1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для перемещения изделий междз рабочими позициями МНОГОПОЭИ11ИОННОГО пресса.
Цель изобретения - повышение надежности работы.
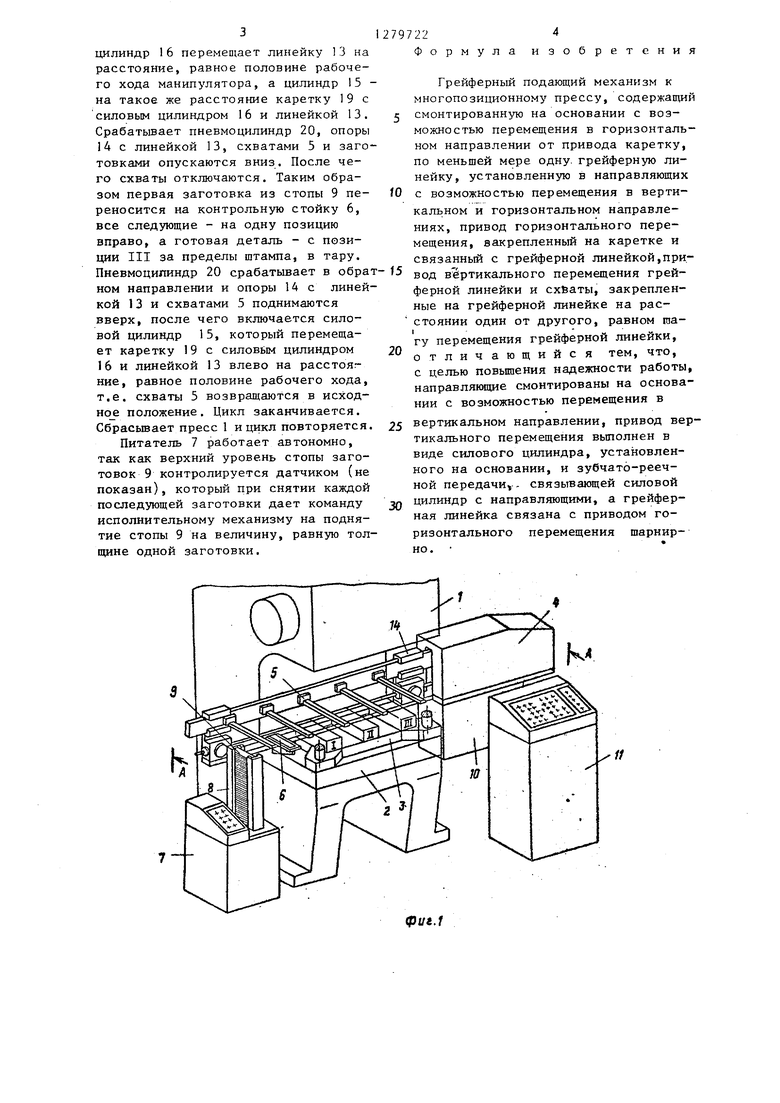
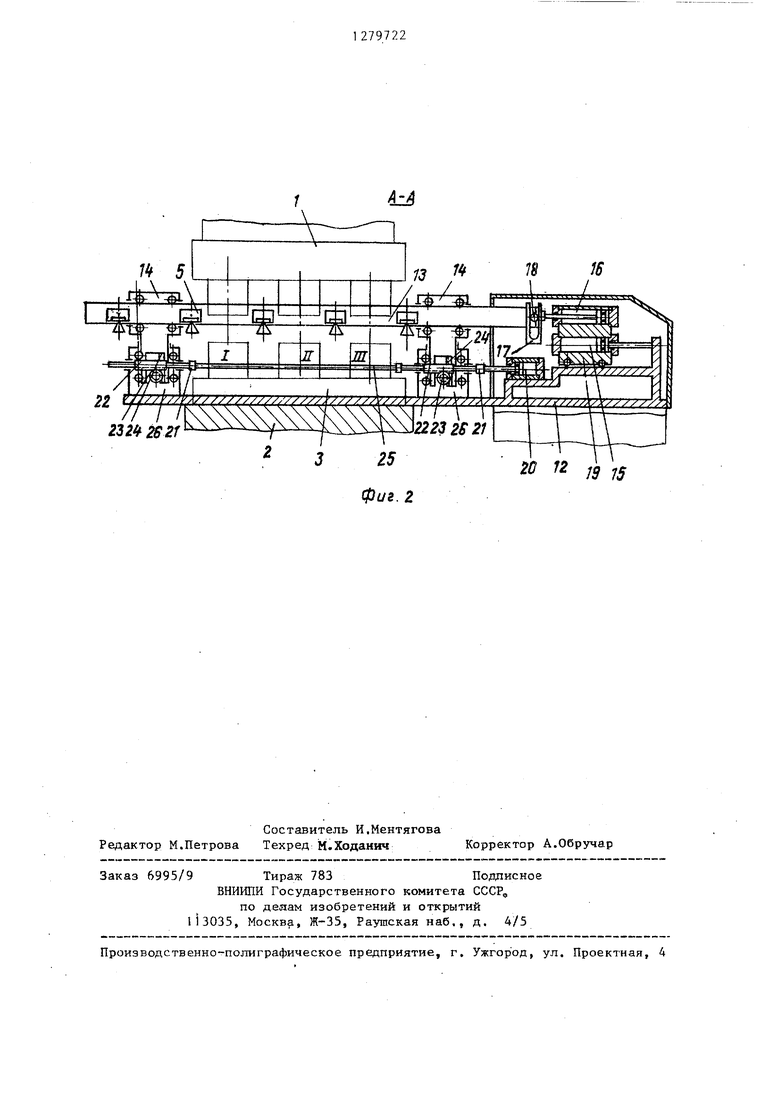
На фиг, I изображен грейферный подающий механизм к многопозиционному прессу на фиг, 2 - разрез А-А на фиг, 1 ,
Грейферный подающий механизм, установленный на прессе 1 ,, содержит стол 2 с многопозиционным штампом 3, корпус 4, схват 5, контрольную стойку 6, питатель 7 со сменной кассетой 8 для размещения стопы заготовок 9j, пневмоблок lOj систему 11 управления, основание 12,, грейферную линейку 13, установленную в направляющих 14 с возможностью перемещения в горизонтальном направлении, привод, выполненный в виде силовых цилиндров 15 и 16. Привод 16 связан с линейкой 13 через шарнир 17 и палец 18. Направляющие -14 смонтированы на основании 12 с вознож- ностью перемещения в вертикальном направлении и снабжены приводом вертикального перемещения. Силовые цилиндры 15 и 16 смонтированы в каретке 19 имеющей возможность гори зонтального перемещения по основанию 12. Привод вертикальных перемещений состоит из пневмоцилиндра 20, шток которого через муфты 2, рейки 22, шестерни 23, рейки 24 и тягу 25 связан с направляющими 14, имеющими возможность вертикального перемещения в корпусах 26, закрепленных на основании 12,
