Изобретение относится к технологии обработки стекла и может быть использовано при изготовлении микроканальных блоков, предназначенных для ис- пользования в качестве оптических систем электронно-оптических преобразователей, в аппаратуре специального назначения для формирования направленных газовых пучков в вакууме и фокусировке нейтронных излучений, а также в фильтрующих устройствах для тонкой очистки и разделения различных сред.
Цель изобретения - увеличение вы- хода годных за счет повышения показателей прозрачности и однородности структуры.
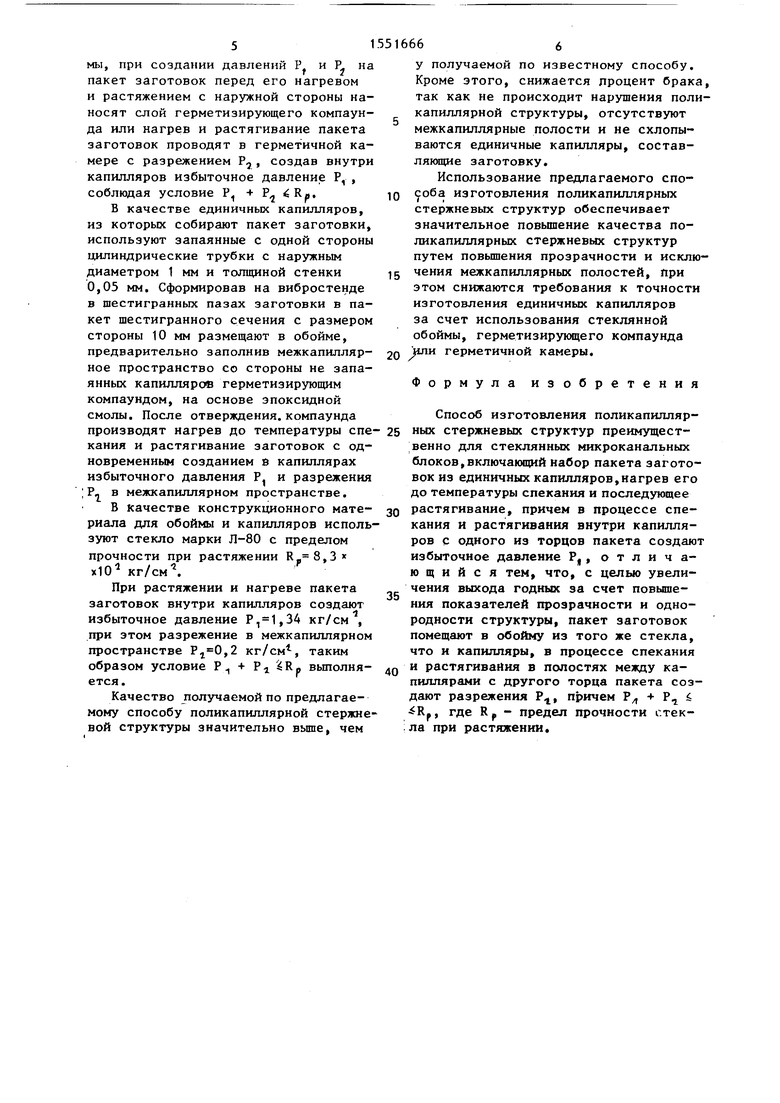
На фиг. 1 схематически представлен пакет заготовок, размещенный внутри стеклянной обоймы, продольное сечение; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрагмент стержневой структуры с деформированными капиллярами.
Процесс изготовления поликапиллярной структуры осуществляют следующим образом.
Набирают пакет 1 заготовок из единичных, например цилиндрических, ка- пилляров 2, запаянных с одной стороны, и размещают его в стеклянной обойме 3 (фиг. 1). К торцам обоймы 3 подключают пневмосистему (не показана), в которой патрубок 4 предназначен для создания избыточного давления Р, внутри единичной капилляров, а патрубок 5 - для создания разрежения Рг в полостях между капиллярами 2 При этом межкапиллярные пространства в пакете 1 со стороны патрубка 4 заполняют каким-либо герметизирующим компаундом и после его отверждения производят нагрев и растягивание пакета 1 заготовок с одновременным созданием внутри капилляров 2 избыточного давления Р , а в межкапиллярных полостях разрежения Р, соблюдая условие Р, + Pt Rp, где R р- предел
прочности стекла при растяжении.
Качество получаемой стержневой поликапиллярной структуры улучшается ввиду того, что комбинированное пневматическое воздействие обеспечивает одинаковость физических условий, в которых протекают процессы нагрева и вытягивания.
Поскольку внутри капилляров 2 создают избыточное давление РП , то после
Q
5
5
0
5
нагрева они стремятся расшириться в межкапиллярное пространство. Для равномерной ликвидации межкапиллярных полостей в них создают разрежение Р, что улучшает условия расширения капилляров 2 под действием давления Р.,.
