Изобретение относится к обработке ме- талов методами поверхностного пластического деформирования и может быть использовано для упрочняющей обработки внутренних цилиндрических поверхностей металлических деталей.
Цель изобретения - повышение надежности работы путем исключения заклинивания механизма обратного хода, расширение технологических возможностей за счет обработки ступенчатых внутренних поверхностей и упрощение конструкции.
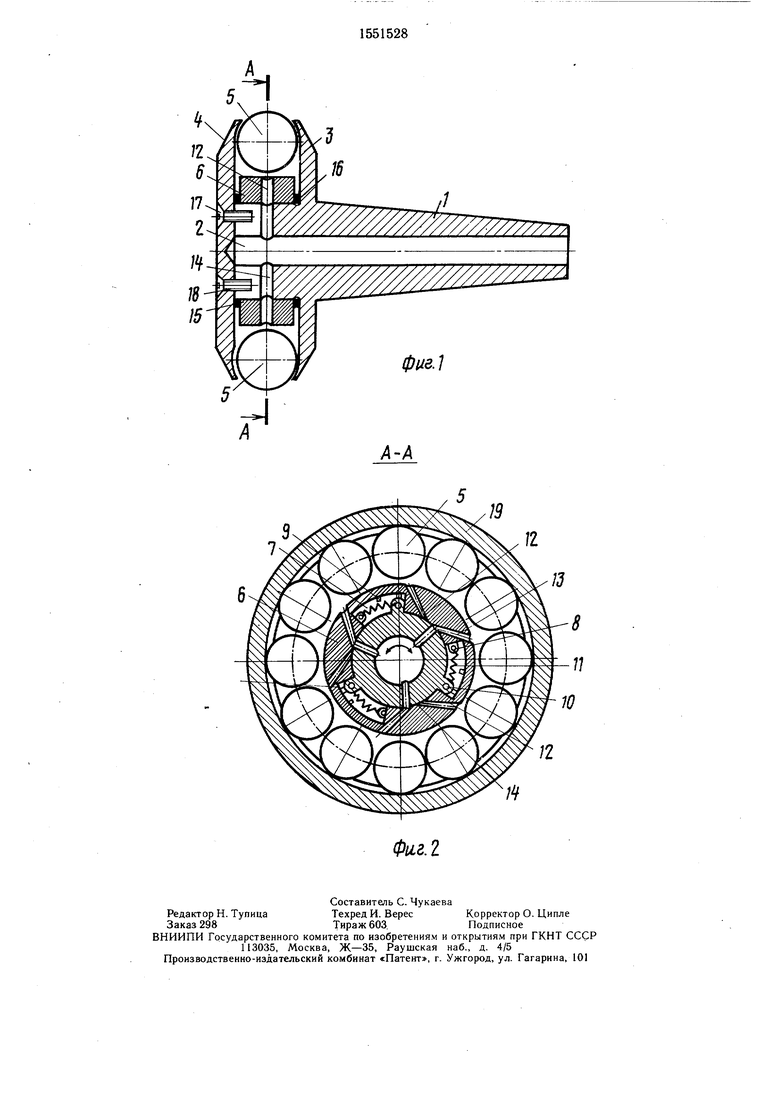
На фиг. 1 показан инструмент, разрез; на фиг. 2 - сечение А-А на фиг. 1.
Инструмент содержит оправку 1 с отверстием 2 для подачи рабочего агента, кольца 3 и 4, образующие кольцевую камеру, в которой находятся деформирующие элементы 5. Механизм обратного хода инструмента включает кольцо 6, в котором выполнены симметричные кольцевые проточки 7 с жестко закрепленными в них стойками 8 с
отверстиями и установлены жестко зафиксированные радиальные штифты 9. На оправке 1 по числу стоек 8 с отверстиями выполнены проушины 10, соединенные со стойками пружинами 11 растяжения. В кольце 6 выполнены наклонные в разные стороны отверстия 12 и 13, которые попеременно сообщаются с отверстиями 14, выполненными в оправке 1. Кольцо 3 выполнено заодно с оправкой 1, а между кольцом 6 обратного хода и кольцами 3 и 4 установлены шайбы 15 н 16 из антифрикционного материала бронзы. Кольцо 4 крепится к оправке 1 винтами 17 и 18.
Инструмент работает следующим образом.
При вводе в деталь первоначально инструмент (оправку 1) вращают, например, против часовой стрелки. Проушины 10 перемещаются в кольцевых проточках 7 до упора в торцовые поверхности проточек (фиг. 2). Пружины 11 растягиваются вследствие того,
.