Контрольная стойка 6 является промежуточной позицией между кассетой 8 питателя 7 и позицией 1 щтам па 3 и предназначена для контроля с помощью датчика (не показан) количества заготовок, поступающих в штамп. Базирование заготовок на ней осуществляется аналогично базирова-- нию на позициях штампа.
Многопозиционный, штамп 3 устроен таким образом, что при его закрытии во время штамповки между позициями образуются ниши, достаточные для размещения в них схватов 5.
Пневмоблок 10 служит для подгото ки и распределения сжатого воздугса между цилинд,рами 15, 16 и 20,
97222
Система 11 управления предназначена для программного управления и контроля с помощью датчиков (не показаны) положения рабочих органов 5 и наличия заготовок на схватах 5 в кассете 8,
Расстояние между кассетой 8, контрольной стойкой 6 и позициями штампа 3 равно расстоянию между схватами Ш 5 на линейке 13 и равно величине
ее рабочего хода, а величина хода силовых цилиндров 15 и 16 равна половине рабочего хода линейки 13.
Грейферный пода1ош;ий механизм ра- 5 ботает следующим образом.
В исходном положении ползун пресса 1 находится в верхнем положении, а схваты 5, закрепленные на линейке 13 - в верхнем положении между кас- 20 сетой 8j контрольной стойкой 6 и позициями I, ll и III штампа на расстоянии, равном половине рабочего хода „ На всех позициях штампа (l,II, III), контрольной стойке бив кас- сете 8 имеются заготовки. Все схва- ть 5 отключены.
