Изобретение относится к обработке металлов давлением и может быть использовано при получении утолщения на стенках труб.
Целью изобретения является расширение технологических возможностей за счет обеспечения получения как внутреннего, так и наружного утолщений.
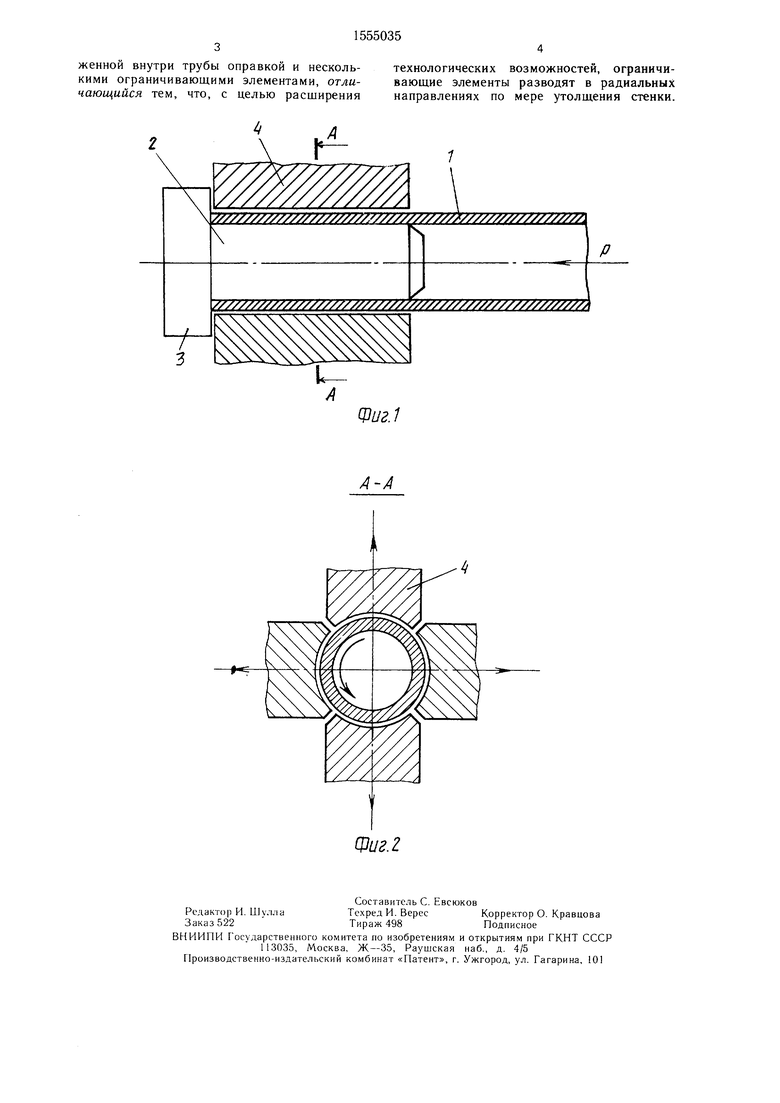
На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1.
Труба 1 с нагретым на необходимую длину концом одевается на оправку 2, упирается торцом в плоскую часть пуансона 3, жестко связанного с оправкой, затем приводится во вращение. Пуансон с оправкой имеют возможность свободного вращения вокруг своей оси. Одновременно с вращением к трубе прикладывается осевое усилие Р, достаточное для осадки нагретого- участка. Выпучивание стенки трубы в процессе высадки предупреждают ограничивающие элементы в виде линеек 4,
образующих круглый или многогранный калибр. В процессе высадки по мере утолщения стенки трубы линейки разводятся до получения необходимой величины утолщения. После окончания высадки линейки разводятся и труба снимается с оправки. Количество линеек и их калибров не ограничивается, так как в зависимости от назначения труб могут быть самые различные сочетания Образование облоя исключается в связи с вращением трубы. Полу ченные поверхности высаженного конца трубы не требуют черновой механической обработки. При необходимости получения внутреннего утолщения стенки линейки не разводятся, а высадка производится на оправке меньшего диаметра.
