Изобретение относится к устройствам для изготовления кольцевых резиновых технических изделий и предназначено для изготовления безоблойных уплотнительных колец, приводных ремней.
Известна пресс-форма для изготовления кольцевых резиновых изделий, содержащая монтажные плиты, формующую плиту, тарельчатые пружины и формующий элемент с кольцевым формующим гнездом и расположенными по его периметру режущими кромками.
Недостатком пресс-формы является низкое качество изготавливаемых изделий, так как в результате трения между острыми режущими кромками вращающегося формующего элемента и неподвижной нижней формующей плитой происходит быстрый износ их режущих кромок, что не обеспечивает чистоту обрезки облоя после формования, и требуется частая замена формующих элементов.
Цель изобретения - повышение качества изделий за счет обеспечения частоты обрезки облоя после формования и за счет предотвращения быстрого износа режущих кромок формующих элементов.
Цель достигается тем, что в пресс-форме для изготовления кольцевых резиновых изделий, содержащей монтажные плиты, формующую плиту, тарельчатые пружины и формующий элемент с кольцевым формующим гнездом и расположенными по его периметру режущими кромками, формующий элемент выполнен в виде набора концентрично расположенных кольцевых вкладышей, на внутреннем и наружном из которых расположены режущие кромки, а на среднем - формующее гнездо, формующая плита выполнена в виде набора концентрично расположенных внутреннего, среднего и наружного кольцевых вкладышей, сопряженных с соответствующими вкладышами формующего элемента, причем средние вкладыши формующих плиты и элемента неподвижно закреплены на монтажных плитах, а их внутренние и наружные вкладыши установлены с возможностью аксиального перемещения относительно монтажных плит под воздействием тарельчатых пружин.
На чертеже изображена пресс-форма в сомкнутом положении в момент прессования резиновых изделий, поперечный разрез.
Пресс-форма для изготовления кольцевых резиновых изделий содержит верхнюю и нижнюю монтажные плиты 1 и 2 с направляющей колонкой 3 прямоугольного сечения для предотвращения разворота монтажных плит 1 и 2 относительно друг друга. На нижней плите 2 выполнен формующий элемент с кольцевым формующим гнездом 4. Формующий элемент выполнен в виде набора концентрично расположенных кольцевых вкладышей, на внутреннем 5 и наружном 6, на которых расположены режущие кромки, а на среднем 7 - формующее гнездо 4. На внутреннем 5 и наружном 6 вкладышах выполнены облойные канавки 8 и 9. Формующая плита выполнена в виде набора концентрично расположенных среднего 10, внутреннего 11 и наружного 12 кольцевых вкладышей, сопряженных с соответствующими вкладышами формующего элемента. Средние вкладыши 10 и 7 формующих плиты и элемента неподвижно закреплены на монтажных плитах 1 и 2, а их внутренние 11 и 5 и наружные 12 и 6 вкладыши установлены с возможностью аксиального перемещения относительно монтажных плит 1 и 2 под воздействием тарельчатых пружин 13, размещенных в монтажной плите 1, насаженных на оси 14 и взаимосвязанных с наружным и внутренним кольцевыми вкладышами 12 и 11. Монтажные плиты 1 и 2 снабжены замком 15, выполненным в виде плоской пружины, неподвижно закрепленной в монтажной плите 1, с защелкой 10, взаимодействующей с канавкой 17, расположенной в нижней монтажной плите 2, в которой имеется отверстие 18 под колонки (не показаны) разборочного приспособления.
Пресс-форма работает следующим образом.
В нижнюю монтажную плиту 2 загружается резина (полимерный материал). Верхняя монтажная плита 1 опускается и пресс-форма смыкается под заданным усилием замков 15. Затем устанавливают пресс-форму в вулканизационный пресс. Центрирование монтажных плит 1 и 2 производится по поверхностям прямоугольного сечения колонки 3. При этом избыток сырой резины, заполняющий формующую полость 4, перетекает в облойные канавки 8 и 9, вытесняя из формующего гнезда 4 воздух.