При включении в работу в автоматическом .режиме согласно программы срабатьгоает пресс, ползун (не пока- 30 зан) пресса идет вниз и производит штамповку трех заготовок в штампе (на позиции - первая операция, на позиции II - вторая, на позиции III - третья). После подъема ползуна прес- JJJ са вверх срабатьтает силовой ци- ииндр 16 и перемещает линейку 13 в направляющих 14 вместе со схватами 5 влево на рассто шие, равное половине рабочего ходе, линейки 13, в ре- 40 зультате чего первый схват (слева- направо) окажется над кассетой 8, второй - над контрольной стойкой 6, третий четвертый и пятый - соответственно над I, II и III позициями 45 штампа 3. Затем включается пневмо- цилиндр 20 и с помощью реек 22, шестерен 23, реек 24 и тяги 25 опускает опоры 14 с линейкой 13 и схватами 5 вниз, при этом палец 18 сво 50 бодно перемещается в пазу каретки 19. Включаются схваты, пневмоцилиндр 20 срабатывает в обратном направлении и направляющи(г 14 с линейкой 13, схватами 5 и заготовками поднимают- 55 ся вверх. После зтого одновременно срабатывают цилиндры 15 и 16 и перемещают линейку 13 в опорах 14 вправо на расстояние, равное рабочему ходу манипулятораJ при этом силовой
цилиндр 16 перемещает линейку 13 на расстояние, равное половине рабочего хода манипулятора, а цилиндр 15 на такое же расстояние каретку 19 с силовым цилиндром 16 и линейкой 13. Срабатьшает пневмоцилиндр 20, опоры 14 с линейкой 13, схватами 5 и заготовками опускаются вниз. После чего схваты отключаются. Таким образом первая заготовка из стопы 9 переносится на контрольную стойку 6, все следующие - на одну позицию вправо, а готовая деталь - с позиции III за пределы штампа, в тару. Пневмоципиндр 20 срабатывает в обраном направлении и опоры 14 с линейкой 13 и схватами 5 поднимаются вверх, после чего включается силовой цилиндр 15, который перемещает каретку 19 с силовым цилиндром 16 и линейкой 13 влево на расстоя:- ние, равное половине рабочего хода, т.е. схваты 5 возвращаются в исходно положение. Цикл заканчивается. Сбрасьшает пресс 1 и цикл повторяется.
Питатель 7 работает автономно, так как верхний уровень стопы заготовок 9 контролируется датчиком (не показан), который при снятии каждой последующей заготовки дает команду исполнительному механизму на поднятие стопы 9 на величину, равную толщине одной заготовки.
0
797224
Формула изобретения
Грейферный подающий механизм к многопозиционному прессу, содержащий
5 смонтированную на основании с возможностью перемещения в горизонтальном направлении от привода каретку, по меньшей мере одну, грейферную линейку, установленную в направляющих с возможностью перемещения в вертикальном и горизонтальном направлениях, привод горизонтального перемещения, вакрепленный на каретке и связанный с грейферной линейкой,при 5 вод вертикального перемещения грейферной линейки и схЬаты, закрепленные на грейферной линейке на расстоянии один от другого, равном гоа- гу перемещения грейферной линейки, отличающийся тем, что, с целью повышения надежности работы, направляющие смонтированы на основании с возможностью перемещения в
0
вертикальном направлении, привод вертикального перемещения вьтолнен в виде силового цилиндра, установленного на основании, и зубчато-реечной передачи - связывающей силовой цилиндр с направляющими, а грейферная линейка связана с приводом горизонтального перемещения шарнир- но.
2зг« гг
20 2 jg s
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Грейферный подающий механизм к многопозиционному прессу | 1979 |
|
SU897349A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Магазинное устройство к промышленному роботу | 1985 |
|
SU1326374A1 |
| Устройство для перемещения заготовок между рабочими позициями многопозиционного пресса | 1987 |
|
SU1438894A1 |
Изобретение относится к области холодной обработки металлов давлением. Целью изобретения является повьшение надежности работы. Включают привод горизонтального перемещения грейферной линейки, которая перемещается на половину тага вместе со схватами. Включают силовой цилиндр, который через зубчато-реечную передачу перемещает направляющие с грейферной линейкой вниз, и включают схваты. Силовой цилиндр переключают на реверсивное движение и грейферная линейка со схватами перемещается вверх совместно с направляющими. Включают привод горизонтального перемещения и привод каретки. Каретка и грейферная линейка перемещаются в направлении рабочих зон пресса. Грейферная линейка перемещается на щаг подачи. Затем грейферная линейка опускается и схваты укладьгаают заготовки на рабочие позиции пресса. После отключения схватов грейферная линейка перемещается вверх, а затем в исходное положение. 2 ил. (Л to qD vj Ю ю
| Грейферный подающий механизм к многопозиционному прессу | 1979 |
|
SU897349A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
