свойства. При мощности акустических колебаний большей 0,02 К (независимо от частоты
55
0
5
0
5
0
5
f акустических колебаний) они турбу- лизируют струю защитного газа, ухудшая защиту зоны сварки, а значит, и качество щвов„
Экспериментально установлено, что повьгшение качества сварных швов достигается лишь тогда, когда при изменении скорости v течения газа мощность Р акустических колебаний изменяется по закону Р 0,005 К ...0,02 К, а частота f акустических колебаний - по
закону f 0,063-С- - т- ...
,ч 71
.,. 0,075-C-J- v „ V Г1
Изменение мощности Р и частоты f акустических колебаний по указанным законам обеспечивает подавление вих- реобразований, вызванных условиями ведения процесса сварки, встедствие чего характер течения струи становится ламинарным, увеличивается жесткость струи и тем самым обеспечиваются эффективная зашита зоны сварки защитным газом без примеси воздуха независимо от внешних воздействий и получение сварных швов высокого качества при минимальном расходе защитного газа.
Управление процессом движения газовой струи, заключающееся в изменении мощности Р акустических колебаний по закону Р 0,005 К ... 0,02 К и
частоты f акустических колебаний по - закону f 0,063 -С...0,075-С
v
Г1
1« .
при изменении скорости v течения струи, осуществляется при помощи устройства - горелки для дуговой сварки в среде защитных газов.
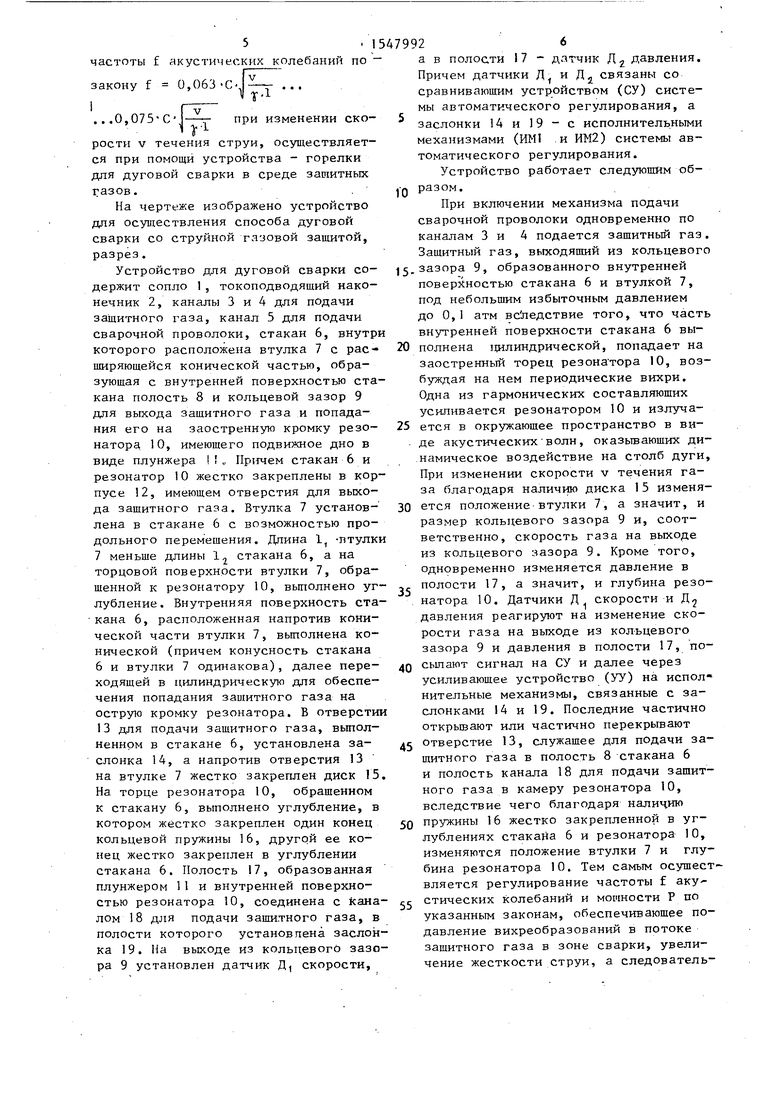
На чертеже изображено устройство для осуществления способа дуговой сварки со струйной газовой защитой, разрез.
