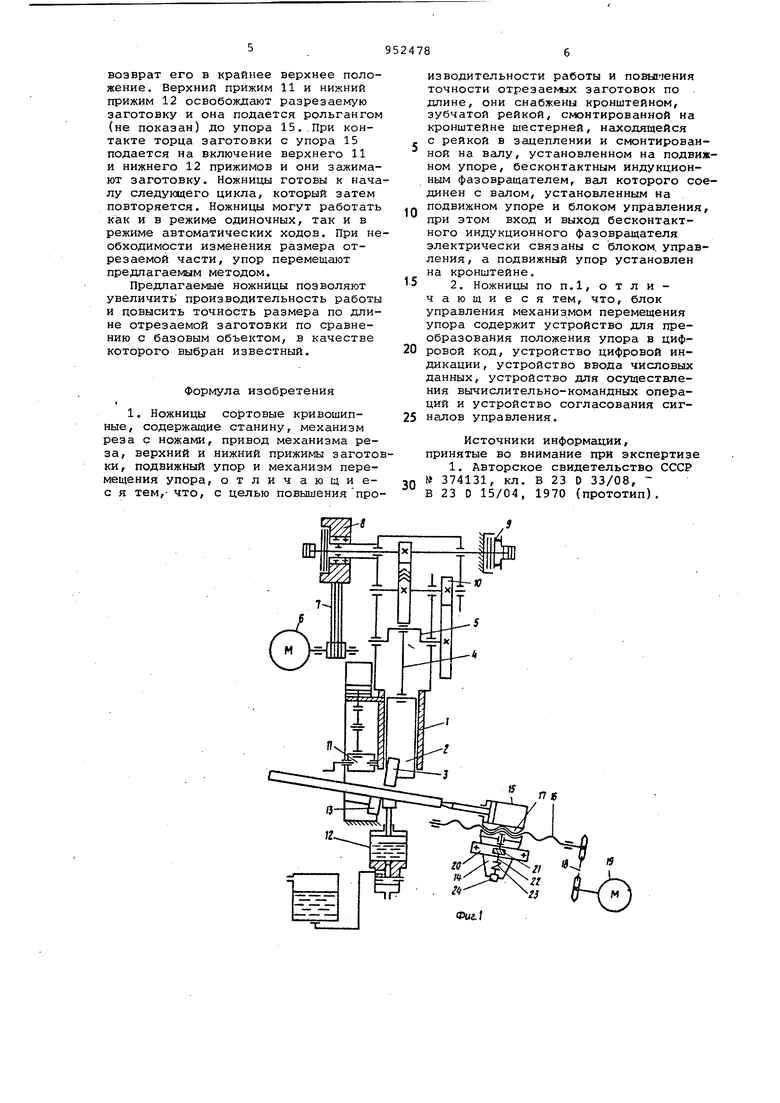
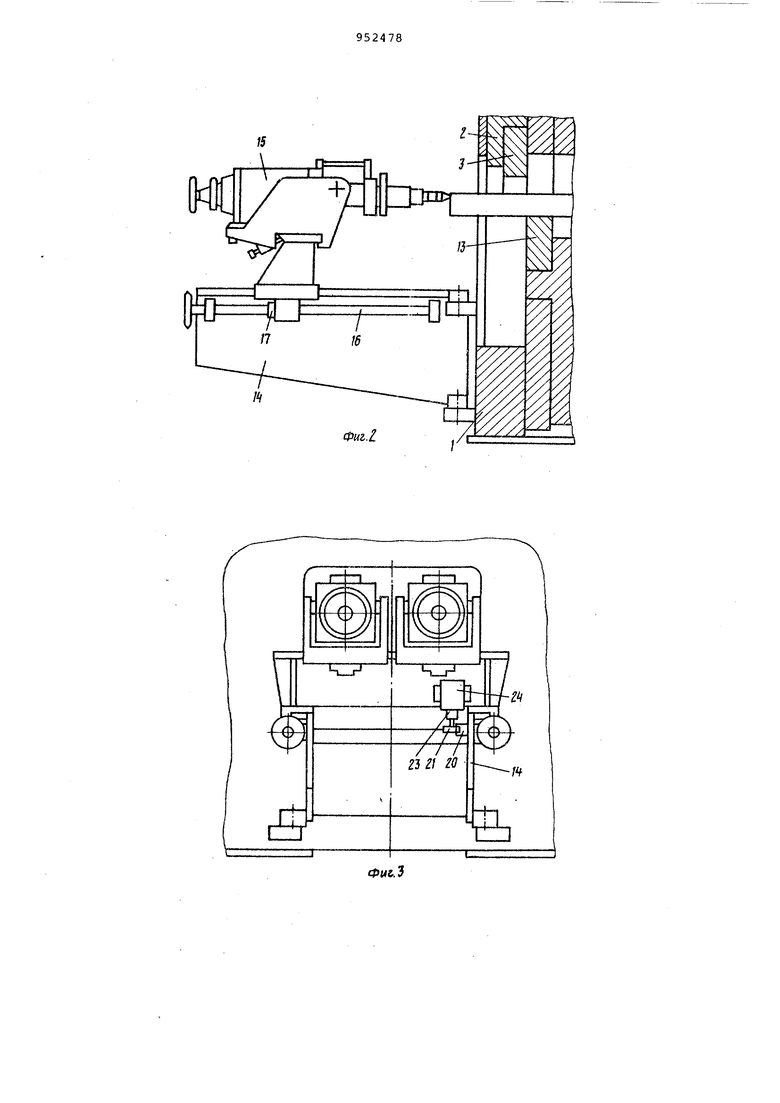
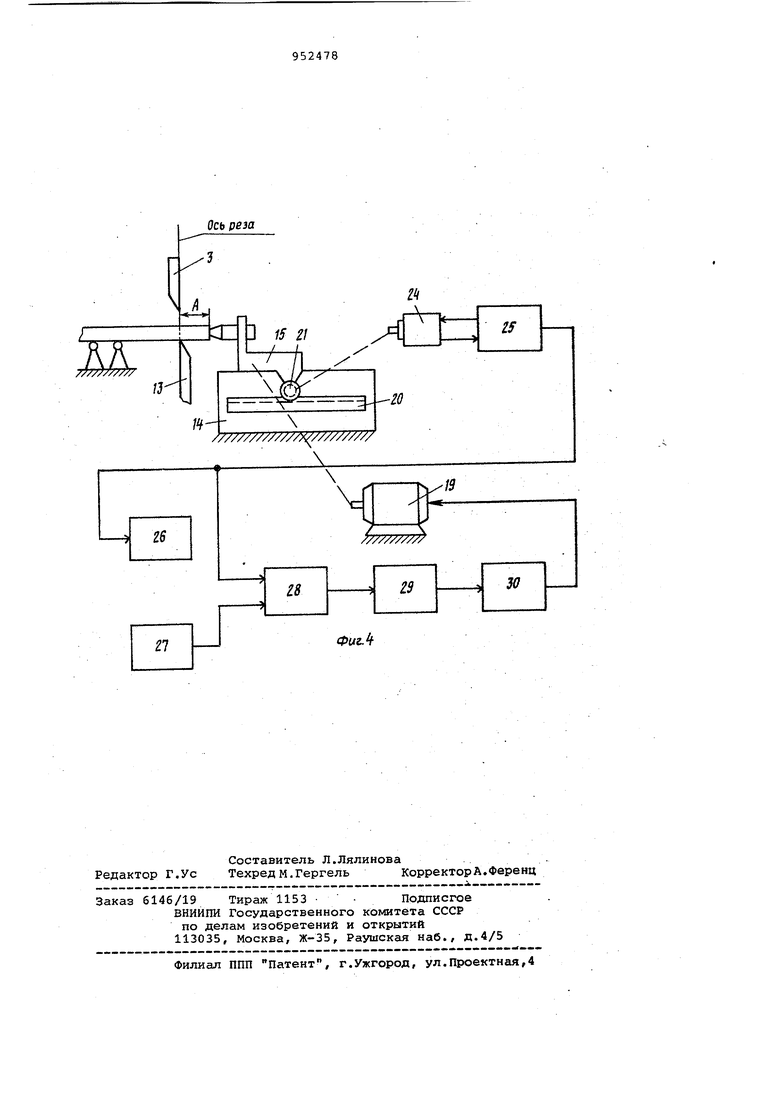
ство цифровой индикации, устройство ввода числовых данных устройство для осуществления вычислительно-командных операций и устройство согласования сигналов управления. На фиг.1 иэобршкена кинематическая схема ножнищ на фиг.2 - часть станины с кронштейном и упором; на .З - упор, вид сбоку; на фиг. 4 схема блока управления упором и прохождения сигналов. Ножницы сортовые кривошипные содержат станину 1, в направляющих которой перемещаются ползун 2,.не- сущий верхний нож 3, соединенный посредством шатуна 4 с кривошипным валом 5, и образующий в совокупности с ними кривошипно-шатунный исполнительный механизм, привод,состоящий из главного двигателя 6, клиноременной передачи 7, маховика с муфтой 8 тормоза 9 и зубчатого редуктора 10, верхний прижим Д1, нижний прижим 12 нижний нож 13, закрепленный на станине 1, кронштейн 14, подвижный упор 15, установленный на кронштейне 14, винтовую передачу, состоящую из винта 16 и гайки 17, жестко закрепленной на подвижном упоре. Винт 16 . посредством цепной передачи 18 соеди нен с электродвигателем 19 привода перемещения упора 15. На кронштейне 14 закреплена зубчатая рейка 20, зацепляющая с шестерней 21, установлен ной на валу 22, смонтированной на упоре 15, соединенным муфтой 23 с бесконтактным индукционным фазовращателем 24. Вход и выход бесконтактtioro индукционного фазовращателя 24 соединены электрической связью с блоком управления, состоящим из устройства для преобразования положения упора 15 в цифровой код 25, устройст ва цифровой индикации размера заготовки 2(5, устройства для ввода числовых данных 27, устройства для осу щестБления вычислительно-командных операций 28, устройства согласования сигналов управления 29. Блок управления соединен с элементами 30 упра ления электродвигателем 19. Ножницы сортовые кривошипные работают следующим образом. В исходном положении ползуна 2ос ществляют установку упора 15 на заданный размер отрезаемой заготовки. При подаче напряжения на блок управления устройство 25 для преобр зования положения упора 15 в цифрогвой код определяет координату фактического положения 15 и передает информационный сигнал на устройство вычислительно-командных операций 28. Программным переключателем {не показан) устройства ввода числовых данных 