Изобретение относится к обработке металлов давлением и может быть использовано н устройствах для резки сортового проката на заготовки.
Цель изобретения - повышение надежности и производительности процесса раскроя проката„
На чертеже изображена схема системы управления раскроем проката,
Система управления раскроем проката содержит бесконтактный индукционный фазовращатель 1, выход которого электрически соединен с устройством 2 преобразования аналогово- го сигнала в цифровой код, выход которого соединен с устройством 3 осуществления вычислительно-командных операций, второй вход которого соединен с устройством 4 ввода чис- ловых данных, и датчик 5 положения торца отрезаемой заготовки, который снабжен блоком 6 памяти, электрически связанным с устройством 3 осуществления вычислительно-командных операций, один выход которого соединен со схемой 7 управления приводом 8 ножниц 9, а другой - со схемой 10 управления приводом П механизма 12 подачи проката 13, при этом бескон- тактный фазовращатель 1 жестко связан с валом ведомой звездочки 14 механизма 12 подачи.
Система работает следующим образом о
Б исходном положении прокат 13 ориентируется в продольном направлении и фиксируется в механизме 12 подачи. При включении механизма 12 подачи передний торец проката 13
проходит через разведенные ножи режущего механизма ножниц 9 и обнаруживается датчиком 5 положения торца отрезаемой заготовки, сигнал от которого поступает в устройство 3 осуществле- ния вычислительно-командных операций через блок 6 памяти , При этом одновременно отключается датчик 5, подается сигнал на схему 10 управления привода механизма подачи и схе- му 7 управления привода ножниц для исполнения запрограммированной длины калибровочного реза В блоке памяти записывается нулевая координата (линия калибровочного реза), от которой в дальнейшем ведется отсчет перемещения проката. При дальнейшем продвижении проката сигнал от бес- к,онтактного индукционного фазовраща
5 «
5
теля 1, сдвиг фазы которого пропорционален углу поворота, в устройстве 2 преобразовывается в код текущего линейного перемещения,, Длина отрезаемой заготовки задается устройством 4 ввода числовых данных (задатчиком линейных перемещений)0
В устройстве 3 осуществляется непрерывное сравнение кодов задатчика линейных перемещений и кодов текущего приращения перемещения от устройства 2 преобразования аналогового сигнала в цифровой код, при их равенстве на выходе устройства 3 появляется сигнал, поступающий на схему 10 управления приводом механизма подачи для остановки и на схему 7 управления приводом ножниц для выполнения очередного реза проката. Изменение размера длины заготовки производится изменением цифрового кода устройства 4 оператором или от внешней информационно-управляющей системы.
Далее процесс повторяется, при этом в качестве отсчетной координаты приращения перемещения принимается сумма нулевой координаты и длин предыдущих отрезаемых заготовок.
