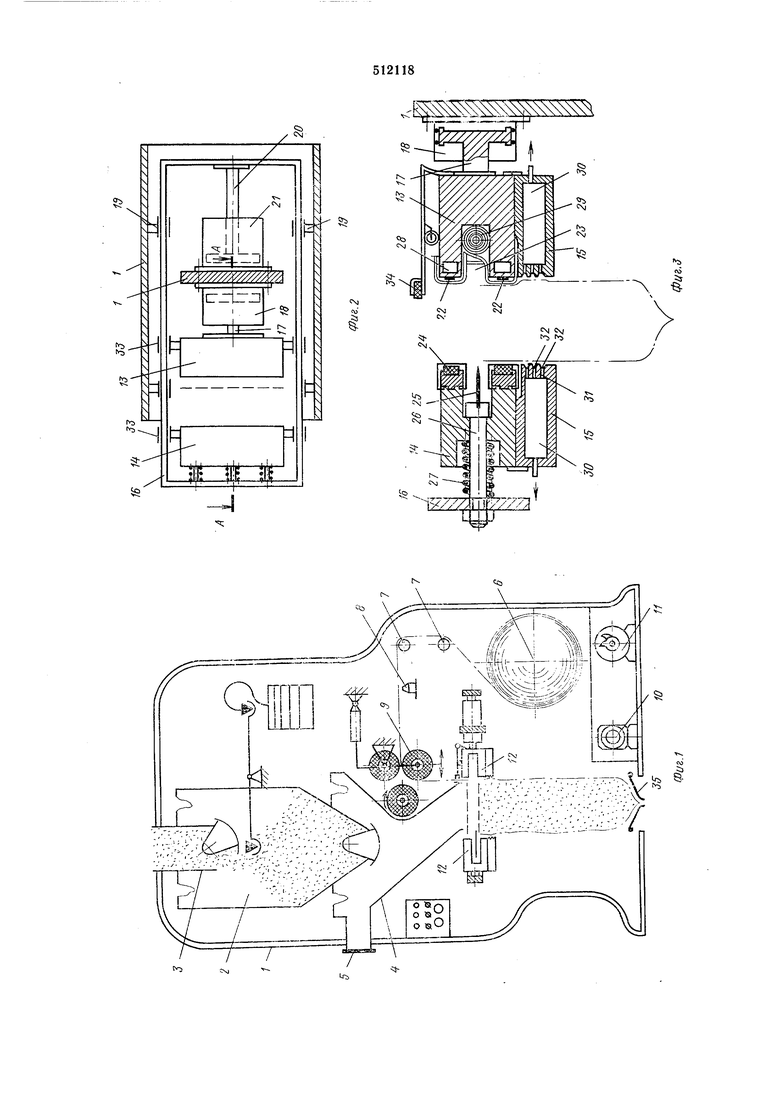
стью возвратно-поступательного перемещения в горизонтальной плоскости в направляющих 19 станины от штока 20 пневмоцилиндра 21.
В нагревательную губку 13 вмонтированы термоэлементы 22, разделенные пазом 23. В опорной губке 14 напротив термоэлементов вмонтированы эластичные элементы 24, между которыми проходит нож 25, закрепленный на стойках 26, являющихся одновремеино направляющими опорной губки и пружин 27. Нож 25 при движении входит в паз 23. В нагревательной губке предусмотрепы камеры 28 для циркуляции охлаждающей термоэлементы 22 жидкости. В пазу 23 уложена катущка 29 с двумя слоями защитной термостойкой тканн, концамн которой накрыты термоэлементы 22.
Вакуумные присоски 15 имеют камеры 30, подключенные с одной стороны к источнику вакуума, а с другой - сообщенные отверстияМП 31 с замкнутыми канавками 32 на рабочей поверхности губок.
По торцам нагревательной и опорной губок расположены направляющие 33 для перемещения их в раме. Сверху нагревательной губки шарнирно укреплен подпружиненный зажим 34 для удержания конца исходной рукавной пленки после отрезки мещка и отрыва его от нагревательной губки после заварки днища очередного мешка.
В нижней части станины под объединенным блоком 12 на расстоянии длины мешка установлено вибрационное створчатое сбрасывающее устройство 35.
