Изобретение относится к обработке металлов давлением и может быть использовано для перемещения листового материала к обрабатывающей машине.
Цель изобретения - повышение надежности работы и производительности процесса перемещения.
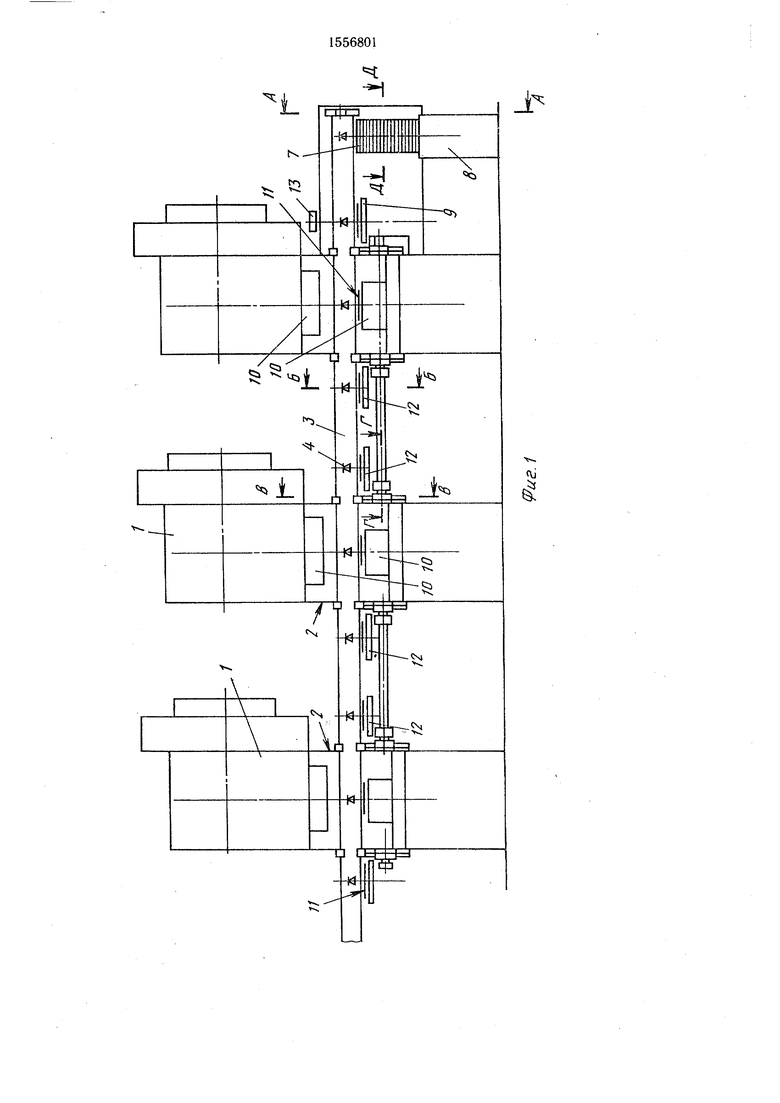
