Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении внутренних резьб на деталях из пластичных материалов.
Целью изобретения является расширение технологических возможностей устройства, за счет формирования внутренних резьб малого диаметра с шагом Р 2,5 мм.
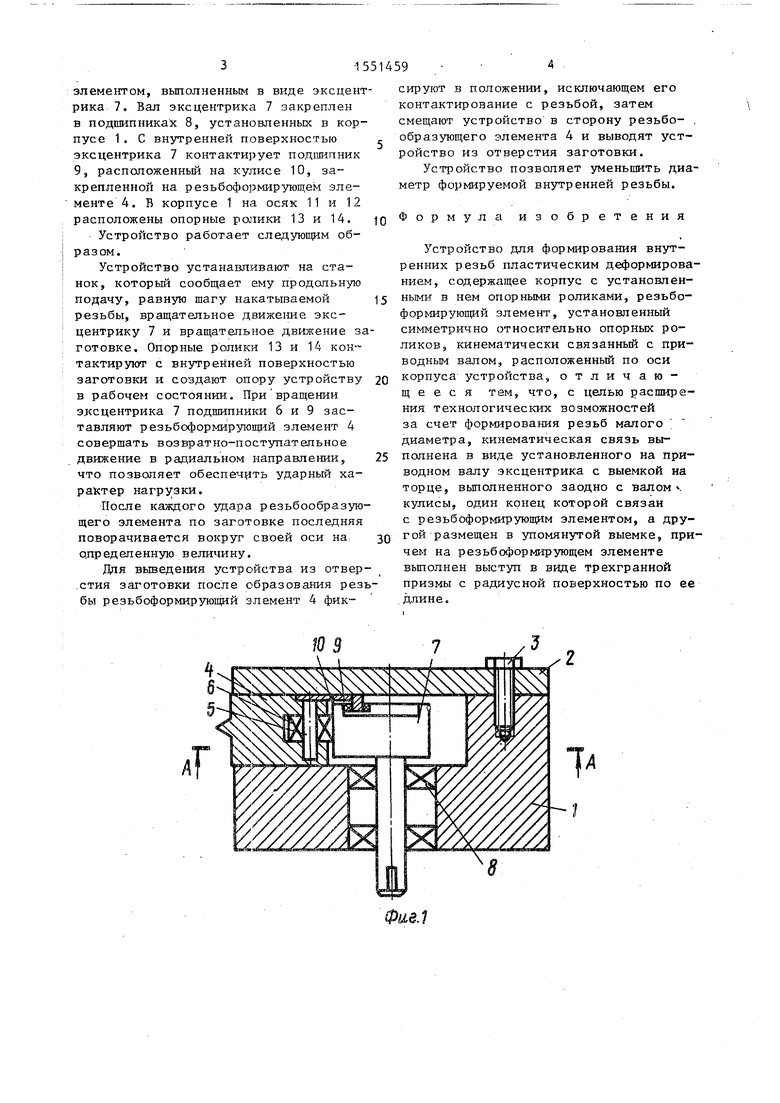
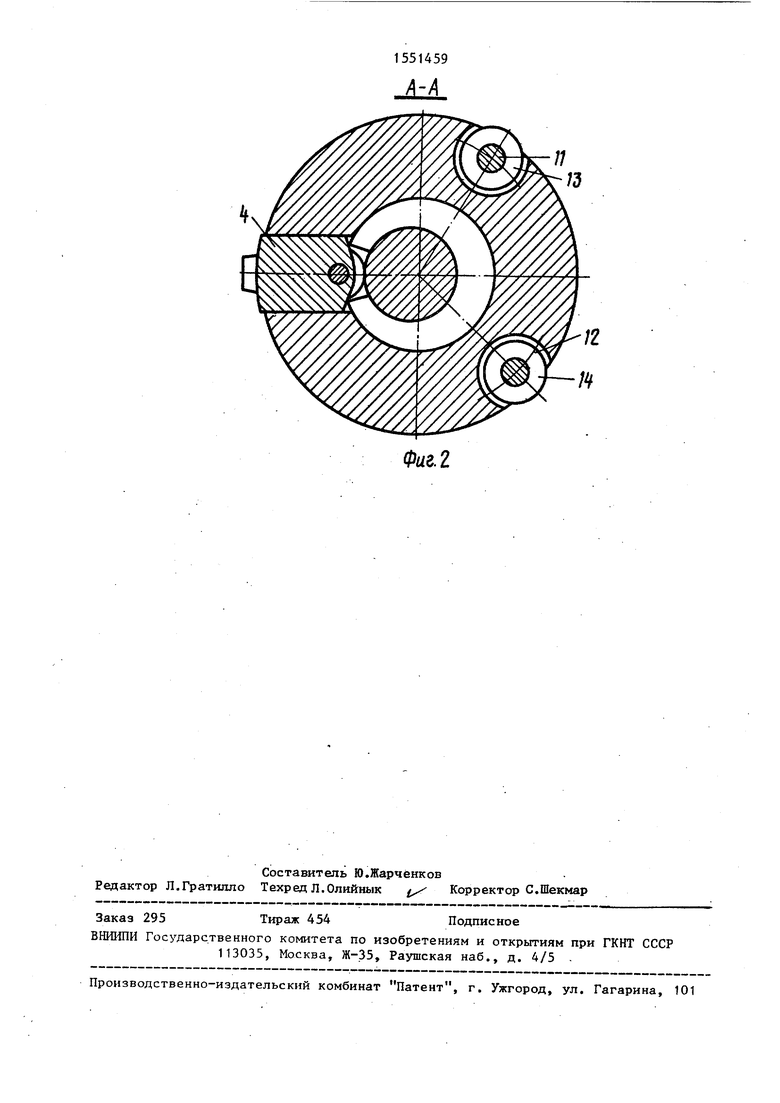
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг.1.
