//////////////////////////////////////
3
Изобретение относится к станко- стр.р.ению -и может быть использовано при -обработке деталей с пяти сторон за одну установку на многоцелевых сверлильно-фрезерно-расточных станках.
Цель изобретения - повышение производительности обработки за счет улучшения условий отвода стружки.
На чертеже изображен станок, общий вид.
Станок содержит основание 1 с продольными направляющими 2 для перемещения крестовых салазок 3, на которых выполнены направляющие 4 дл перемещения поворотной каретки 5. Каретка 5, имеющая в своем среднем сечении равнобедренный треугольник углом 45° при основании, установлен с возможностью поворота вокруг вертикальной оси и фиксации в двух позициях - правой и левой. Направляющие
6для перемещения шпиндельной бабки
7выполнены на поверхности поворотн каретки 5. Направляющие 6 и ось шпиделя 8 шпиндельной бабки 7 расположны под углом 45° к оси поворота каретки 5. На стойках 9 выполнены вертикальные направляющие 10 для перем щения поперечины 11. На внутренней поверхности 12 поперечины 11 закреплена призма 13, имеющая сечение в вде прямоугольного равнобедренного треугольника с углом 45° при основании. На боковой поверхности 14 призмы 13 установлен поворотный стол 15 ось поворота которого расположена
под углом 45° к оси поворота каретки 5. Обрабатываемая деталь 16 закреплена на поворотном столе 15,
Металлорежущий станок работает следующим образом.
При движении поперечины 11 по наравляющим 10 стоек 9 обрабатываемая деталь 16 перемещается в зону обработки. Позиционирование шпиндельной бабки 7 относительно детали 16 прои
0
5
0
5 д
ходит при перемещении крестовых салазок 3 по направляющим 2 основания 1 и поворотной каретки 5 по направляющим 4. Поворотная каретка 5 установлена так, что шпиндельная бабка 7 находится в правой позиции. После установки шпиндельной бабки 7 в рабочее положение производят обработку одной из сторон детали 16. При этом перемещение шпиндельной бабки 7 осуществляется по направляющим 6 снизу вверх. После выполнения обработки отводят шпиндельную бабку 7 и поворачивают стол 15 на 90°. Производят обработку второй, затем третьей и четвертой , сторон детали 16.
Для обработки пятой стороны каретку 5 поворачивают на угол 180°, при этом шпиндельная бабка 7 перемещается в левую позицию. После позиционирования осуществляется обработка подобно обработке первых четырех сторон. Таким образом, все пять сторон обрабатываются при расположении шпинделя 8 шпиндельной бабки 7 под деталью 16.