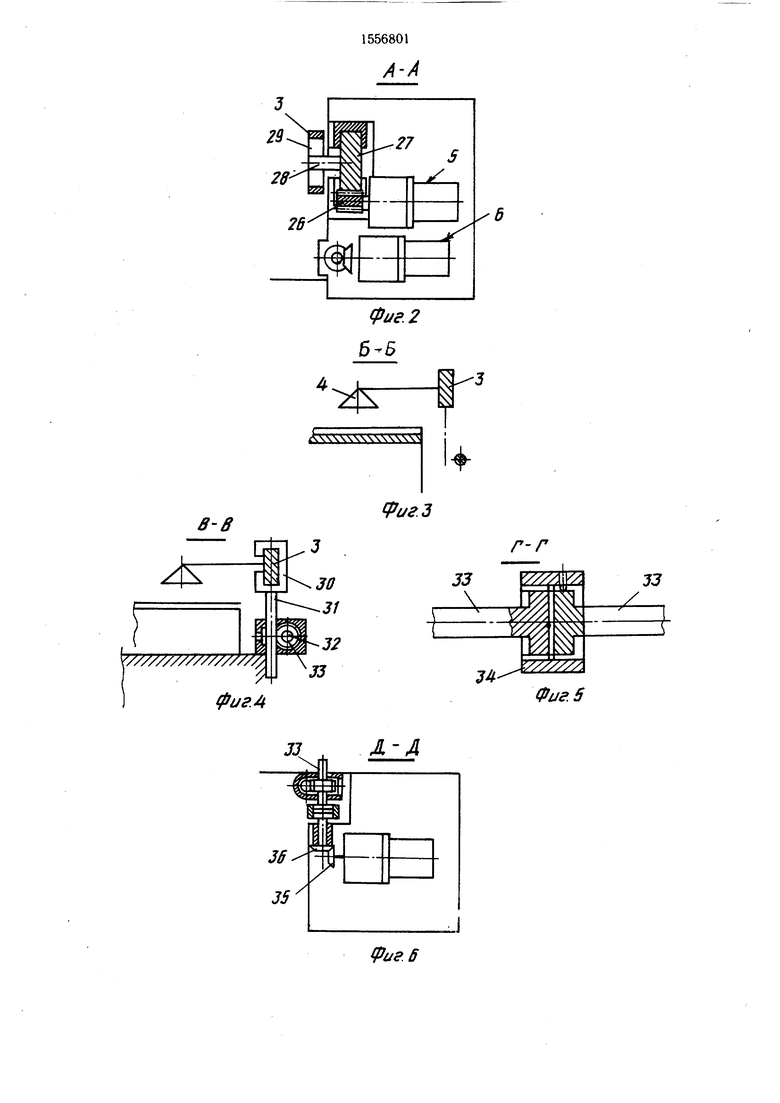
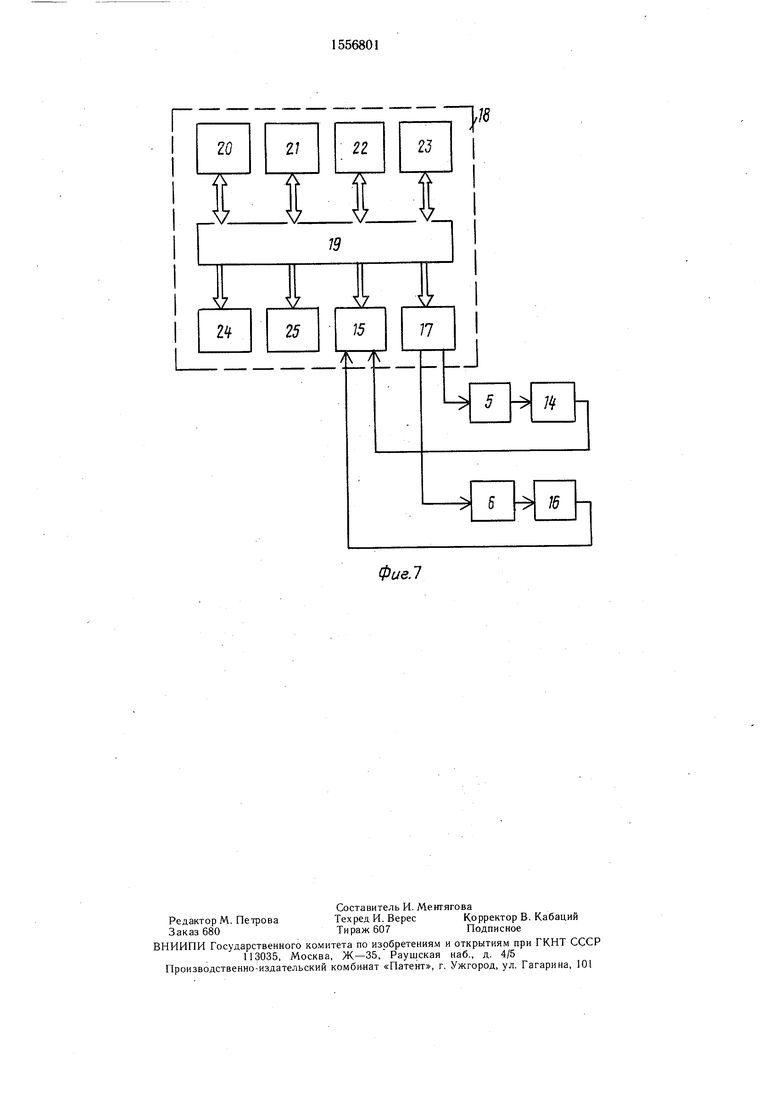
На фиг. 1 изображено устройство для перемещения листового материала к обрабатывающей машине; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - система управления.