Устройство для дуговой сварки содержит сопло 1, токоподводящий наконечник 2, каналы 3 и 4 для подачи защитного газа, канал 5 для подачи сварочной проволоки, стакан 6, внутри которого расположена втулка 7 с рас- ширяющейся конической частью, образующая с внутренней поверхностью стакана полость 8 и кольцевой зазор 9 для выхода защитного газа и попадания его на заостренную кромку резонатору 10, имеющего подвижное дно в виде плунжера I I. Причем стакан 6 и резонатор 0 жестко закреплены в корпусе 12, имеющем отверстия для выхода защитного газа. Втулка 7 установлена в стакане 6 с возможностью продольного перемещения. Длина 1, -втулки 7 меньше длины 12 стакана 6, а на торцовой поверхности втулки 7, обращенной к резонатору 10, выполнено углубление. Внутренняя поверхность стакана 6, расположенная напротив конической части втулки 7, выполнена конической (причем конусность стакана 6 и втулки 7 одинакова), далее переходящей в цилиндрическую для обеспечения попадания защитного газа на острую кромку резонатора. В отверстии 13 для подачи защитного газа, выполненном в стакане 6, установлена заслонка 14, а напротив отверстия 13 на втулке 7 жестко закреплен диск 15. На торце резонатора 10, обращенном к стакану 6, выполнено углубление, в котором жестко закреплен один конец кольцевой пружины 16, другой ее конец жестко закреплен в углублении стакана 6. Полость 17, образованная плунжером 11 и внутренней поверхностью резонатора 10, соединена с каналом 18 для подачи защитного газа, в полости которого установлена заслонка 19. На выходе из кольцевого зазора 9 установлен датчик Д, скорости,
а в полости 17 - датчик Д2 давления. Причем датчики Д и Д2 связаны со сравнивающим устройством (СУ) системы автоматического регулирования, а заслонки 14 и 19 - с исполнительными механизмами (ИМ1 и ИМ2) системы автоматического регулирования.
Устройство работает следующим обg разом.
При включении механизма подачи сварочной проволоки одновременно по каналам 3 и 4 подается защитный газ. Защитный газ, выходящий из кольцевого
5-зазора 9, образованного внутренней поверхностью стакана 6 и втулкой 7, под небольшим избыточным давлением до О,1 атм вследствие того, что часть внутренней поверхности стакана 6 вы0 полнена цилиндрической, попадает на заостренный торец резонатора 10, возбуждая на нем периодические вихри. Одна из гармонических составляющих усиливается резонатором 10 и излуча5 ется в окружающее пространство в виде акустических волн, оказывающих динамическое воздействие на столб дуги, При изменении скорости v течения газа благодаря наличию диска 15 изменя0 ется положение втулки 7, а значит, и размер кольцевого зазора 9 и, соответственно, скорость газа на выходе из кольцевого зазора 9. Кроме того, одновременно изменяется давление в
полости 17, а значит, и глубина резонатора 10. Датчики Д скорости и Д2 давления реагируют на изменение скорости газа на выходе из кольцевого зазора 9 и давления в полости 17, по-
0 сылают сигнал на СУ и далее через
усиливающее устройство (УУ) на испол нительные механизмы, связанные с заслонками 14 и 19. Последние частично открывают или частично перекрывают
5 отверстие 13, служащее для подачи защитного газа в полость 8 стакана 6 и полость канала 18 для подачи защитного газа в камеру резонатора 10, вследствие чего благодаря наличию
0 пружины 16 жестко закрепленной в углублениях стакана 6 и резонатора 10, изменяются положение втулки 7 и глубина резонатора 10. Тем самым осуществляется регулирование частоты f акустических колебаний и мощности Р по указанным законам, обеспечивающее подавление вихреобразований в потоке защитного газа в зоне сварки, увеличение жесткости струи, а следователь5
Но, эффективную газовую защиту и высокое качество сварных швов при минимальном расходе газа.
