равления плавящегося электрода под углом 5-10°, обеспечивающим остронаправленную подачу защитного газа на конец плавящегося электрода, что обеспе-
чивает надежную защиту расплавленного металла DT взаимодействия с активными газами и стабилизирует процесс горения дуги. 1 з,п.ф-ль, 3 ил.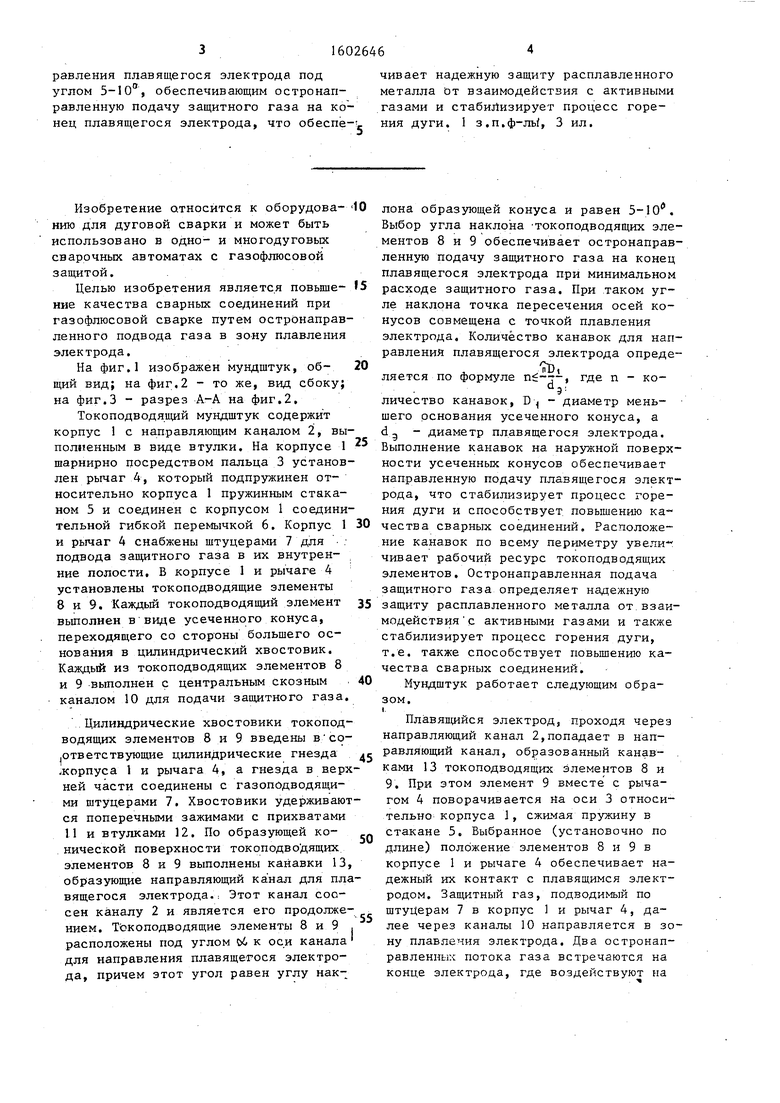
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
Изобретение относится к оборудованию для дуговой сварки и может быть использовано в одно- и многодуговых сварочных автоматах с газофлюсовой защитой. Цель изобретения - повышение качества сварных соединений при газофлюсовой сварке путем остронаправленного подвода газа в зону плавления электрода. Токоподводящие элементы 8 и 9 выполнены в виде усеченных конусов с центральными каналами 10 для подачи защитного газа. На поверхности токоподводящих элементов 8 и 9 в направлении образующей конуса выполнены канавки 13, образующие канал для направления плавящегося электрода. Оси каналов 10 наклонены к оси канала для направления плавящегося электрода под углом 5-10°, обеспечивающим остронаправленную подачу защитного газа на конец плавящегося электрода, что обеспечивает надежную защиту расплавленного металла от взаимодействия с активными газами и стабилизирует процесс горения дуги. 1 з.п. ф-лы, 3 ил.
