Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления кольцевых резиновых уплотнительных манжет с V-образной рабочей кромкой.
Цель изобретения - повышение качества уплотнительных манжет.
На чертеже изображена предлагаемая пресс-форма.
Пресс-форма содержит пуансон 1, среднюю кольцевую часть 2, нижнюю плиту, состоящую из двух частей, этажно расположенных с возможностью относительного аксиального перемещения, причем верхняя
10
13. В образовавшиеся полости и на каркас 13 укладывается резиновая заготовка. Далее опускается пуансон 1. После этого пресс- форма подается под пресс, где осуществляется формование и вулканизация манжеты 10. После вулканизации пресс-форма выдвигается из зоны пресса, снимается пуансон 1 и средняя кольцевая часть 2. Затем снимается вертшяя часть 3 нижней плиты с вкладышем 4, на котором расположена готовая манжета 10, которая легко снимается.
Предлагаемое изобретение позволяет исключить срезание манжеты, имеющей V- образную рабочую кромку, выполненную нечасть 3 нижней плиты выполнена с наружным вкладышем 4 для оформления внутрен- 15 зависимо от ее положения и угла между ней полости манжеты, а нижняя часть 5 образующими ее сторонами, при раскрытии нижней плиты выполнена с внутренним вкладышем 6, оформляющим V-образную рабочую кромку манжеты. Кольцевая канавка для формования V-образной рабочей кромки манжеты выполнена во внутреннем 20 вкладыше 6 у его верхнего торца, где расположена линия 7 пересечения верхней плоскости 8 и нижней плоскости 9, образующих V-образную кольцевую канавку для
оформления рабочей кромки манжеты 10. 25 ТУ с пуансоном, среднюю кольцевую часть, При этом опорная поверхность 11 пуансо- нижнюю плиту с конценгрично расположенными наружным и внутренним вкладышами, наружный из которых имеет выступ для оформления внутренней полости манжеты, и кольцевую канавку для формования Vпресс-формы, сделать пресс-форму универсальной, улучшить ее эксплуатационные характеристики и упростить изготовление.
Формула изобретения
1. Пресс-форма для изготовления кольцевых уплотнительных манжет с V-образной рабочей кромкой, содержащая верхнюю плина 1, соприкасающаяся с верхним торцом 12 внутреннего вкладыша 6, расположена выше линии 7 пересечения верхней плоскости 8 и нижней плоскости 9, образующих
V-образную кольцевую канавку. Причем 30 образной рабочей кромки манжеты, отлилиния 7 находится от верхнего торца 12. внутреннего вкладыша 6 на расстоянии, составляющем 1/5-1/10 длины верхней образующей плоскости 8.
Пресс-форма работает следующим образом.
На нижнюю часть 5 нижней плиты с внутренним вкладышем 6 устанавливается верхняя часть 3 нижней плиты с наружным вкладышем 4. Затем устанавливается средчающаяся тем, что, с целью повышения качества манжет, нижняя плита выполнена из двух частей, этажно расположенных с возможностью относительного аксиального перемещения, причем наружный вклаДыш 35 связан с верхней частью нижней плиты, а внутренний вкладыш - с ее нижней частью.
2. Пресс-форма по п. 1, отличающаяся тем, что кольцевая канавка для формования
няя кольцевая часть 2. Если манжета 10 со- 4о V-образной рабочей кромки манжеты выпол- держит каркас 13, то на наружном вклады- йена во внутреннем вкладыше у его верх- ше 4 располагается металлический каркас него торца.
13. В образовавшиеся полости и на каркас 13 укладывается резиновая заготовка. Далее опускается пуансон 1. После этого пресс- форма подается под пресс, где осуществляется формование и вулканизация манжеты 10. После вулканизации пресс-форма выдвигается из зоны пресса, снимается пуансон 1 и средняя кольцевая часть 2. Затем снимается вертшяя часть 3 нижней плиты с вкладышем 4, на котором расположена готовая манжета 10, которая легко снимается.
Предлагаемое изобретение позволяет исключить срезание манжеты, имеющей V- образную рабочую кромку, выполненную независимо от ее положения и угла между образующими ее сторонами, при раскрытии
зависимо от ее положения и угла между образующими ее сторонами, при раскрытии
ТУ с пуансоном, среднюю кольцевую часть, нижнюю плиту с конценгрично расположенными наружным и внутренним вкладышами, наружный из которых имеет выступ для оформления внутренней полости манжеты, и кольцевую канавку для формования Vпресс-формы, сделать пресс-форму универсальной, улучшить ее эксплуатационные характеристики и упростить изготовление.
