Изобретение относится к переработке полимерных материалов в изделия и предназначено для изготовления изделий из вспенивающихся материалов.
Цель изобретения - повышение качества крупногабаритных изделий.
На фиг. 1 изображена предлагаемая пресс-форма в рабочем положении; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, в положении извлечения
рами 6. Включается подача пара через трубопроводы 8 и 12, при этом трубопроводы 17 и 18 должны быть открыты. Пар из полостей вкладышей 7 и перегородок 10 через перфорацию их стенок поступает в формующую полость, отмывает находящиеся в ней гранулы полистирола и отводится через крышку 4 и основание 3. Через основание 3 отводится и конденсат.
Длительность обработки паром 5-
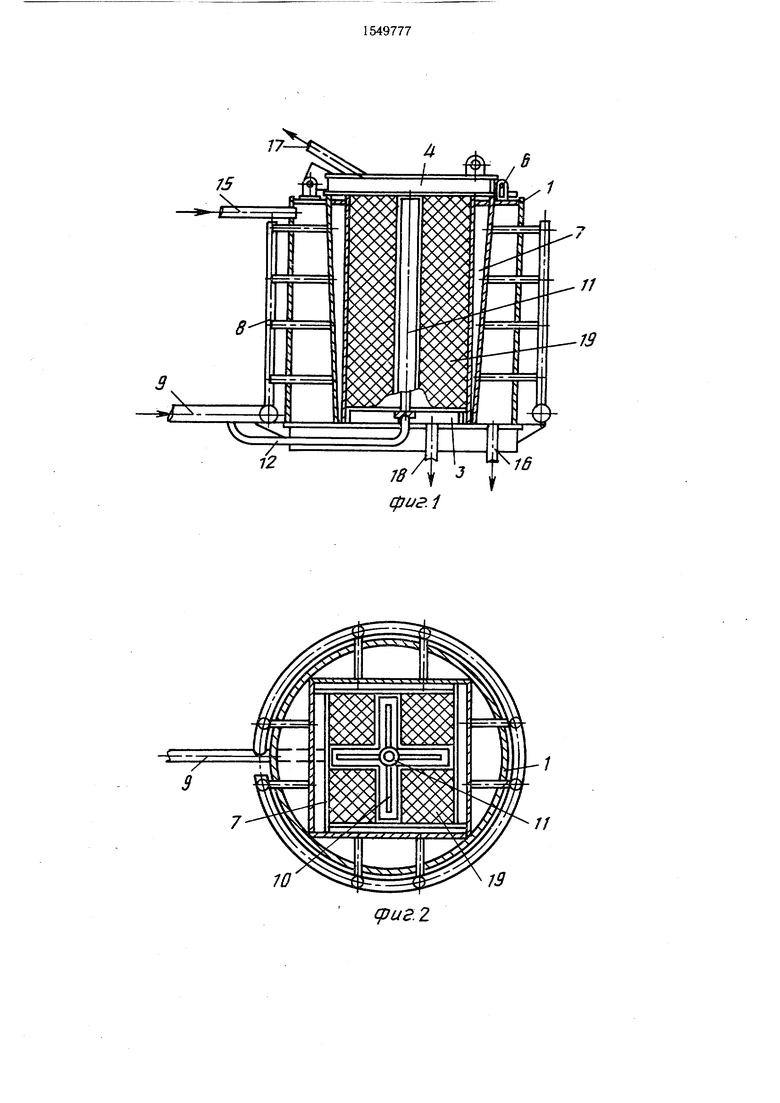
готового изделия; на фиг. 4 - узел гермети- 10 10 мин, температура пара 100-110°С, давлезации формующей полости; на фиг. 5 - узел подвода пара в перегородки.
Форма для изготовления изделий из вспенивающихся материалов Содержит корпус 1 с наклонными внутренними стенками 2, основание 3 и крышку 4, имеющую уплот- нительные прокладки 5 и проушины для клиновых запоров 6. Форма снабжена клиновидными формующими вкладышами 7 с перфорированными рабочими стенками. Вкладыши 7 установлены на внутренних стенках Г корпуса с возможностью перемещения вдоль его продольной оси. Полости вкладышей 7 посредством трубопроводов 8 соединены со средством 9 для подачи пара. На основании 3 смонтированы вертикально полые перние пара 1,5 кг/см2.