Формула изобретения
Способ утолщения стенки трубы, включающий высадку нагретого участка вращающейся трубы осевым усилием в калибре, образованном пуансоном с располоСПСП СП
О 00
сп
женной внутри трубы оправкой и несколькими ограничивающими элементами, отличающийся тем, что, с целью расширения
технологических возможностей, ограничивающие элементы разводят в радиальных направлениях по мере утолщения стенки.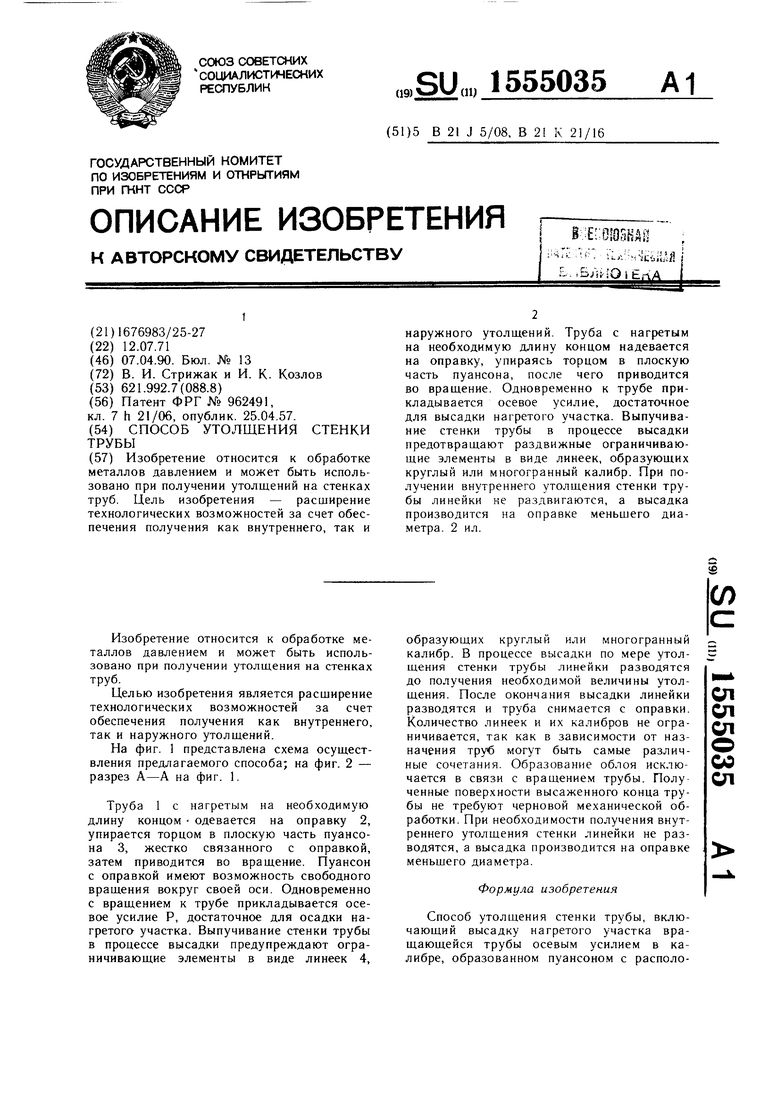
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения утолщений на круглых заготовках | 1978 |
|
SU727295A1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Способ прессвалковой прошивки | 1980 |
|
SU1005962A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Способ комбинированной высадки концов труб | 2018 |
|
RU2686503C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении утолщений на стенках труб. Цель изобретения - расширение технологических возможностей за счет обеспечения получения как внутреннего, так и наружного утолщений. Труба с нагретым на необходимую длину концом надевается на оправку, упираясь торцом в плоскую часть пуансона, после чего приводится во вращение. Одновременно к трубе прикладывается осевое усилие, достаточное для высадки нагретого участка. Выпучивание стенки трубы в процессе высадки предотвращают раздвижные ограничивающие элементы в виде линеек, образующих круглый или многогранный калибр. При получении внутреннего утолщения стенки трубы линейки не раздвигаются, а высадка производится на оправке меньшего диаметра. 2 ил.
Фиг.1
| Сборно-разборное здание "Север-3 | 1980 |
|
SU962491A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
