Изобретение относится к формированию потока групп различных предметов и разного их количества, а именно к формированию равномерно движущегося с равным шагом потока одинаковых групп предметов, и может быть использовано для сборки, комплектации и упаковки на конвейере большого чества одинаковых предметов, содержащихся в группе.
Цель изобретения - упрощение формирования потока одинаковых групп предметов и расширение технологических возможностей за счет формирования потока одинаковых групп из различных предметов разного количества.
На чертеже изображена схема, поясняющая способ.
Способ формирования потока одинаковых групп предметов на конвейере заключается в комплектации зон загрузки предметов, в перемещении предметов из зон загрузки в расположенные с равным шагом ячейки бесконечного конвейера, в перемещении предметов последним и в выгрузке сформированных групп предметов из ячеек бесконечного конвейера. Комплектование каждой зоны загрузки осуществляют одноименными предметами. Предметы наибольшего количества размещают в одной зоне загрузки. Из зоны загрузки одноименных предметов наибольшего количества осуществляют последовательно по одному предмету в каждую ячейку бесконечного конвейера и заполняют ее после завершения числа оборотов бесконечным конвейером, равного количеству этих предметов в формируемой группе. Для перемещения одноименных предметов меньшего количества из зон загрузки количество последних выбирается из соотношения
Од
-а П;
Зп; - у-,
Kj
где 3„; - количество зон загрузки для одноименных предметов меньшего количества;п, - количество одноименных предметов
В Orzi,
К: - наибольший общий натуральный делитель одноименных предметов наибольшего количества и количества предметов П, одного из наименования предметов.
Шаг перемещения каждого одноименного предмета из своей зоны загрузки 3„, определяют из соотношения
Ш„, й-,
K.I
где Ш„, - шаг перемещения меньшего количества одноименных предметов; П| - наибольшее количество одноименных предметов.
Число шагов бесконечного конвейера и число fli содержат разные натуральные делители.
Рассмотрим указанный способ на примере формирования группы предметов, состоящей из предметов трех наименований в количестве Л, 4, П2 2, П3 1.
Наибольшее количество одноименных предметов в группе П 4 помещают в одну зону загрузки.
Из соотношения Зш - определяют коЛ.1
личество зон загрузки для предметов ГЪ 2
и Пз 1, которое будет равно 1 для ГЬ и Пз.
Шаг перемещения предметов из своих зон
загрузки определяют из соотношения Ш„,
49878
4
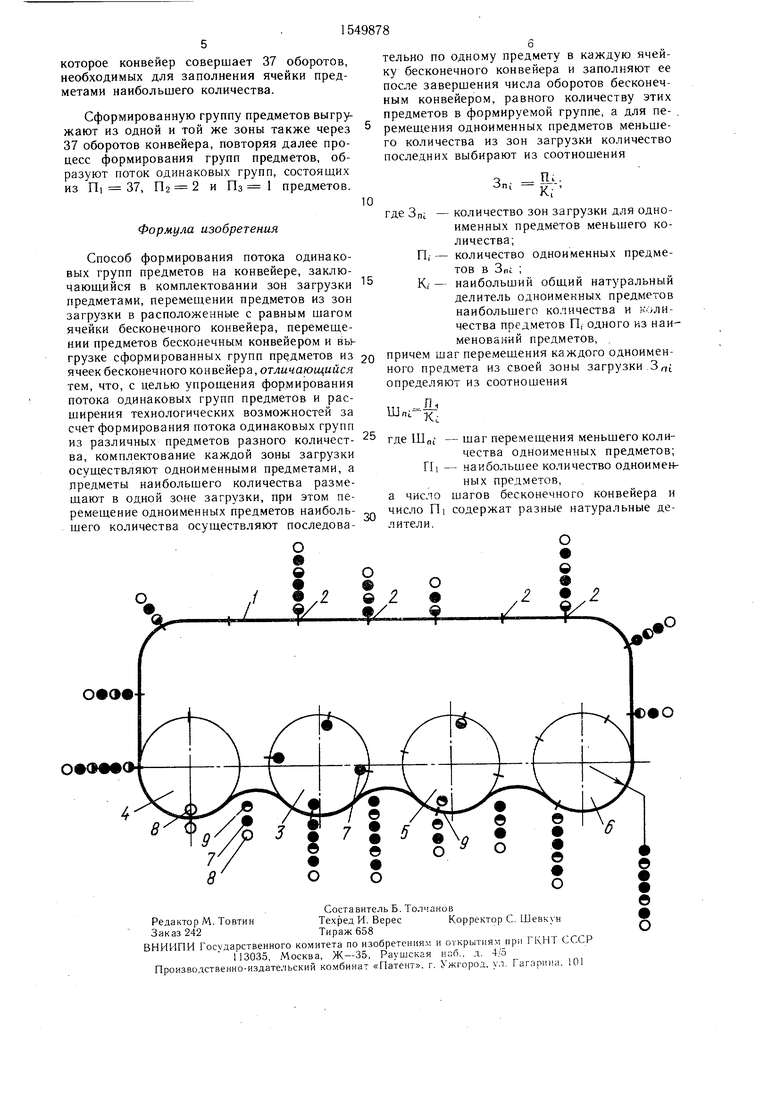
Бесконечный конвейер 1 с ячейками 2, расположенными с равным шагом, охватывает зоны загрузки 3, 4, 5 и выгрузки 6 и совершает равномерное движение. В зоне загрузки 3, 4 и 5 комплектуют соответственно предметы 7, 8 и 9 в количестве 4, 2 и 1 соответственно, из которых формируют оди- .наковые группы предметов.