Формула изобретения
1. Пресс-форма для изготовления кольцевых уплотнительных манжет с V-образной рабочей кромкой, содержащая верхнюю пличающаяся тем, что, с целью повышения качества манжет, нижняя плита выполнена из двух частей, этажно расположенных с возможностью относительного аксиального перемещения, причем наружный вклаДыш связан с верхней частью нижней плиты, а внутренний вкладыш - с ее нижней частью.
2. Пресс-форма по п. 1, отличающаяся тем, что кольцевая канавка для формования
V-образной рабочей кромки манжеты выпол- йена во внутреннем вкладыше у его верх- него торца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| Многогнездная пресс-форма для изготовления уплотнительных манжет | 1979 |
|
SU903185A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2029679C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1980 |
|
SU897562A1 |
| Много этажный пресс для формования и вулканизации резиновых изделий | 1941 |
|
SU64154A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Пресс-форма для изготовления резиновых уплотнительных колец | 1989 |
|
SU1689093A1 |
| Пресс-форма для вулканизации ободных лент автомобильных шин | 1987 |
|
SU1452688A1 |
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления кольцевых резиновых уплотнительных манжет с V - образной рабочей кромкой. Цель изобретения - повышение качества манжет. Для этого нижняя плита выполнена из двух частей. Верхняя часть 3 нижней плиты с наружным вкладышем 4 расположена над нижней частью 5 нижней плиты с внутренним вкладышем 6 с возможностью относительного аксиального перемещения. Кольцевая канавка для формования V - образной рабочей кромки манжеты выполнена во внутреннем вкладыше 6 у его верхнего торца. После вулканизации с пресс-формы снимаются пуансон 1 и средняя кольцевая часть 2. Затем снимается верхняя часть 3 нижней плиты. На наружном вкладыше 4 остается готовая манжета 10. 1 ил.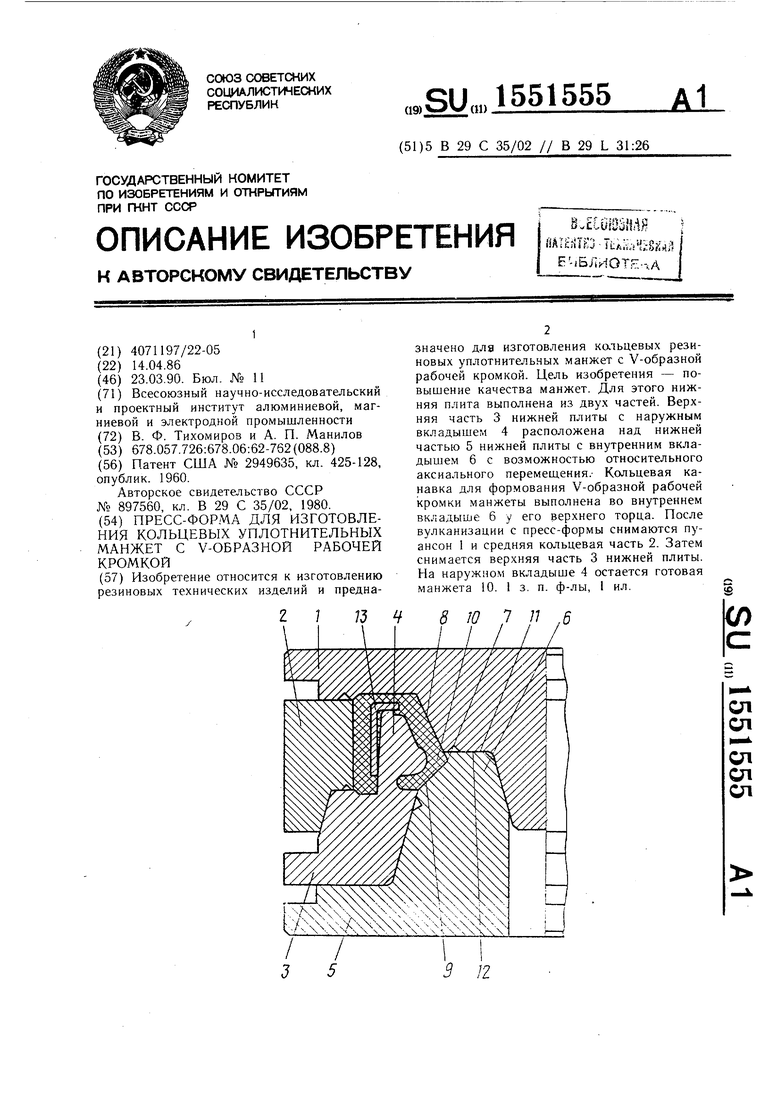
| Патент США № 2949635, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Пробочный кран | 1925 |
|
SU1960A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Солесос | 1922 |
|
SU29A1 |