Для того, чтобы ликвидация полостей происходила полностью и равномерно, создание избыточного давления Р1 и разрежения Р2 осуществляют одновременно с противоположных торцов пакета 1 заготовок.
Проведение процесса вытягивания стержневой структуры при повышенных значениях давления, т.е. Р + , может привести к деформации единичных капилляров, составляющих поликапиллярную структуру, что значительно снижает качество структуры, делает невозможным ее использование в оптических системах электронно-оптических преобразователей. Фрагмент поликапиллярной стержневой структуры с деформированными капиллярами представлен на фиг. 3.
В качестве параметра, ограничивающего сумму давлений Р и Р7 , выбрано значение предела прочности при растяжении стекла Rp потому, что его величина оказывает решающее влияние на формообразование получаемой перетягиванием прликапиллярной стержневой структуры.
Сохранение равновесия между суммой давлений Р1 и Рг и пределом прочности растяжений Rp обеспечивает получение поликапиллярных структур с требуемой геометрией, используемых в электронно-оптических преобразователях.
При получении методом перетягивания поликапиллярных стержневых структур неизбежно возникновение межкапиллярных полостей, что значительно снижает показатель однородности стержневой структуры.
Для обеспечения равных физических свойств при нагреве и растягивании пакета обойму следует изготавливать из того же материала, что и материал единичных капилляров.
Форма поперечного сечения обоймы, как и форма поперечного сечения капилляров, может быть выбрана произвольной, например цилиндр, шестигранник и т.д 0
В некоторых случаях, при невозможности использования стеклянной обой51
мы, при создании давлений Р и Р на пакет заготовок перед его нагревом и растяжением с наружной стороны наносят слой герметизирующего компаунда или нагрев и растягивание пакета заготовок проводят в герметичной камере с разрежением Р7, создав внутри капилляров избыточное давление Р, , соблюдая условие Р, + Р R.
В качестве единичных капилляров, из которых собирают пакет заготовки, используют запаянные с одной стороны цилиндрические трубки с наружным диаметром 1 мм и толщиной стенки 0,05 мм. Сформировав на вибростенде в шестигранных пазах заготовки в пакет шестигранного сечения с размером стороны 10 мм размещают в обойме, предварительно заполнив межкапиллярное пространство со стороны не запаянных капилляров герметизирующим компаундом, на основе эпоксидной смолы. После отверждения, компаунда производят нагрев до температуры спекания и растягивание заготовок с одновременным созданием в капиллярах избыточного давления Pt и разрежения ; Р„ в межкапиллярном пространстве.
В качестве конструкционного материала для обоймы и капилляров используют стекло марки Л-80 с пределом прочности при растяжении R 8,3 х10а кг/см.
При растяжении и нагреве пакета заготовок внутри капилляров создают избыточное давление Р,1,34 кг/см , при этом разрежение в межкапиллярном пространстве ,2 кг/см1, таким образом условие Р., + Р а R . выполняется.
Качество получаемой по предлагаемому способу поликапиллярной стержневой структуры значительно выше, чем
51666б
у получаемой по известному способу. Кроме этого, снижается процент брака, так как не происходит нарушения поликапиллярной структуры, отсутствуют межкапиллярные полости и не схлопы- ваются единичные капилляры, составляющие заготовку.
Использование предлагаемого спо10 соба изготовления поликапиллярных стержневых структур обеспечивает значительное повышение качества поликапиллярных стержневых структур путем повышения прозрачности и исклю-
15 чения межкапиллярных полостей, При этом снижаются требования к точности изготовления единичных капилляров за счет использования стеклянной обоймы, герметизирующего компаунда
2Q ши герметичной камеры.
Формула изобретения
Способ изготовления поликапилляр- 25 ных стержневых структур преимущественно для стеклянных микроканальных блоков,включающий набор пакета заготовок из единичных капилляров,нагрев его до температуры спекания и последующее
30 растягивание, причем в процессе спекания и растягивания внутри капилляров с одного из торцов пакета создают избыточное давление Р,, отличающийся тем, что, с целью увеличения выхода годных за счет повышения показателей прозрачности и однородности структуры, пакет заготовок помещают в обойму из того же стекла, что и капилляры, в процессе спекания
40 и растягивания в полостях между капиллярами с другого торца пакета создают разрежения Pt, причем Р„ + Ра Ј R., где Rp - предел прочности стек- .ла при растяжении.
