Изобретение относится к электроду говой сварке плавящимся электродом, преимущественно сварке под флюсом/ и может быть использовано в любой отрасли народного хозяйства при проведении автоматической сварки.
Цель изобретения - повышение надежности возбуждения дуги. Ка чертеже представлена схема осуществления способа.
Способ осуществляется следующим образом.
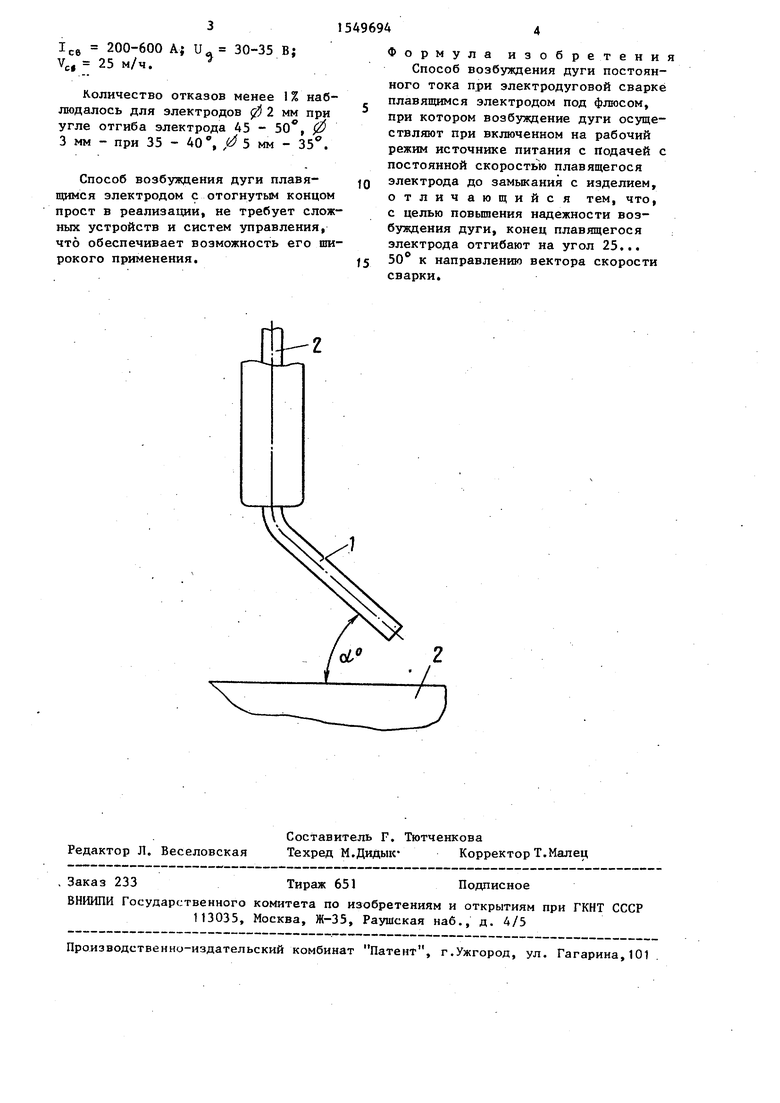
Перед началом сварки конец плавящегося электрода 1 на участке, равном
0,7-1,0 вылета, лэгибается на угол 25 - 50° к изделию 2.
После включения источника питания сварочной дуги и подачи плавящегося электрода к месту сварки отогнутый конец, соприкасаясь с изделием, проскальзывает по нему, обеспечивая надежный контакт электрода с изделием. Протекание тока в месте контакта вызывает возбуждение дуги.
Пример. Возбуждение дуги производили при сварке под флюсом в нижнем положении плавящимися электродами с диаметрами 2, 3 и 5 мм.
сл
Јъ QD О СО
ce 200-600 A{ U4 30-35 В; t 25 м/ч.7
1549694 Ф
н пл п с р по эл о с бу эл 5 с
Количество отказов менее 1 % наблюдалось для электродов 0 2 мм при угле отгиба электрода 45 - 50°, 0 3 мм - при 35 - 40°, 0 5 мм - 35°.
Способ возбуждения дуги плавя- щимся электродом с отогнутым концом прост в реализации, не требует сложных устройств и систем управления, что обеспечивает возможность его широкого применения.
Ф
ормула изобретени
Способ возбуждения дуги постоянного тока при электродуговой сварке плавящимся электродом под флюсом, при котором возбуждение дуги осуществляют при включенном на рабочий режим источнике питания с Подачей с постоянной скоростью плавящегося электрода до замыкания с изделием, отличающийся тем, что, с целью повышения надежности возбуждения дуги, конец плавящегося электрода отгибают на угол 25... 50° к направлению вектора скорости сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1987 |
|
SU1668069A1 |
| Способ возбуждения дуги | 1980 |
|
SU893450A1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ дуговой точечной сварки | 1983 |
|
SU1437173A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| Способ автоматической дуговой точечной сварки | 1990 |
|
SU1706794A1 |
Изобретение относится к электродуговой сварке плавящимся электродом, преимущественно сварке под флюсом, и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение надежности и стабильности возбуждения дуги за счет создания надежного контакта между концом плавящегося электрода и изделием. Перед началом сварки конец плавящегося электрода на участке вылета электрода отгибают на угол 25-50° к направлению вектора скорости сварки. Включают на рабочий режим источник питания. Задают скорость подачи плавящегося электрода, соответствующую режиму сварки. Включают подачу плавящегося электрода и возбуждают дугу. Дуга возникает в месте касания отогнутого конца электрода с изделием при его проскальзывании по поверхности. Способ позволяет снизить затраты на разработку технологического оборудования. 1 ил.
Jfc
