(54) МНОГОГНЕЗДНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ МАНЖЕТ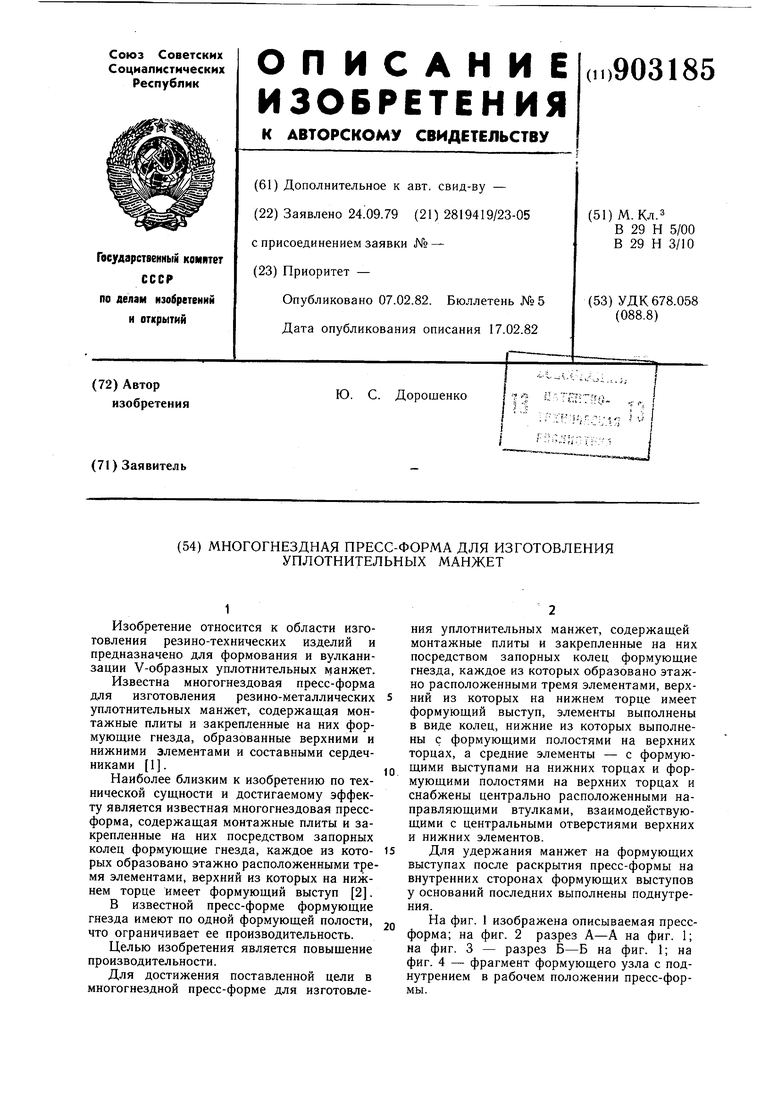
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Способ изготовления резиновых изделий и устройство для его осуществления | 1981 |
|
SU1039731A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082608C1 |
| Многогнездная пресс-форма для изготовления резино-металлических манжет | 1977 |
|
SU642204A1 |
| Пресс-форма для изготовления кольцевых уплотнительных манжет с @ -образной рабочей кромкой | 1986 |
|
SU1551555A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1981 |
|
SU973387A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
1
Изобретение относится к области изготовления резино-технических изделий и предназначено для формования и вулканизации V-образных уплотнительных 1анжет.
Известна многогнездовая пресс-форма для изготовления резино-металлических 5 уплотнительных манжет, содержащая монтажные плиты и закрепленные на них формующие гнезда, образованные верхними и нижними элементами и составными сердечниками I.,Q
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является известная многогнездовая прессформа, содержащая монтажные плиты и закрепленные на них посредством запорных колец формующие гнезда, каждое из кото- 15 рых образовано этажно расположенными тремя элементами, верхний из которых на нижнем торце имеет формующий выступ 2.
В известной пресс-форме формующие гнезда имеют по одной формующей полости, jo что ограничивает ее производительность.
Целью изобретения является повыщение производительности.
Для достижения поставленной цели в многогнездной пресс-форме для изготовления уплотнительных манжет, содержащей монтажные плиты и закрепленные на них посредством запорных колец формующие гнезда, каждое из которых образовано этажно расположенными тремя элементами, верхний из которых на нижнем торце имеет формующий выступ, элементы выполнены в виде колец, нижние из которых выполнены с формующими полостями на верхних торцах, а средние элементы - с формующими выступами на нижних торцах и формующими полостями на верхних торцах и снабжены центрально расположенными направляющими втулками, взаимодействующими с центральными отверстиями верхних и нижних элементов.
Для удержания манжет на формующих выступах после раскрытия пресс-формы на внутренних сторонах формующих выступов у оснований последних выполнены поднутрения.