Формула изобретения Неталлорежущии станок, содержащий
салазки, поворотную каретку и поворотный стол, установленные с возможностью относительного перемещения по направляющим в трех взаимно перпендикулярных направлениях, причем на поворотной каретке размещена шпиндельная бабка, ось шпинделя которой расположена под углом 45° к оси поворота каретки, отличающийся тем, что, с целью повышения производительности, шпиндельная бабка установлена с возможностью перемещения по направляющим, выполненным на поворотной каретке, причем упомянутые направляющие и ось поворота стола расположены под углом 45° к оси поворота каретки, а направляющие стола - параллельно ей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Многоцелевой станок | 1989 |
|
SU1705027A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Многоцелевой станок | 1982 |
|
SU990471A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
Изобретение относится к станкостроению и может быть использовано при обработке деталей с пяти сторон за одну установку на многоцелевых сверлильно-фрезерно-расточных станках. Цель изобретения - повышение производительности обработки за счет улучшения условий отвода стружки. При движении поперечины 11 по направляющим 10 стоек 9 обрабатываемая деталь 16 перемещается в зоне обработки. Позиционирование шпиндельной бабки 7 относительно детали 16 происходит при перемещении крестовых салазок 3 по направляющим 2 основания 1 и поворотной каретки 5 по направляющим 4. Поворотная каретка 5 установлена так, что шпиндельная бабка 7 находится в правой позиции. После установки шпиндельной бабки 7 в рабочее положение производят обработку одной из сторон детали 16. При этом перемещение шпиндельной бабки 7 осуществляется по направляющим 6 снизу вверх. После выполнения обработки отводят шпиндельную бабку 7 и поворачивают стол 15 на 90°. Производят обработку второй, затем третьей и четвертой сторон. Для обработки пятой стороны каретку 5 поворачивают на угол 180°, при этом шпиндельная бабка 7 перемещается в левую позицию. После позиционирования осуществляется обработка подобно обработке первых четырех сторон. Таким образом, каждая из пяти сторон обрабатывается при расположении шпинделя 8 шпиндельной бабки 7 под деталью 16. 1 ил.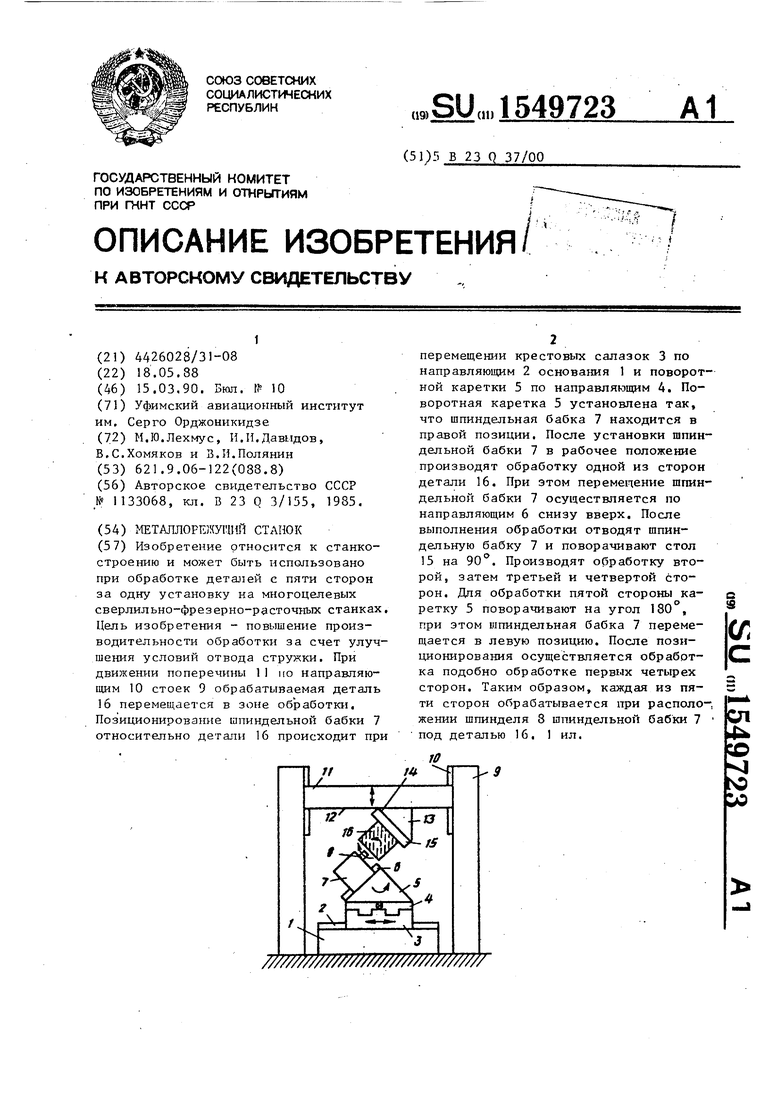
Редактор Н.Киштулинец
Составитель Л.Ставцева Техред Л.Сердюкова
Заказ 234
Тираж 664
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор Т.Палий
Подписное
| Металлорежущий станок | 1983 |
|
SU1133068A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