По истечении времени, необходимого для вулканизации резины, пресс-форма выдвигается из пресса и устанавливается отверстиями 18 в разборочное приспособление. Колонки разборочного приспособления (не показаны) проходят через отверстия 18 и давят на кольцевые вкладыши 5 и 6 нижней монтажной плиты 2, входят в зацепление со средними кольцевыми вкладышами 10, при этом происходит обрезка облоя, одновременно кольцевые вкладыши 5 и 6 давят на внутренний и наружный кольцевые вкладыши 11 и 12, которые в свою очередь давят на тарельчатые пружины 13, обеспечивающие возврат кольцевых вкладышей в исходное положение после снятия давления. Затем производится разборка формы после открытия замка 15 для извлечения готового изделия и облоя.
Затем цикл повторяется.
Предлагаемая пресс-форма обеспечивает получение кольцевых резиновых изделий типа уплотнительных колец, используемых в качестве приводных ремней, требующих получения точного поперечного сечения по всей длине за счет качественной обрезки облоя от изделия после формования. Отделение облоя происходит обрезанием по типу работы ножниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| ЭТАЖНАЯ ЛИТЬЕВАЯ ФОРМА | 1993 |
|
RU2050278C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Пресс-форма для изготовления изделий из резины | 1979 |
|
SU880781A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| Форма для изготовления резиновых изделий | 1987 |
|
SU1509259A1 |
| Многоместная пресс-форма для изготовления резиновых изделий | 1977 |
|
SU1033357A1 |
Использование: изготовление кольцевых резиновых изделий высокого качества за счет обеспечения чистоты обрезки облоя. Сущность изобретения: пресс-форма содержит монтажные плиты 1 и 2, формующую плиту и формующий элемент с кольцевым формующим гнездом 4 и расположенными по его периметру режущими кромками. Формующий элемент выполнен в виде набора концентрично расположенных кольцевых вкладышей 5 - 7. На внутреннем 5 и наружном 6 вкладышах расположены режущие кромки, а на среднем 7 - формующее гнездо 4. Формующая плита выполнена в виде набора концентрично расположенных внутреннего 11, среднего 10 и наружного 12 кольцевых вкладышей, сопряженных с соответствующими вкладышами формующего элемента. Средние вкладыши 10 и 7 формующих плиты и элемента неподвижно закреплены на монтажных плитах 1 и 2, а их внутренние 11 и 5 и наружные 12 и 6 вкладыши установлены с возможностью аксиального перемещения относительно монтажных плит 1 и 2 под воздействием тарельчатых пружин 13. 1 ил.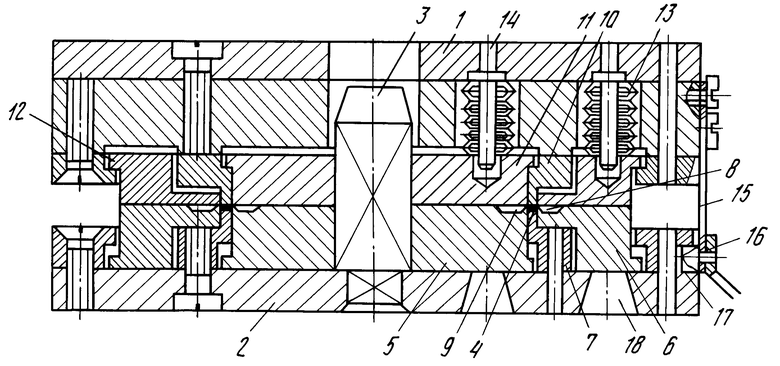
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ, содержащая монтажные плиты, формующую плиту, тарельчатые пружины и формующий элемент с кольцевым формующим гнездом и расположенными по его периметру режущими кромками, отличающаяся тем, что формующий элемент выполнен в виде набора концентрично расположенных кольцевых вкладышей, на внутреннем и наружном из которых расположены режущие кромки, а на среднем - формующее гнездо, формующая плита выполнена в виде набора концентрично расположенных внутреннего, среднего и наружного кольцевых вкладышей, сопряженных с соответствующими вкладышами формующего элемента, причем средние вкладыши формующих плиты и элемента неподвижно закреплены на монтажных плитах, а их внутренние и наружные вкладыши установлены с возможностью аксиального перемещения относительно монтажных плит под воздействием тарельчатых пружин.
| Пресс-форма для изготовления резиновых изделий | 1985 |
|
SU1270011A1 |
| Солесос | 1922 |
|
SU29A1 |