Затем трубопроводы 8 и 12 закрываются и включаются подача хладагента по трубопроводу 15 в полость корпуса 1, а по трубо,,. проводу 16 осуществляется сброс хладагента. После спекания гранул и охлаждения формы до 30-45°С открывается крышка 4, краном или другим механизмом поднимается основание 3 с отформованными изделиями 19. Вместе с изделиями 19 за счет
20 трения поднимаются формующие вкладыши 7. По мере перемещения формующих вкладышей 7 вверх по наклонным внутренним стенкам корпуса 1 уменьшается внут- ренее давление пенопласта, что предотвращает структурные сдвига и сколы изделий
форированные перегородки 10, связанные с и обеспечивает свободное извлечение их из
центральным сердечником 11. Полости перегородок 10 через сердечник 11 и трубопровод 12 связаны со средством 9 для подачи пара. На основании 3 имеется шайба 13 с коническим отверстием для взаимодействия с конической термопластиковой втулкой 14, надетой на трубопровод 12. Корпус 1 имеет трубопровод 15 для подачи в его полость хладагента и трубопровод 16 для отвода последнего. Для отвода отрабоформы.
Формула изобретения
30
1. Форма для изготовления изделий из вспенивающихся материалов, содержащая корпус с наклонными внутренними стенками, основание, крышку и средства для подачи и отвода пара, отличающаяся тем, что, с целью повышения качества крупнотайного пара из крышки 4 имеется трубопро- 35 габаритных изделий, она снабжена клиновидными формующими вкладышами с перфорированными рабочими стенками, установленными на внутренних стенках корпуса с возможностью перемещения вдоль его продольной оси, причем полости вкладышей 40 соединены со средствами для подачи пара. 2. Форма по п. 1, отличающаяся тем, что она снабжена полыми перфорированными перегородками, смонтированными вертикально на основании, причем полости перевод 17, а для отвода пара и слива конденсата из основания 3 имеется трубопровод 18. Крышка 4 и основание 3 имеют перфорированные рабочие поверхности, через отверстия которых их полости соединены с формующей полостью.
Форма работает следующим образом.
В отсеки формующей полости, образованные вкладышами 7 и перегородками 10, засыпаются гранулы вспенивающегося материала, например полистирола. Крышка 4 4,- городок связаны со средством для подачи
закрывается и запирается клиновыми запопара.
рами 6. Включается подача пара через трубопроводы 8 и 12, при этом трубопроводы 17 и 18 должны быть открыты. Пар из полостей вкладышей 7 и перегородок 10 через перфорацию их стенок поступает в формующую полость, отмывает находящиеся в ней гранулы полистирола и отводится через крышку 4 и основание 3. Через основание 3 отводится и конденсат.
Длительность обработки паром 5-
10 мин, температура пара 100-110°С, давле10 мин, температура пара 100-110°С, давление пара 1,5 кг/см2.
Затем трубопроводы 8 и 12 закрываются и включаются подача хладагента по трубопроводу 15 в полость корпуса 1, а по трубопроводу 16 осуществляется сброс хладагента. После спекания гранул и охлаждения формы до 30-45°С открывается крышка 4, краном или другим механизмом поднимается основание 3 с отформованными изделиями 19. Вместе с изделиями 19 за счет
трения поднимаются формующие вкладыши 7. По мере перемещения формующих вкладышей 7 вверх по наклонным внутренним стенкам корпуса 1 уменьшается внут- ренее давление пенопласта, что предотвращает структурные сдвига и сколы изделий
и обеспечивает свободное извлечение их из
и обеспе
формы.