Формулаизобретения
Система управления раскроем проката на ножницах, включающих приводной механизм подачи проката, содержащая бесконтактный индукционный фазовращатель, выход которого электрически соединен с устройством преобразования аналогового сигнала в цифровой код, выход которого соединен с устройством осуществления вычислительно-командных операций, второй вход которого соединен с устройством ввода числовых данных, и датчик положения торца отрезаемой заготовки, отличающаяся тем, что, с целью повышения надежности и производительности, датчик положения торца отрезаемой заготовки снабжен блоком памяти, электрически связанным с устройством осуществления вычислительно-командных операций, один выход которого соединен со схемой управления приводом ножниц, а другой - со схемой управления приводом механизма подачи проката, при этом бесконтактный индукционный фазовращатель жестко связан с механизмом подачи проката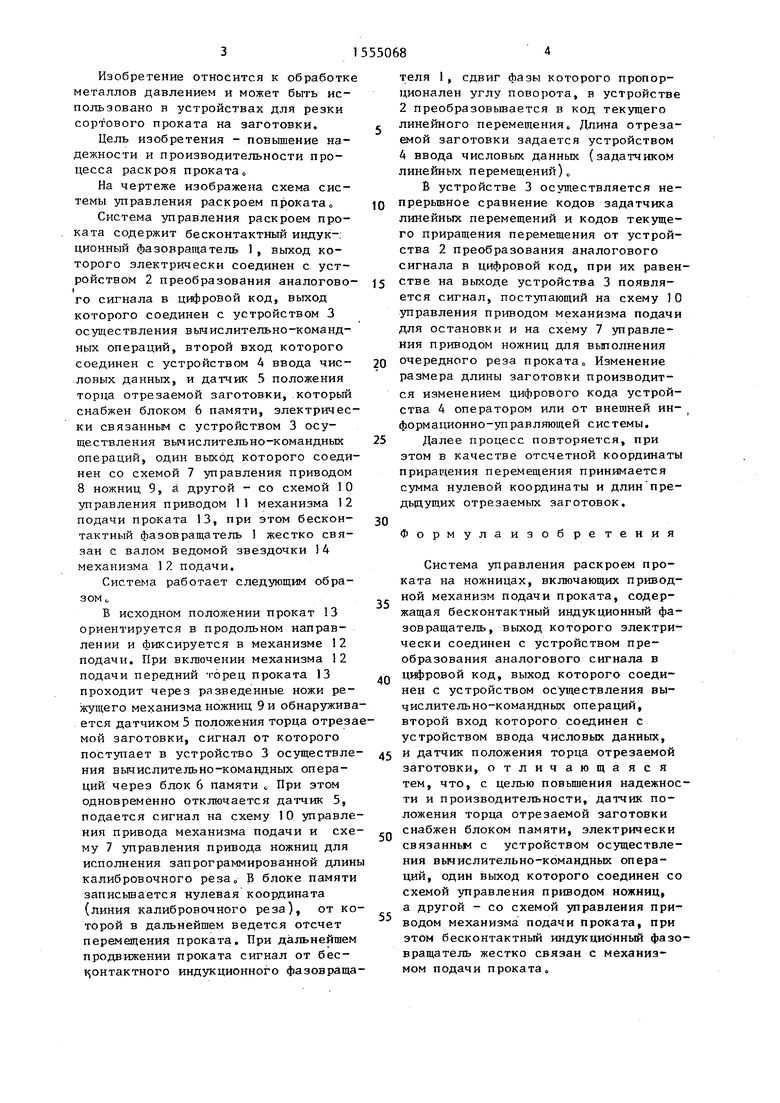
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы сортовые кривошипные | 1980 |
|
SU952478A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Устройство для автоматического раскроя сортового проката | 1983 |
|
SU1106605A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| Устройство для раскроя и резки преимущественно жестких профилей | 1980 |
|
SU963730A2 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в раскройно-заготовительном производстве, а именно в системах управления технологическим процессом раскроя листовых материалов на мерные заготовки. Цель - повышение надежности и производительности системы управления раскроем проката. Система содержит ножницы 9 с приводом 8 в виде двигателя, механизм подачи 12 проката 13, бесконтактный индукционный фазовращатель 1, выход которого соединен электрической связью с устройством 2 преобразования аналогового сигнала в цифровой код. Выход последнего соединен с устройством 3 для осуществления вычислительно-командных операций, которое соединено с устройством 4 ввода числовых данных. В систему введен датчик 5 торца заготовки. Бесконтактный индукционный фазовращатель 1 жестко связан с механизмом подачи 12 проката. Датчик 5 торца заготовки, установленный за линией реза ножниц 9, через блок памяти 6 электрически связан с устройством 3 для осуществления вычислительно-командных операций. Один выход устройства 3 соединен со схемой управления 7 приводом 8 ножниц 9, а другой - со схемой управления 10 приводом 11 механизма подачи 12 проката. 1 ил.
| Ножницы сортовые кривошипные | 1980 |
|
SU952478A1 |