Изобретение относится к оборудова- нию для дуговой сварки и может быть использовано в одно- и многодуговых сварочных автоматах с газофлюсовой защитой. .
Целью изобретения является повьпие- ние качества сварных соединений при газофлюсовой сварке путем остронаправленного подвода газа в зону плавления электрода.
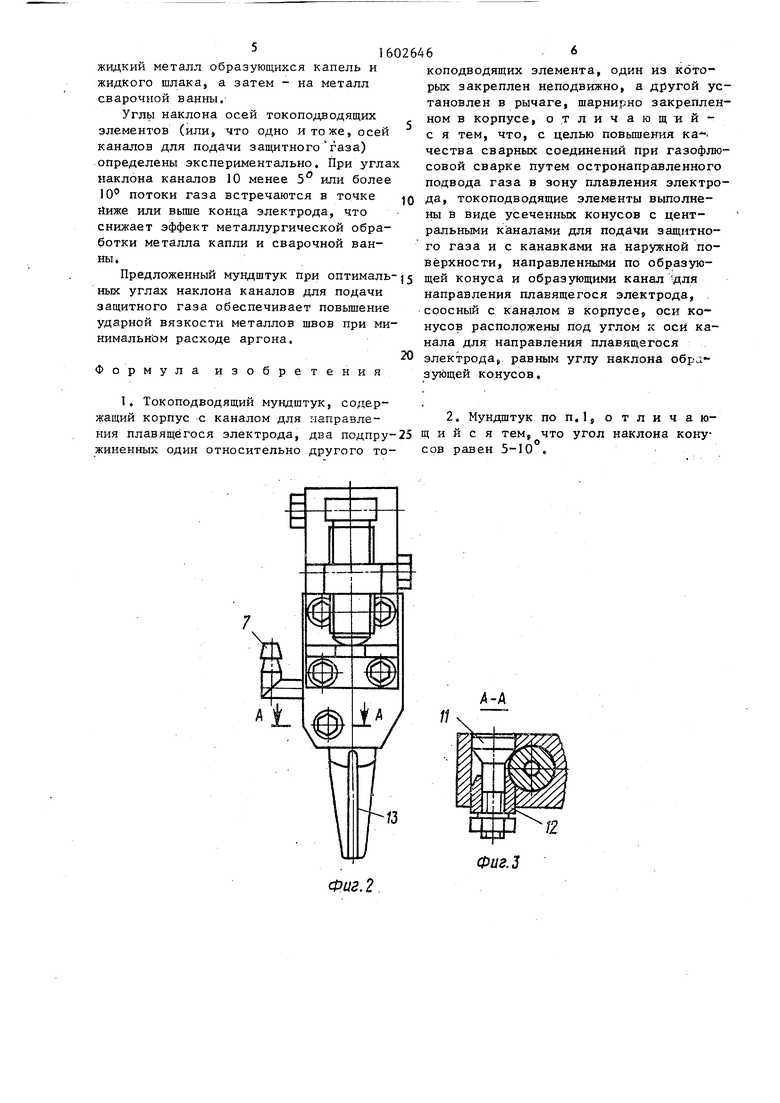
На фиг.1 изображен мундштук, об- щий вид; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.2.
Токоподводя.щий мундштук содержит корпус 1 с направляющим каналом 2, выполненным в виде втулки. На корпусе 1 шарнирно посредством пальца 3 установлен рычаг 4, который подпружинен относительно корпуса 1 пружинным стаканом 5 и соединен с корпусом 1 соединительной гибкой перемычкой 6. Корпус 1 и рычаг 4 снабжены штуцерами 7 для ; подвода защитного газа в их внутрен- ние полости, В корпусе 1 и рычаге 4 установлены токоподводящие элементы 8 и 9. Каждьш токоподводящий элемент вьшолнен в виде усеченного конуса, переходящего со стороны большего основания в цилиндрический хвостовик. Каждый из токоподводящих элементов 8 и 9 выполнен с центральным скозным каналом 10 для подачи защитного газа.