27 вводят в блок управ ления числовые данные требуемого расстояния от оси реза, а с помощью наборного поля (не показано) устройства для ввода числовых данных 27 вводим числовые данные расстояний между фактическим и требуемым положением упора 15, при котором должно осуществляться ступенчатое изменение величины и направления скорос:ти движения упора 15. При этом устройство вычислительно-командных опе.раций 28, получив информационный сигнсШ от устройства ввода числовых данных 27 и информационный сигнал от устройства 25 для преобразования положения упора 15 в цифровой код выработает командные сигналы, которые поступают на устройство согласования сигналов управления 29, где преобразуются и подаются на элементы управления 30 электродвигателем 19, Элементы управления 30 включают электродвигаTf-ль 19, который Начнет вращаться и через цепную передачу 18, винт 16 и гайку 17 приводит в движение упор 15, одновременно с движением которого начнет вращение шестерня 21, зацепляющаяся с зубчатой рейкой 20 и через вал 22 и муфту 23 приводит во вращение бесконтактный индукционный фазовращатель 24. Сигналы на входе и выходе фазовращателя начнут изменяться и разность фаз между ними передается на блок управления, именно, на устройство 25 преобразования поло5кения упора в цифровой код о Информационные сигналы, получаемые от устройства 25 преобразования положения упора 15 в цифровой код в процессе движения упора. 15 сравниваются устройством вычислительно-командных операций 28 с информационными сигналами, поступающими от устройства 27 ввода числовых данных и в запрогра умированных ситуациях устройство вырабатывает командные сигналы, которые проходя через устройство согласования сигналов управления 29 и элементы управления 30 электродвигателем 19 осуществляют Ступенчатое изменение скорости вращения двигателя 19 и его остановку на заданном расстоянии от оси реза. Таким образом упор 15 пришел в заданное положение, а устройство цифровой индикации 26 показывает точный размер расстояния А от оси реза, и следовательно, точный размер отрезаемой заготовки. Включением электродвигателя 6 через клино-рёменную передачу 7 осуществляют разгон постоянно-вращаюцдахся с маховиком элементов муфты 8. При включении муфты 8 движение через зубчатый редуктор 10 передается кривошипному валу 5, шатуну 4 и ползуну 2 с верхним ножом 3. Осуществляется рабочий ход ползуна 2 ножниц и