Благодаря тому, что втулка устано- Элена в стакане с возможностью продольного перемещения, длину 11 втул- Ки выбирают такой, чтобы она была Меньше длины 1 стакана, на втулке Напротив канала для подачи защитного раза жестко закрепляют диск, а внутреннюю поверхность стакана, располо- &кенную напротив конической части тулки, выполняют конической (причем конусность стакана и втулки одинако- Ьа). При изменении скорости течения раза изменяются положения втулки, Ьазмер кольцевой щели, а значит, и ркорость газа на выходе их кольцево- |го зазора. Кроме того, одновременно Изменяется давление в полости, образованной плунжером и внутренней по- Эерхностью резонатора и, следовательно, глубина резонатора. Датчики Д скорости и Д2 давления реагируют на изменение скорости газа на выходе из зазора и давления в полости, образованной плунжером и внутренней поверхностью резонатора, посылают сигналы на сравнивающее устройство и дальше „через усиливающее устройство на ис олнительные механизмы, связанные с (заслонками. - Заслонки частично откры- ают или
,-
0
5
0
и резонатора, вследствие чего благодаря наличию пружины, жестко закрепленной в углублениях стакана и резонатора, изменяются положение втулки (а значит, и размер кольцевого зазора) и глубина резонатора. Тем самым осуществляется регулирование частоты f акустических колебаний по указанному закону.
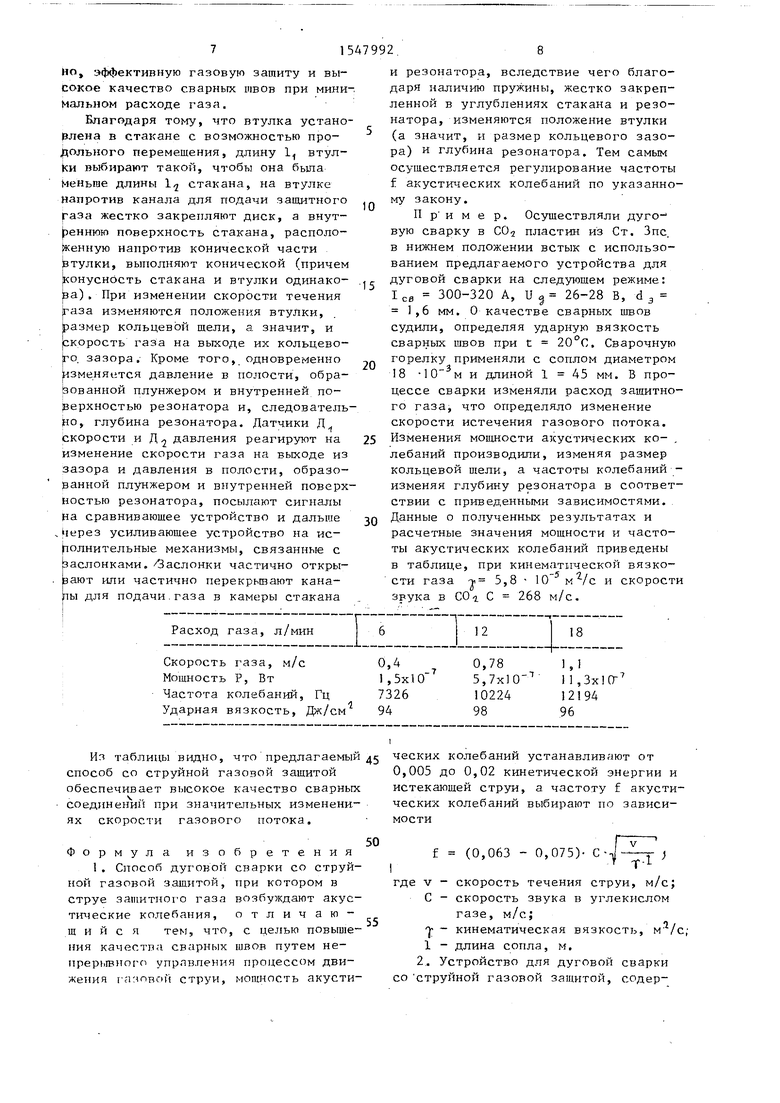
Пример. Осуществляли дуго- вую сварку в С02 пластин из Ст. Зпс в нижнем положении встык с использованием предлагаемого устройства для дуговой сварки на следующем режиме: I cfl 300-320 A, U Ј 26-28 В, dэ 1,6 мм. О качестве сварных швов судили, определяя ударную вязкость сварных швов при t 20 °С. Сварочную горелку применяли с соплом диаметром 18 -10 м и длиной 1 45 мм. В процессе сварки изменяли расход защитного газа, что определяло изменение скорости истечения газового потока. Изменения мощности акустических колебаний производили, изменяя размер кольцевой щели, а частоты колебаний - изменяя глубину резонатора в соответствии с приведенными зависимостями. Данные о полученных результатах и расчетные значения мощности и частоты акустических колебаний приведены в таблице, при кинематической вязкоскорости
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1260135A1 |
| Горелка для дуговой сварки в среде защитных газов | 1984 |
|
SU1180201A1 |
| Горелка для дуговой сварки в среде защитных газов | 1983 |
|
SU1097465A2 |
| Горелка для дуговой сварки в среде защитных газов | 1982 |
|
SU1057217A2 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1260134A2 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| Горелка для дуговой сварки в среде защитных газов | 1984 |
|
SU1177103A2 |
Изобретение относится к дуговой сварке и может быть использовано при полуавтоматической и автоматической сварке. Цель изобретения - повышение качества сварных швов путем непрерывного управления процессом движения газовой струи. При дуговой сварке со струйной газовой защитой в струе защитного газа возбуждают акустические колебания, мощность которых устанавливают от 0,005 до 0,02 кинетической энергии истекающей струи. Частоту акустических колебаний выбирают по зависимости F=(0,063-0,075)C.√V/γL, где V -скорость течения струи, м/с