Цилиндрические хвостовики токоподводящих элементов 8 и 9 введены в со- .ответствующие цилиндрические гнезда .корпуса 1 и рычага 4, а гнезда в верхней части соединены с газоподводящи- ми штуцерами 7. Хвостовики удерживаются поперечными зажимами с прихватами 11 и втулками 12. По образующей ко- нической поверхности токоподво дящих элементов 8 и 9 выполнены канавки 13, образующие направляющий для плавящегося электрода.: Этот канал соо- сен каналу 2 и является его продолже- нием. ТЬкоподводящие элементы 8 и 9 расположены под углом об к оси канала для направления плавящегося электрода, причем этот угол равен углу нак-
лона образующей конуса и равен 5-10. Выбор угла наклона токоподводящих элементов 8 и 9 обеспечивает остронаправленную подачу защитного газа на конец плавящегося электрода при минимальном расходе защитного газа. При таком угле наклона точка пересечения осей конусов совмещена с точкой плавления электрода. Количество канавок для направлений плавящегося электрода опреде 1
ляется по формуле , где п - количество канавок, В - диаметр мень- шего основания усеченного конуса, а dg - диаметр плавящегося электрода. Выполнение канавок на наружной поверхности усеченных конусов обеспечивает направленную подачу плавящегося электрода, что стабилизирует процесс горения дуги и способствует повышению качества сварных соединений. Расположение канавок по всему периметру увели чивает рабочий ресурс токоподводящих элементов. Остронаправленная подача защитного газа определяет нгщежную защиту расплавленного металла от взаимодействия с активными газами и также стабилизирует процесс горения дуги, т.е. также способствует повьш1ению качества сварных соединений.
Мундштук работает следующим образом. I
Плавящийся электрод, проходя через направляющий канал 2,попадает в направляющий канал, образованный канав- ками 13 токоподводящих элементов 8 и 9. При этом элемент 9 вместе с рычагом 4 поворачивается на оси 3 относительно корпуса J, сжимая пружину в стакане 5. Выбранное (установочно по длине) положение элементов 8 и 9 в корпусе 1 и рычаге 4 обеспечивает надежный их контакт с плавящимся электродом. Защитный газ, подводимый по штуцерам 7 в корпус 1 и рычаг 4, далее через каналы 10 направляется в зону плавления электрода. Два остронаправленных потока газа встречаются на конце электрода, где воздействуют на
жидкий металл образующихся капель и жидкого шлака, а затем - на металл сварочной ванны.
Углы наклона осей токоподводящих элементов (или, что одно итожа, осей каналов для подачи защитного газа) определены экспериментально. При углах наклона каналов 10 менее 5° или более 10 потоки газа встречаются в точке Ниже или выше конца электрода, что снижает эффект металлургической обработки металла капли и сварочной ванны.
коподводящих элемента, один из которых закреплен неподвижно, а другой ус тановлен в рычаге, шарнирно закрепленном в корпусе, отличающий- с я тем, что, с целью повышения ка- чества сварных соединений при газофлюсовой сварке путем остронаправленного подвода газа в зону плавления электро- 10 да, токоподводящие элементы выполнены в виде усеченных конусов с центральными каналами для подачи защитного газа и с канавками на наружной поверхности, направленными по образуюПредложенный мундштук при оптималь-}5щей конуса и образующими канал 1д л я
ных углах наклона каналов для подачинаправления плавящегося электрода,
защитного газа обеспечивает повьшениесоосньй с каналом в корпусе, оси коударной вязкости металлов швов при ми-нусов расположены под углом к оси канимальнйм расходе аргона.нала для направления плавящегося
20электрода,, равным углу наклона обра Формула изобретениязующей конусов,
жиненных один относительно другого то-сов равен 5-10 .
коподводящих элемента, один из которых закреплен неподвижно, а другой установлен в рычаге, шарнирно закрепленном в корпусе, отличающий- с я тем, что, с целью повышения ка- чества сварных соединений при газофлюсовой сварке путем остронаправленного подвода газа в зону плавления электро- да, токоподводящие элементы выполнены в виде усеченных конусов с центральными каналами для подачи защитного газа и с канавками на наружной поД-А
/3
12
Фиг.З