35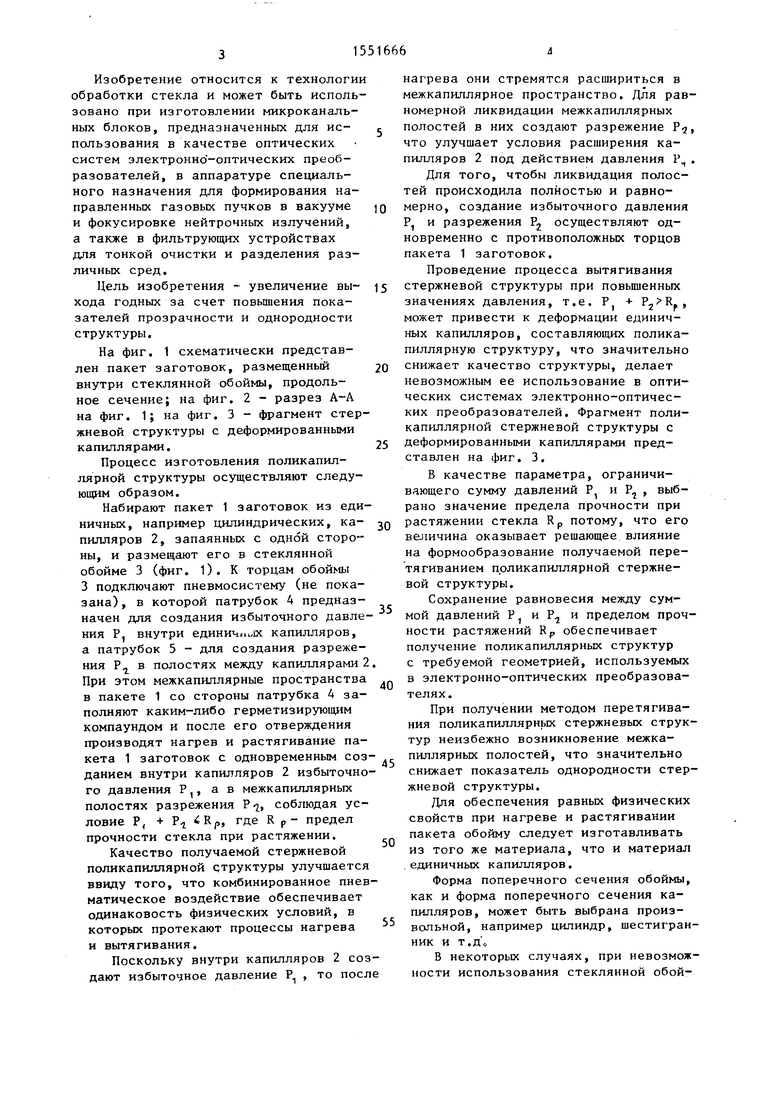
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНОГО БЛОКА ИЗ СТЁКОЛ РАЗНЫХ СОСТАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2772026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| Способ изготовления поликапиллярных стержневых структур | 1987 |
|
SU1498727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКАПИЛЛЯРНОЙ ЖЕСТКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ СТРУКТУРЫ ИЛИ ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕНТГЕНОВСКИМ И ДРУГИМИ ВИДАМИ ИЗЛУЧЕНИЯ | 1994 |
|
RU2096353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО СТРУКТУРНОГО БЛОКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2024 |
|
RU2838697C1 |
| УСТРОЙСТВО ДОСТАВКИ И АНАЛИЗА БИОЛОГИЧЕСКИХ ПРОБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2323978C1 |
| СПОСОБ СПЕКАНИЯ ВОЛОКОННЫХ ПАКЕТОВ | 1991 |
|
RU2010774C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ СТЕКОЛ | 2000 |
|
RU2202778C2 |
| Способ изготовления многоканальных пластин | 1988 |
|
SU1671620A1 |
| МНОГОКАНАЛЬНЫЙ НАКОНЕЧНИК ДЛЯ ЭКСТРАКЦИИ НУКЛЕИНОВЫХ КИСЛОТ, БЕЛКОВ И ПЕПТИДОВ | 2013 |
|
RU2547597C1 |
Изобретение относится к технологии обработки стекла и может быть использовано при изготовлении микроканальных блоков, предназначенных для использования в качестве оптических систем электронно-оптических преобразователей, в аппаратуре специального назначения для формирования направленных газовых пучков в вакууме и фокусировке нейтронных излучений, а также в фильтрующих устройствах для тонкой очистки и разделения различных сред. Изобретение направлено на увеличение выхода годных за счет повышения показателей прозрачности и однородности структуры. Для чего набранный из единичных капилляров 2 пакет 1 заготовок перед его нагревом до температуры спекания и последующем растягиванием помещают в обойму 3 из того же стекла, что и капилляры и в процессе нагрева и растягивания подвергают комбинированному пневматическому воздействию путем создания внутри капилляров избыточного давления P1, а в полостях между капиллярами разряжения P2, причем P1+P2≤RP, где RP - предел прочности при растяжении стекла, при этом создание упомянутых давлений осуществляют одновременно с противоположных торцов пакета. 3 ил.
Фае. Z
Фиг.3
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКАНАЛЬНЫХ БЛОКОВ | 0 |
|
SU203173A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