Устройство может быть агрегатировано с одним или с группой прессов 1 и монтируется в штамповом пространстве спереди прессов на станинах 2. Устройство содержит траверсу 3, несущую захватные органы 4, электрический привод 5 горизонтального перемещения руки 3 и электрический привод 6 (подъема) вертикального перемещения Заготовки 7 (листы) уложены в магазинном устройстве 8, обеспечивающем необходимый уровень подачи заготовок 7 (листов).
Устройство снабжено промежуточным столом 9, находящимся перед штампом 10. В нем имеется также механизм ориентации и механизм контроля сдвоенности (не показано). Готовое изделие обозначено позицией 11. Между штампами 10 находятся промежуточные столы 12, предназначенные для
сд
СП
о
00
последующего переноса для следующих операций или укладки в тару (не показано). Для контроля сдвоенности используют индуктивный датчик 13. С электрическим приводом 5 горизонтального перемещения ру- ки 3 связан фотоимпульсный датчик 14, выход которого в свою очередь связан с входом счетчика 15 величины перемещения, а с электрическим приводом 6 вертикального перемещения траверсы 3 связан фотоимпульсный датчик 16, выход которого связан с вторым входом счетчика 15. Входы электрического привода 5 горизонтального перемещения траверсы 3 и электрического привода 6 вертикального перемещения траверсы 3 связаны соответственно с первым и вторым выходами цифроаналогового преобразователя 17. Система 18 управления может быть выполнена на базе программируемого контроллера, содержащего связанные через внутрисистемный интерфейс 19 следующие функциональ- ные блоки: микропроцессорный модуль 20, предназначенный для выполнения арифметических и логических операций и выдачи управляющих команд; оперативно запоминающий блок 21, служащий для хранения промежуточных результатов обработки про- граммы; перепрограммируемый запоминающий блок 22, обеспечивающий запись, длительное энергонезависимое хранение и многократное считывание рабочей программы пользователя; интерфейсный модуль 23, через который обеспечивается связь контроллера с внешними устройствами, например программаторами, печатающими устройствами, накопителями (не показано), модуль 24 ввода дискретных сигналов; модуль 25 вывода дискретных сигналов; счетчик 15, предназначенный для счета импульсных сигналов поступающих с частотой, большей частоты обращения микропроцессора к обычному входу модуля 25 ввода дискретных сигналов; цифроаналоговый преобразователь 17, преобразующий цифровой сигнал микропроцес- сора в совместимый с приводами аналоговый сигнал (например, +10 В - 010 В)
Связь с технологическим оборудованием, органами управления и индикации, расположенными на пульте управления, осуществляется программируемым контроллером че- рез модули 24 ввода и модули 25 вывода дискретных сигналов.
. Электрические приводы 5 и 6 представляют собой мотор-редукторы, т. е. агрегаты соединения электродвигателей с редукторами. На валу электрического привода 5 горизонтального перемещения траверсы 3 смонтирована цилиндрическая зубчатая шестерня 26, зацепляющаяся с зубьями рейки 27, снабженной пальцем 28, входящим в паз 29 руки 3, охватывающейся скобами 30 со стой- ками 31, на которых выполнены зубчатые рейки, зацепляющимися с зубьями шестерен 32, смонтированных на валу 33 механизма вертикального перемещения руки 3. Вал
33 состоит из нескольких отдельных частей, соединенных между собой зубчатыми муфтами 34. На валу электрического привода 6 вертикального перемещения руки 3 установлена коническая шестерня 35, зубья которой входят в зацепление с конической шестерней 36, смонтированной на валу 33.
Устройство работает следующим образом.
При вращении электрического привода 5 по часовой стрелке (по чертежу) рейка 27 перемещается вправо, а при вращении упомянутого привода против часовой стрелки (по чертежу) - влево. Вместе с рейкой при этом соответственно синхронно перемещается траверса 3.