Одноименные предметы наибольшего количества 7 располагают в одной зоне загруз10 ки 3 и передают в каждую ячейку 2 по одному предмету каждый раз, когда ячейка 2 проходит зону загрузки 3. Заполнение одной из ячеек 2 предметами 7, 8 и 9 заканчивают после завершения четырех оборотов кон1g вейера 1.
Сформированная таким образом группа предметов в ячейке 2 попадает в зону 6, где производят ее выгрузку. Процесс заполнения очередной и последующих ячеек 2 протекает аналогично, в результате чего образуется по20 ток одинаковых групп предметов.
Рассмотрим пример из практики, связанный с изготовлением пакета якоря электродвигателя серии «Гном, состоящего из деталей трех наименований в количестве П|
25 37, , .
В этом случае перемещение деталей наибольшего количества П) - 37 для изготовления якоря осуществляют из одной зоны загрузки, а для деталей последующих наименований Па и Пз количество зон загрузки
30 определяют из соотношения Зп; результате имеют:
для.П2 3„2 & -f 2, для П3 Зп,
ПС К,
В
Лл
к, 1 к
к,
35 Шаг перемещения этих деталей из своих зон определяют из соотношения Ш„, -S- -,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| Устройство для укладки изделий | 1989 |
|
SU1646949A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА КОМПЛЕКТОВАНИЯ ЗАКАЗОВ | 2023 |
|
RU2833263C2 |
| УСТАНОВКА СО СТАНЦИЕЙ КОМПЛЕКТОВАНИЯ ЗАКАЗОВ | 2012 |
|
RU2574308C2 |
| ТОРГОВЫЙ АВТОМАТ И УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ТОВАРОВ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕМ | 2015 |
|
RU2583773C1 |
| Агрегат для нанесения и высушивания клеевой пленки на деталях низа обуви | 1976 |
|
SU766573A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2476818C1 |
| СПОСОБ И АППАРАТУРА ДЛЯ СБОРКИ КОМПЛЕКСНОГО ИЗДЕЛИЯ В ПАРАЛЛЕЛЬНОЙ СИСТЕМЕ ПОДГОТОВКИ ПРОДУКЦИИ | 2008 |
|
RU2422258C2 |
| СТАНЦИЯ КОМПЛЕКТОВАНИЯ И СПОСОБ КОМПЛЕКТОВАНИЯ | 2010 |
|
RU2472689C2 |
Изобретение относится к промышленному транспорту и позволяет упростить формирование потока одинаковых групп предметов и расширить технологические возможности. Комплектуют зоны загрузки 3,4,5 предметами (П) 7,8,9 и перемещают их из зон 3,4,5 в расположенные с равным шагом ячейки (Я) 2 бесконечного конвейера (БК) 1, который перемещает П 7,8,9 к зоне 6 их выгрузки из Я 2. Комплектование каждой зоны 3,4,5 осуществляют одноименными П 7,8,9. При этом П 7 наибольшего количества размещают в зоне 3. Перемещение П 7 осуществляют последовательно в каждую Я 2 и заполняют ее после завершения числа оборотов БК 1, равного количеству П 7 в формируемой группе. Для перемещения П 8,9 из зон 4,5 количество последних 3пI выбирают из соотношения 3пI =ПI/КI, где ПI - количество одноименных П 8,9 в 3пI
КI - наибольший общий натуральный делитель П 7 и количества П 8 или П 9. Шаг перемещения ШпI каждого из П 8,9 из зон 4,5 определяется соотношением ШпI=П1/КI, где П1 - количество П 7. Число шагов БК 1 и число П1 содержат разные натуральные делители. Из зон 3,4,5 в Я 2 подаются П 7,8,9 до формирования в Я 2 на БК 1 группы П 7,8,9, а затем группу П 7,8,9 выгружают в зоне 6. 1 ил.