сд сд
ел ю
00
Что кольцо 6 имеет инерционную массу и посажено на цилиндрическую поверхность фправки 1 с возможностью углового поворота. Отверстия 14 соединяются с отверстиями 13, выполненными в кольце 6. При Подаче избыточного давления воздуха (рабочего агента) в отверстия 2 деформирующие элементы 5 производят ударно-накатывающее действие на обрабатываемую поверхность детали 19, одновременно с этим перекатываясь между кольцами 3 и 4. При полной обработке детали вдоль ее цилиндрической образующей изменяют направление Вращения, например, на вращение по часовой стрелке. При этом происходит относительное смещение проушин 10 (фиг. 2) и сжатие пружин 11 до момента, пока торец проушины не приблизится к жесткому штифту 9. Отверстия 14 в оправке 1 соединяются с отверстиями 12, выполненными в кольце 6 обратного хода. В результате направление вращения шаров меняется и при выходе инструмента на всей обработанной внутренней поверхности детали образуется сетчатый рельеф.
Время ведения процесса для деталей с внутренней поверхностью, равной 100 мм, и длиной образующей, равной 150 мм, составляет 3-4 мин.
Выполнение симметричных кольцевых проточек в кольце механизма обратного хода с жестко закрепленными в них стойками с отверстиями и проушин, соединенных со стойками пружинами растяжения, обеспечивает возможность относительного углового смещения базирующей цилиндрической поверхности оправки и кольца обратного хода, что дает возможность соединения соответствующих отверстий, выполненных в указанных деталях, и создания реверсивного перемещения деформирующих элементов за счет изменения направления вращения оправки. Относительное угловое смещение указанных поверхностей обеспечивает возможность исключения заклинивания между сопряженными поверхностями кольца и цилиндрической поверхностью оправки, в результате чего повышается надежность работы инстру- мента.
Выполнение одной из щек инструмента заодно с оправкой дает возможность значительно упростить конструкцию и снизить ее себестоимость.
Установка между кольцом обратного хода и кольцами шайб из антифрикционного материала (бронзы) дает возможность снизить противодействующий момент трения между кольцом обратного хода и цилиндрической частью оправки инструмента,, что повышает надежность его работы при реверсировании вращения оправки.
Срок службы инструмента 3 000 ч непрерывной работы, что выше срока службы известных инструментов в 1,5-2 раза.
Формула изобретения
1.Инструмент для чистовой и упрочняющей обработки тел вращения, содержащий оправку с центральным каналом для подачи рабочего агента и радиальными отверстиями, сепаратор, выполненный в виде колец, образующих кольцевую камеру, в которой размещены деформирующие элементы и механизм обратного хода с кольцом, имеющим отверстия, наклоненные в разные стороны, отличающийся тем, что, с целью повышения надежности за счет снижения заклинивания механизма обратного хода и упрощения конструкции, расширения технологических возможностей за счет обеспечения обработки ступенчатых внутренних поверхностей, он снабжен стойками с отверстиями, радиальными штифтами и пружинами растяжения, а в кольце механизма обратного хода выполнены симметричные кольцевые проточки, в которые жестко установлены упомянутые стойки и радиальные штифты, причем последние жестко зафиксированы, при этом на оправке выполнены проушины по числу стоек для соединения последних с проушинами пружинами растяже- ни я.
2.Инструмент по п. 1, отличающийся тем, что одно кольцо кольцевой камеры выполнено за одно целое с оправкой, а инструмент снабжен шайбами из антифрикционного материала, установленными между кольцом механизма обратного хода и кольцами кольцевой камеры.
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2185270C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ШАРИКОПОДШИПНИКА ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205106C1 |
| Устройство для нанесения твердосмазочных покрытий на внутреннюю цилиндрическую поверхность втулки | 2023 |
|
RU2823556C1 |
| МЕХАНИЗМ ПОДНЯТИЯ И ОПУСКАНИЯ ЗАПАСНОГО КОЛЕСА МЕЖДУГОРОДНОГО АВТОБУСА | 2013 |
|
RU2528459C2 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ "ГЕЯ" | 1992 |
|
RU2063333C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для внутреннего шлифования | 2023 |
|
RU2813450C1 |
Изобретение относится к обработке металлов, в частности к инструменту для чистовой обработки тел вращения методом пластической деформации, и может быть использовано для обработки внутренних отверстий. Цель изобретения - повышение надежности работы, упрощение конструкции и расширение технологических возможностей за счет обработки ступенчатых внутренних поверхностей. В кольце механизма обратного хода выполнены кольцевые проточки с размещенными в них стойками с отверстиями, соединяющими стойки с проушинами. Одна из щек выполнена заодно с оправкой, а между кольцом обратного хода и щеками установлены шайбы из бронзы. Устройство содержит оправку с центральным отверстием и кольцами, образующими кольцевую камеру, в которой размещены деформирующие элементы. Это позволяет снизить противодействующий момент трения между кольцом механизма обратного хода и цилиндрической частью оправки. 1 з.п.ф-лы, 2 ил.
б
19
М
/J
12
Я
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1982 |
|
SU1038202A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