Устройство для формирования внутренних резьб состроит из корпуса 1, крышки 2, которая крепится к корпусу винтами 3. В корпусе 1 с возможностью радиального перемещения расположен резьбоформирующий элемент 4, рабочая часть которого представляет собой выступ в виде трехгранной призмы с радиальной поверхностью по длине, которьй равен диаметру накатываемой резьбы. На резьбоформирующем элементе 4 на оси 5 закреплен подшипник 6, который контактирует с опорньм
СП
л
Ј л
&
элементом, выполненным в виде эксцентрика 7. Вал эксцентрика 7 закреплен в подшипниках 8, установленных в корпусе 1. С внутренней поверхностью эксцентрика 7 контактирует подшипник 9, расположенный на кулисе 10, закрепленной на резьбоформируюшем зле- менте 4. В корпусе 1 на осях 11 и 12 расположены опорные ролики 13 и 14.
Устройство работает следующим образом.
Устройство устанавливают на станок, который сообщает ему продольную подачу, равную шагу накатываемой резьбы, вращательное движение эксцентрику 7 и вращательное движение зготовке. Опорные ролики 13 и 14 контактируют с внутренней поверхностью заготовки и создают опору устройству в рабочем состоянии. При вращении эксцентрика 7 подшипники 6 и 9 заставляют резьбоформирующий элемент 4 совершать возвратно-поступательное движение в радиальном направлении, что позволяет обеспечить ударный характер нагрузки.
После каждого удара резьбообразую щего элемента по заготовке последняя поворачивается вокруг своей оси на определенную величину.
Для выведения устройства из отверстия заготовки после образования резбы резьбоформирующий элемент 4 фик
0
5
30
сируют в положении, исключающем его контактирование с резьбой, затем смещают устройство в сторону резьбо- образующего элемента 4 и выводят устройство из отверстия заготовки.
Устройство позволяет уменьшить диаметр формируемой внутренней резьбы.
Формула изобретения
Устройство для формирования внутренних резьб пластическим деформированием, содержащее корпус с установленными в нем опорными роликами, резьбоформирующий элемент, установленный симметрично относительно опорных роликов, кинематически связанный с приводным валом, расположенный по оси 0 корпуса устройства, отличающееся тем, что, с целью расширения технологических возможностей за счет формирования резьб малого диаметра, кинематическая связь выполнена в виде установленного на приводном валу эксцентрика с выемкой на торце, выполненного заодно с валом кулисы, один конец которой связан с резьбоформирующим элементом, а другой размещен в упомянутой выемке, причем на резьбоформирующем элементе выполнен выступ в виде трехгранной призмы с радиусной поверхностью по ее длине,
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбоформирующая головка | 1983 |
|
SU1103968A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБ | 1968 |
|
SU217353A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| Сборная плашка | 1982 |
|
SU1080935A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| Устройство для накатывания внутренних резьб | 1986 |
|
SU1337178A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2556838C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для формирования внутренних резьб на полых деталях. Цель изобретения - расширение технологических возможностей за счет формирования резьб малого диаметра. Устройство снабжено опорным элементом, выполненным в виде эксцентрика, кинематически связанным с резьбообразующим элементом. Рабочая часть последнего выполнена в виде призмы. Ребра призмы представляют собой дуги окружности диаметром, равным диаметру накатываемой резьбы. При вращении эксцентрика резьбообразующий элемент совершает возвратно-поступательное движение в радиальном направлении, что позволяет обеспечить ударный характер нагрузки. Благодаря удароподобным, следующим быстро один за другим, частичным процессам накатки, материал вытесняется от основания профиля резьбы к его вершине. После каждого удара резьбообразующего элемента по заготовке последняя поворачивается вокруг своей оси на заданную величину. Это позволяет улучшить качество поверхности за счет устранения волнистости. 2 ил.
ю
Фи.а.1
/;
я
Фиг.2
| Устройство для накатывания внутренних резьб | 1986 |
|
SU1337178A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