При вращении электрического привода 6 (фиг. 6) по часовой стрелке вал 33 вращается против часовой стрелки, а с изменением направления вращения привода изменяется направление вращения и вала 33. При вращении вала 33 против часовой стрелки стойки 31 совместно со скобами 30, траверсой 3 и захватными органами 4 опускаются, а при вращении вала 33 по часовой стрелке стойки 31, скобы 30, траверса 3 и захватные органы 4 поднимаются.
Процесс переноса заготовок осуществляется в следующей последовательности. Из исходного верхнего положения траверса 3 с захватными органами 4 электрическим приводом 6 опускается до упора одних захватных органов до заготовки 7, а других - вначале до промежуточных столов 9 и 12. После поднятия захваченных заготовок 7 включается электрический привод 5 и заготовка (или заготовки) перемещается на определенный шаг. По достижении захватными органами 4 необходимого положения электрический привод 5 останавливается и включается электрический привод 6 на опускание руки с захватными органами. После освобождения захватов от заготовок, например соединение полостей присосок с атмосферой (не показано), электрический привод 6 включается на подъем траверсы 3 с подъемными органами. По достижении траверсой 3 верхнего положения электрический привод 6 отключается и вновь включается электрический привод 5 на перемещение траверсы 3 вправо. Затем опять в описанном порядке траверса 3 опускается, захватывается захватным органом заготовка, которая затем поднимается и транспортируется влево. Влево в этом случае транспортируются также все заготовки, находившиеся при этом на столах 10 прессов и промежуточных столах 9 и 12, и цикл повторяется до окончательной обработки заготовки всеми прессами с последующей укладкой их в тару или передачей их на сборку. При этом перед подачей заготовки в штамп 10 и в последующие штампы последующих прессов осуществляется ориентация и производится контроль сдвоенности заготовок, например, индуктивным датчиком 3.
Алгоритм работы устройства записан в запоминающий блок 22 и через внутрисистемный интерфейс 19 передается в микропроцессорный модуль 20. Промежуточные результаты обработки программы хранятся в оперативно-запоминающем блоке 21. Управление исполнительными органами, органами индикации и технологическим оборудованием, а также связь с органами управления и конечными выключателями (не показаны) осуществляется через модуль 24 ввода дискретных сигналов и модуль 25 вывода дискретных сигналов по заданной программе микропроцессорным модулем 20. Позиционные руки 3 с захватными органами 4 при вертикальном и горизонтальном перемещении происходит следующим образом.
Величина перемещения постоянна и поэтому может быть введена заранее через программу в систему 18 управления. В счетчик 15 вводится микропроцессорным модулем 20 заданная величина перемещения для каждого канала и счетчик 15 программи- руетсч на вычитание. При этом за время одного перемещения в счетчик 15 величина перемещения вводится в несколько приемов для обеспечения заданного закона движения, например разгон и торможение на пониженной скорости. При поступлении команды на перемещение микропроцессорный модуль 20 через внутрисистемный интерфейс 19 передает код необходимой скорости (например, разгона) в цифоаналоговый преобразователь 17, который выдает аналоговый сигнал на вход электрического привода 5 горизонтального перемещения (аналогичного и вертикального). Траверса 3 начинает перемещаться и на счетчик 15 поступают импульсы с фото им пуль с но го датчика 14, количество которых прямо пропорционально совершенному перемещению.
Счетчик 15 работает на вычитание и по окончании разгона, о чем свидетельствует окончание счета счетчика 15 и изменение его состояния, в него записывается новое значение, в цифроаналоговый преобразователь 17 - ход более высокой скорости и электрический привод 5 увеличивает скорость перемещения траверсы 3, величина перемещения считывается с фотоимпульсного датчика 14. Затем при подходе к заданной точке в счетчик 15 и цифроаналоговый преобразователь 17 задается величина перемещения и скорость при торможении, а по окончании счета счетчиком 15 задающий сигнал снимается и происходит останов траверсы 3. По аналогичному закону осуществляется реверс и управление второй координатой.
Предлагаемое устройство позволяет аг- регатировать его как с одним, так и сразу
0
5
0
5
0
5
0
5
0
5
с несколькими прессами, переналаживать его на обслуживание как одного, так и большего числа прессов без дополнительных приводов, увеличивать или уменьшать производительность процесса изготовления деталей. Устройство достаточно просто и имеет малую металлоемкость, надежно в работе, легко в обслуживании.