C - скорость света, м/с
γ - кинематическая вязкость, м2/с
L - длина сопла, м. Сварка выполняется с помощью устройства, в состав которого входят сопло 1, токоподводящий наконечник 2, система для автоматического регулирования подачи защитного газа с каналом и отверстием, стакан 6 внутри которого расположена втулка 7 с расширяющейся конической частью, и резонатор 10. Резонатор 10 представляет собой цилиндр с плунжером 11, расположенный соосно стакану 6 и жестко установленный с ним в корпусе 12. Втулка 7 установлена в стакане 6 с возможностью продольного перемещения, имеет длину меньшую, чем длина стакана 6. Втулка 7 снабжена диском 15, закрепленным на ее цилиндрической поверхности. На внутренней поверхности стакана 6 напротив конической части втулки выполнена конусная фаска той же конусности, образующая кольцевой зазор 9 между втулкой 7 и стаканом 6, напротив которого установлен датчик скорости Д1. Втулка 7 и плунжер 11 жестко связаны между собой с помощью пружины 16. Для подачи защитного газа в стакане 6 напротив диска 15 выполнено отверстие с заслонкой 14, а полость 17 образованная плунжером 11 и внутренней поверхностью резонатора 10, соединена с каналом для подачи защитного газа и содержит датчик давления Д2 с заслонкой 19. 2 с.п. ф-лы, 1 ил., 1 табл.
Из таблицы видно, что предлагаемый д$ способ со струйной газовой защитой обеспечивает высокое качество сварных соединении при значительных изменениях скорости газового потока.
Формула изобретения
50
f (0,063 - 0,075)- С
Т
)
где v - скорость течения струи, м/с; С - скорость звука в углекислом
газе, м/с;
f - кинематическая вязкость, м/с, 1 - длина сопла, м. 2. Устройство для дуговой сварки со струйной газовой защитой, содержашее сопло, токоподводяший наконечник, систему автоматического регулирования подачи защитного газа, стакан, внутри которого расположена втулка с расширяющейся конической частью и резонатор в виде цилиндра с плунжером, расположенный соосно со стаканом и жестко установленный с ним в корпусе, имеющем отверстия для выхода защитного газа, отличающееся тем, что, с целью повышения качества сварных швов, втулка установлена в стакане с возможностью продольного перемещения и имеет длину меньшую, чем длина стакана, на внутренней поверхности стакана напротив конической части втулки выполнена конусная фаска той же конусности, что и коническая часть втулки, втулка и
плунжер жестко связаны между собой с помощью пружины, при этом на цилиндрическую часть втулки насажен диск, напротив которого в стакане выполнено отверстие, связанное с каналом для подачи защитного газа, полость, образованная плунжером и внутренней поверхностью резонатора, соединена с каналом для подачи защитного газа и снабжена датчиком давления, а напротив кольцевого зазора между внутренней поверхностью стакана и втулкой установлен датчик скорости, при этом каналы для подачи защитного газа имеют заслонки, которые вместе с датчиками скорости и давления связаны с системой автоматического регулирования подачи защитного газа.
| Горелка для дуговой сварки в среде защитных газов | 1983 |
|
SU1097465A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1256898A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