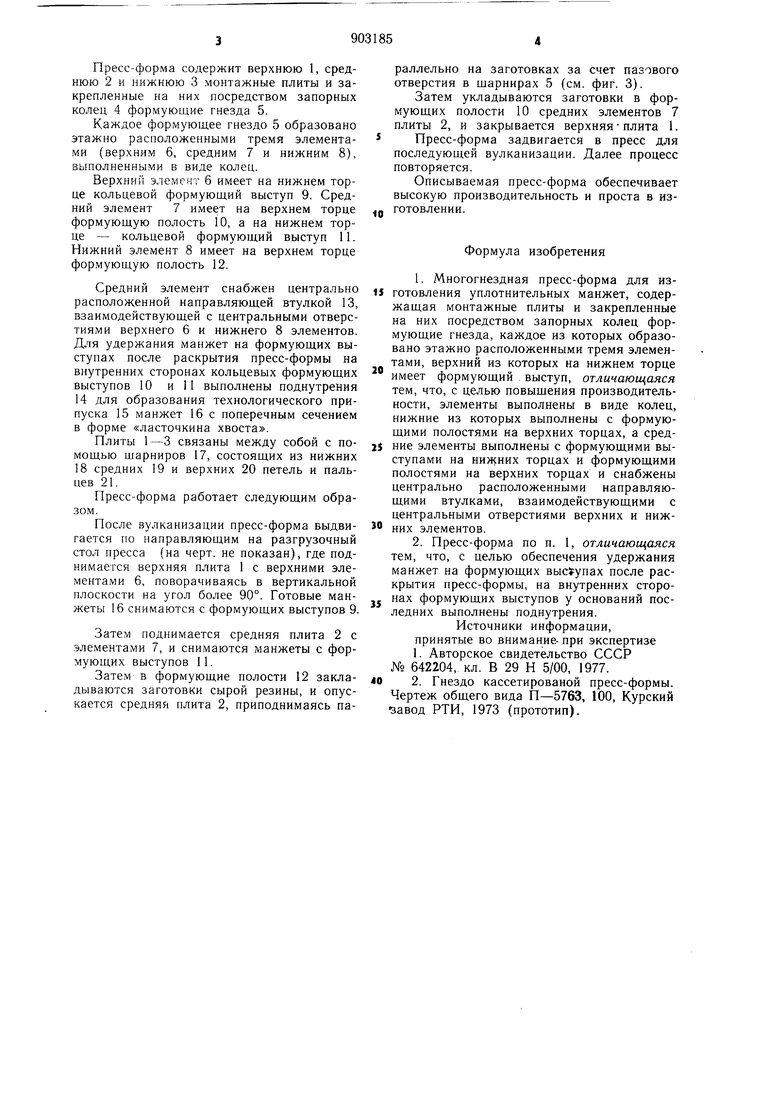
На фиг. 1 изображена описываемая прессформа; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - фрагмент формующего узла с поднутрением в рабочем положении пресс-формы.
Пресс-форма содержит верхнюю 1, среднюю 2 и нижнюю 3 монтажные плиты и закрепленные на них посредством запорных колец 4 формующие гнезда 5.
Каждое формующее гнездо 5 образовано этажно расположенными тремя элементами (верхним 6, средним 7 и нижним 8), выполненными в виде колец.
Верхний элемент б имеет на нижнем торце кольцевой формующий выступ 9. Средний элемент 7 имеет на верхнем торце формующую полость 10, а на нижнем торце - кольцевой формующий выступ 11. Нижний элемент 8 имеет на верхнем торце формующую полость 12.
Средний элемент снабжен центрально расположенной направляющей втулкой 13, взаимодействующей с центральными отверстиями верхнего 6 и нижнего 8 элементов. Для удержания манжет на формующих выступах после раскрытия пресс-формы на внутренних сторонах кольцевых формующих выступов 10 и 11 выполнены поднутрения 14 для образования технологического припуска 15 манжет 16 с поперечным сечением в форме «ласточкина хвоста.
Плиты 1-3 связаны между собой с помощью шарниров 17, состоящих из нижних 18 средних 19 и верхних 20 петель и пальцев 21.
Пресс-форма работает следующим образом.
После вулканизации пресс-форма выдвигается по направляющим на разгрузочный стол пресса (на черт, не показан), где поднимается верхняя плита 1 с верхними элементами 6, поворачиваясь в вертикальной плоскости на угол более 90°. Готовые манжеты 16 снимаются с формующих выступов 9.
Затем поднимается средняя плита 2 с элементами 7, и снимаются манжеты с формующих выступов 11.
Затем в формующие полости 12 закладываются заготовки сырой резины, и опускается средняя плита 2, приподнимаясь параллельно на заготовках за счет пазового отверстия в щарнирах 5 (см. фиг. 3).
Затем укладываются заготовки в формующих полости 10 средних элементов 7 плиты 2, и закрывается верхняя плита 1. Пресс-форма задвигается в пресс для последующей вулканизации. Далее процесс повторяется.
Описываемая пресс-форма обеспечивает высокую производительность и проста в изготовлении.
Формула изобретения
Источники информации, принятые во внимание-при экспертизе 1. Авторское свидетельство СССР № 642204, кл. В 29 Н 5/00, 1977. 2. Гнездо кассетированой пресс-формы. Чертеж общего вида П-5763, 100, Курский завод РТИ, 1973 (прототип).