возврат его в крайнее верхнее положение. Верхний прижим 11 и нижний прижим 12 освобождают разрезаемую заготовку и она подается рольгангом (не показан) до упора 15..При контакте торца заготовки с упора 15 подается на включение верхнего 11 и нижнего 12 прижимов и они зажимают заготовку. Ножницы готовы к началу следующего цикла, который затем повторяется. Ножницы могут работать как и в режиме одиночных, так и в режиме автоматических ходов. При необходимости изменения размера отрезаемой части, упор перемещают предлагае1 лм методом.
Предлагаемые ножницы позволяют увеличить производительность работы и повысить точность размера по длине отрезаемой заготовки по сравнению с базовым объектом, в качестве которого выбран известный.
Формула изобретения
1. Ножницы сортовые кривошипные, содержащие станину, механизм реза с ножами, привод механизма реза, верхний и нижний прижимы заготовки, подвижный упор и механизм перемещения упора, отличающиес я тем,- что, с целью повышения производительности работы и повы1)ения точности отрезае1 лх заготовок по длине, они снабжены кронштейном, зубчатой рейкой, смонтированной на кронштейне шестерней, находящейся с рейкой в зацеплении и смонтированной на валу, установленном на подвижном упоре, бесконтактным индукционным фазовращателем, вал которого соединен с валом, установленным на подвижном упоре и блоком управления,
0 при этом вход и выход бесконтактного индукционного фазовращателя электрически связаны с блоком, управления, а подвижный упор установлен на кронштейне.
5
2. Ножницы поп,1, отличающие ся тем, что, блок управления механизмом перемещения упора содержит устройство для преобразования положения упора в цифровой код, устройство цифровой индикации , устройство ввода числовых данных, устройство для осуществления вычислительно-командных операций и устройство согласования сигналов управления.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР п № 374131, кл. В 23 О 33/08, В 23 О 15/04, 1970 (прототип).
15
/
Фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем проката | 1986 |
|
SU1555068A1 |
| Ножницы для резки проката на мерные заготовки | 1984 |
|
SU1183308A1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Кривошипные ножницы для резки заготовок | 1983 |
|
SU1133048A2 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
////7////////7У ////////
X