в результате получают для П3 1
- Ik - А - 9- 2.
Кг
для
П2 2 ШПз
1, 4 4
V 1
1л я
1
выгрузки сформированной группы предметов на конвейере предусматривают одну зону выгрузки с шагом, равным Шв
ПА
- -3- 4, где Шв - шаг выгрузки
сформированной группы; Ка - наибольший общий делитель; Т 4 и Пв - равное одной сформированной группе.
Таким образом, определив количество зон загрузки предметов группы и шаги их перемещения в ячейки конвейера, рассчитывают конструктивно его длину с учетом охвата всех зон загрузки конвейера при соблюдении условия, что число шагов в нем и число П| 4 должны содержать разные натуральные делители.
Способ формирования потока одинаковых групп предметов на конвейере реализуется следующим образом.
в результате получают: для
П2 ШЯ2 4х Щ 37, для П3
0
Ш
пз
К, 111 1 37.
К
1
Для выгрузки готового изделия на конвейере предусматривают одну зону с шагом,
равным
III -
т°-к
37 о7 -1 - 6(.
0
5
При расчете длины конвейера соблюдают условие, при котором число шагов конвейера и число П 37 должны содержать разные натуральные делители.
В дальнейшем формирование потока одинаковых групп предметов производится путем перемещения наибольшего количества предметов П - 37 из одной и той же зоны за каждый оборот конвейера по одному предмету в каждую ячейку.
Перемещение предметов Пг - 2 осуществляют из двух зон, а предметов Пз 1 из одной зоны. Заполнение ячейки этими предметами производят в течение времени, за
которое конвейер совершает 37 оборотов, необходимых для заполнения ячейки предметами наибольшего количества.
Сформированную группу предметов выгружают из одной и той же зоны также через 37 оборотов конвейера, повторяя далее процесс формирования групп предметов, образуют поток одинаковых групп, состоящих из Hi 37, 2 и П3 1 предметов.
Формула изобретения
Способ формирования потока одинаковых групп предметов на конвейере, заключающийся в комплектовании зон загрузки предметами, перемещении предметов из зон загрузки в расположенные с равным шагом ячейки бесконечного конвейера, перемещении предметов бесконечным конвейером и выгрузке сформированных групп предметов из ячеек бесконечного конвейера, отличающийся тем, что, с целью упрощения формирования потока одинаковых групп предметов и расширения технологических возможностей за счет формирования потока одинаковых групп из различных предметов разного количества, комплектование каждой зоны загрузки осуществляют одноименными предметами, а предметы наибольшего количества размещают в одной зоне загрузки, при этом перемещение одноименных предметов наиболь- шего количества осуществляют последова
/
о«э«
тельно по одному предмету в каждую ячейку бесконечного конвейера и заполняют ее после завершения числа оборотов бесконечным конвейером, равного количеству этих предметов в формируемой группе, а для перемещения одноименных предметов меньшего количества из зон загрузки количество последних выбирают из соотношения
0
5
0
5
Q Hi. dni К,
где Зги
К,
количество зон загрузки для одноименных предметов меньшего количества;
П,-- количество одноименных предметов в Зпг ;
наибольший общий натуральный делитель одноименных предметов наибольшего количества и к./ли- чества предметов П, одного из наименований предметов,
причем шаг перемещения каждого одноименного предмета из своей зоны загрузки За определяют из соотношения
ит -П-1 Шл;.-где ШП1: - шаг перемещения меньшего количества одноименных предметов; FIi - наибольшее количество одноименных предметов,
а число шагов бесконечного конвейера и число П содержат разные натуральные делители.
л
о
«о
| Патент США № 3805484, кл | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Способ формирования потока одинаковых групп предметов | 1981 |
|
SU1092122A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