Формула изобретения
1. Форма для изготовления изделий из вспенивающихся материалов, содержащая корпус с наклонными внутренними стенками, основание, крышку и средства для подачи и отвода пара, отличающаяся тем, что, с целью повышения качества крупно городо
пара.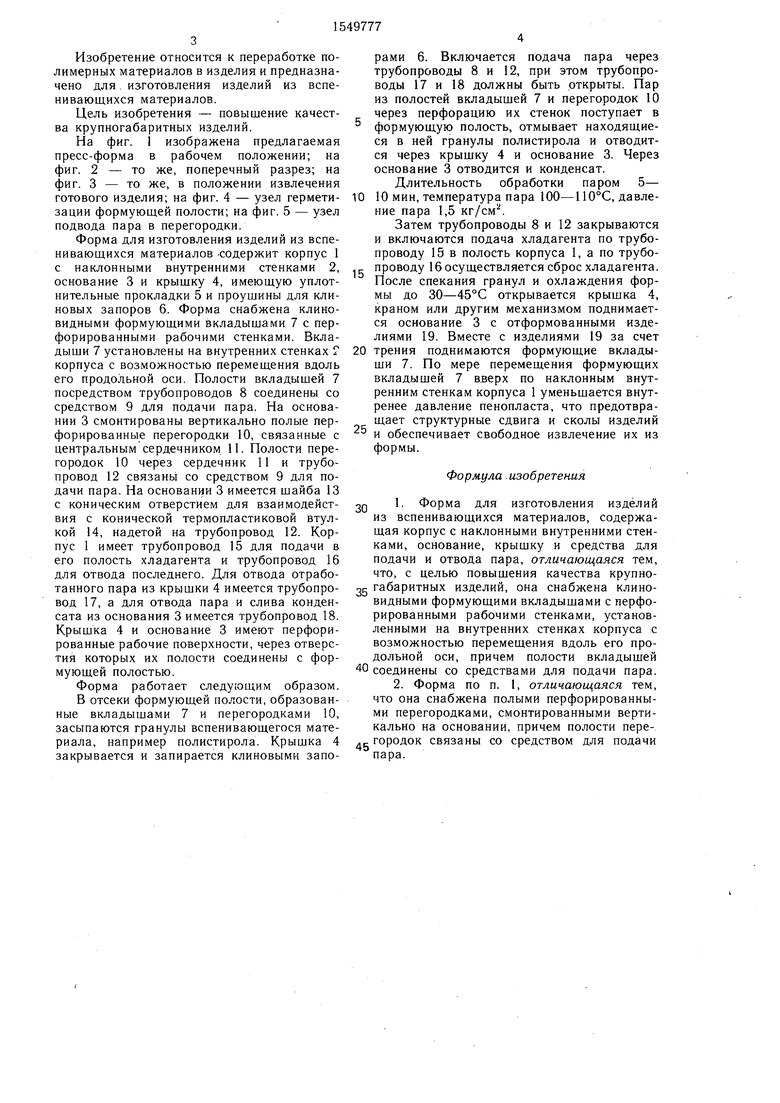
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из вспенивающихся материалов | 1986 |
|
SU1382658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
| Установка для обработки вод | 2022 |
|
RU2798859C1 |
| ЕМКОСТЬ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014256C1 |
| Устройство для изготовления изделий из пенопласта | 1989 |
|
SU1713830A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРОВ С ИСПОЛЬЗОВАНИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2328375C2 |
| Способ изготовления изделий из пенопласта и устройство для его осуществления | 1977 |
|
SU680628A3 |
| Устройство для формования изделий из вспенивающихся материалов | 1983 |
|
SU1122520A1 |
| Устройство для изготовления пенопласта | 2021 |
|
RU2782597C1 |
Изобретение относится к переработке полимерных материалов в изделия и предназначено для изготовления изделий из вспенивающихся материалов. Цель изобретения - повышение качества крупногабаритных изделий. Для этого форма снабжена клиновидными формующими вкладышами 7 с перфорированными рабочими стенками. Вкладыши 7 установлены на наклонных внутренних стенках корпуса 1 с возможностью перемещения вдоль его продольной оси. Полости вкладышей 7 соединены со средством 9 для подачи пара. На основании 3 вертикально смонтированы полые перфорированные перегородки 11. Полости перегородок связаны со средством 9 для подачи пара. При выгрузке отформованных изделий 19 вместе с ними за счет трения поднимаются и формующие вкладыши 7. В результате уменьшается внутреннее давление пенопласта, что предотвращает структурные сдвиги и сколы изделий и обеспечивает свободное извлечение их из формы. 1 з.п.ф-лы, 5 ил.
w
19
(риг. 2
Z
Фиг. ifфие.5
| Форма для изготовления изделий из пенопласта | 1983 |
|
SU1167023A1 |
| Солесос | 1922 |
|
SU29A1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1986 |
|
SU1382658A1 |
| Солесос | 1922 |
|
SU29A1 |