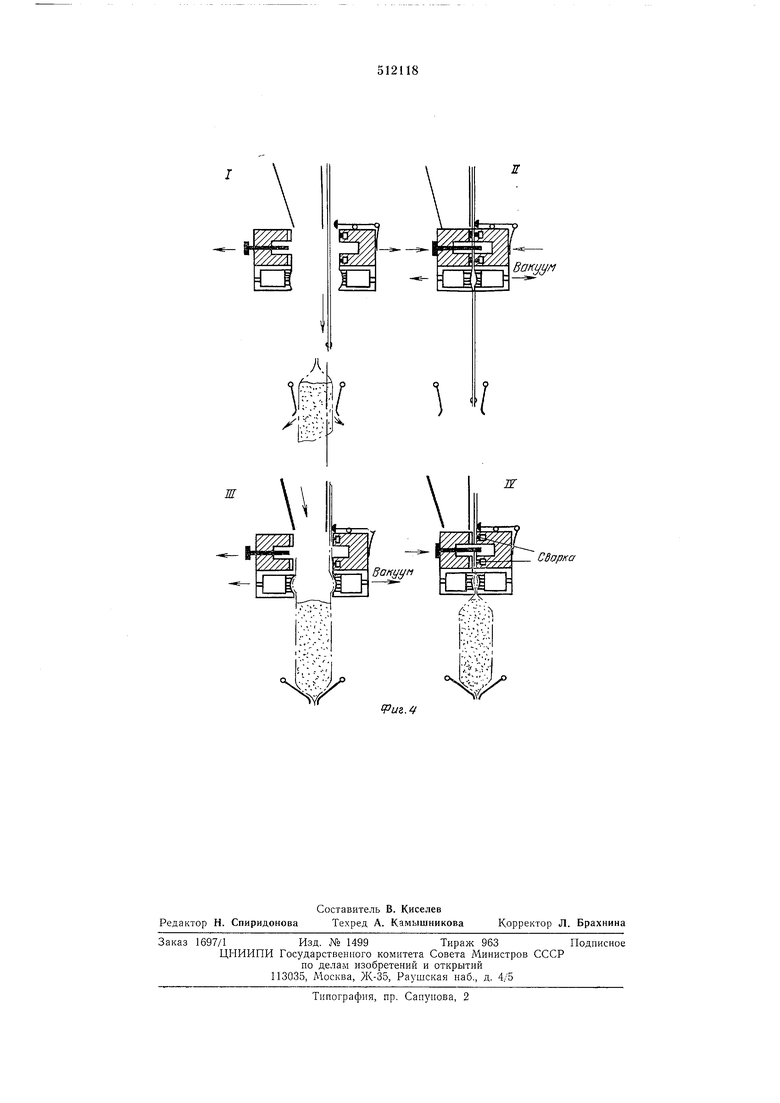
Предлагаемое устройство работает по автоматическому циклу от командного устройства.
Цикл I. Под действием пневмоцилиндров 18 и 21, воздействующих на раму и нагревательную губку, раздвигаются нагревательная и опорная губки 13 и 14. Одновременно отключается вакуум от присосок 15, освобождая готовый мешок, открываются створки сбрасывающего устройства 35, осуществляется подача рукавной пленки на длину .мешка, начинается подготовка норции продукта в дозирующем устройстве.
Цикл II. По сигналу следящего устройства 8 отключается устройство 9 подачи рукава, под действием пневмоцнлиндров нагревательная и опорная губки сходятся, подключается вакуум к вакуумным присоскам.
При сжатии пружин 27 отрезной нож 25 пересекает плоскость рукава и отрезает мешок. Зажим 34 придерживает плепку.
Цикл III. Под действием пневмоцилиндра 21 рамы 16 опорная губка 14 отходит от неподвижной нагревательной губки 13, вакуумные присоски 15 раскрывают горловину мешка, зажим 34 удерживает конец исходной рукавной пленки, створки сбрасывающего устройства 35 закрываются, одновременно открывается затвор дозатора 2, происходит выгрузка порции продукта через течку 4 в подготовленный мешок и утруска его за счет вибраций сбрасывающего устройства. В заданный момент времени включаются термоэлементы 22 нагревательной губки.
Цикл IV. Закрывается затвор дозатора 2. Под действием пневмоцилиндра 21 перемещается рама 16, опорная губка 14 прижимается к нагревательной 13. Происходит термосваривание швов горловины заполненного мешка и днища последующего. Параллельно начинается подготовка следующей порции продукта. В заданный момент времени нагревательные элементы 22 отключаются, швы охлаждаются за счет циркулирующей в камерах 28 нагревательной губки 13 охлаждающей жидкости.
Затем все циклы повторяются.
Формула изобретения
Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала, содержащее станину, рулоподержатель, направляющие ролики, дозатор, подвижную раму с расположенными внутри нее подвижными опорными и нагревательными губками, одни из которых подпружинены, и ножом, а также привод губок, отличающееся тем, что, с целью увеличения производительности, иа нижней части губок с рабочей стороны выполнены отверстия, сообщенные с вакуум-системой, при этом губки установлены на одних горизонтальных направляющих, а рама - на других горизонтальных направляющих, привод же губок размещен внутри рамы и связан с ней для ее горизонтального перемещепия.
/
Si
50
i ILp
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU407794A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU610729A1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ | 1992 |
|
RU2020029C1 |
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1987 |
|
SU1433853A2 |
| Способ упаковки в эластичный рукав группы предметов | 1983 |
|
SU1161425A1 |
gffffy
Л,
Ш
х;.
Ж
ж
сварка
Вакууп