Формула изобретения
1. Устройство для перемещения листового материала к обрабатывающей машине, содержащее станину, систему управления, горизонтальные направляющие, установленные на станине с возможностью возвратно- поступательного перемещения в вертикальном направлении, преобразующий механизм, выполненный в виде вала, смонтированного на станине горизонтально и связанного с приводом подъема, по меньшей мере одной зубчатой рейки, закрепленной на горизонтальных направляющих, и по меньшей мере одной шестерни, установленной на валу с возможностью взаимодействия с зубчатой рейкой, траверсу с захватными органами, подвижно установленную в горизонтальных направляющих и имеющую по меньшей мере один вертикальный паз, палец, подвижно установленный в вертикальном пазу траверсы и связанный через дополнительный преобразующий механизм с приводом горизонтального перемещения, отличающееся тем, что, с целью повышения надежности в работе и производительности процесса перемещения, оно снабжено датчиком контроля сдвоенных листов, соединенным с системой управления и установленным на одном из захватных органов перед обрабатывающей машиной по ходу перемещения листов, и двумя фотоимпульсными датчиками перемещения, система управления выполнена в виде счетчика величины перемещения, цифроанало- гового микропроцессорного модуля, оперативно-запоминающего блока, перепрограммируемого запоминающего блока, интерфейсного модуля, модуля ввода дискретных сигналов, модуля вывода дискретных сигналов, и внутрисистемного интерфейса, причем каждый из фотоимпульсных датчиков перемещения соединен с одним из приводов и со счетчиком величины перемещения, а каждый из приводов - с цифроаналоговым преобразователем.
2.Устройство по п. 1, отличающееся тем, что дополнительный преобразующий механизм выполнен в виде зубчато-реечной передачи.
3.Устройство по п. 1, отличающееся тем, что оно снабжено зубчатыми муфтами, а вал выполнен из отдельных частей, соединенных зубчатыми муфтами.
Ч
JL
(X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листовых заготовок в рабочую зону пресса | 1991 |
|
SU1777569A3 |
| Промышленный робот | 1983 |
|
SU1155334A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1338940A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для отделения листовых заготовок от стопы | 1980 |
|
SU978987A1 |
| Грейферная подача | 1980 |
|
SU1077684A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И РАЗМЕТКИ ДЕТАЛЕЙ | 1967 |
|
SU216469A1 |
| ГРУЗОПОДЪЕМНЫЙ КРАН | 1968 |
|
SU206825A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для перемещения листового материала к обрабатывающей машине. Цель изобретения - повышение надежности работы и производительности процесса перемещения. Устройство содержит горизонтальные направляющие, приводимые в движение в вертикальном направлении через зубчато-реечную передачу от привода подъема, траверсу с захватными органами, подвижно установленную в горизонтальных направляющих и связанную через зубчато-реечную передачу с приводом горизонтального перемещения, систему управления, фотоимпульсные датчики величины перемещения, соединенные с приводами, и датчик контроля сдвоенных листов, соединенный с системой управления и установленный на одном из захватных органов перед обрабатывающей машиной по ходу перемещения листов. Система управления выполнена в виде счетчика величины перемещения, цифроаналогового преобразователя, микропроцессорного модуля, оперативно-запоминающего блока, перепрограммируемого запоминающего блока, интерфейсного модуля, модуля ввода дискретных сигналов, модуля вывода дискретных сигналов, оперативно-запоминающего блока и внутрисистемного интерфейса. Приводы соединены с цифроаналоговым преобразователем, а фотоимпульсные датчики перемещения соединены со счетчиком величины перемещения. 2 з.п. ф-лы, 8 ил.
к. tn
1
«N
и
L
44
.
«S
«N .-#JLi
ч
-
т
1
-и
SS
j«d
j
Ј
-S
-SN
в-в
/////////////////7/
фигЛ
Фиг.З
33
Фиг. 5
Л А
Фиг. б
Фие.1
| Грейферный подающий механизм к многопозиционному прессу | 1985 |
|
SU1279722A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
