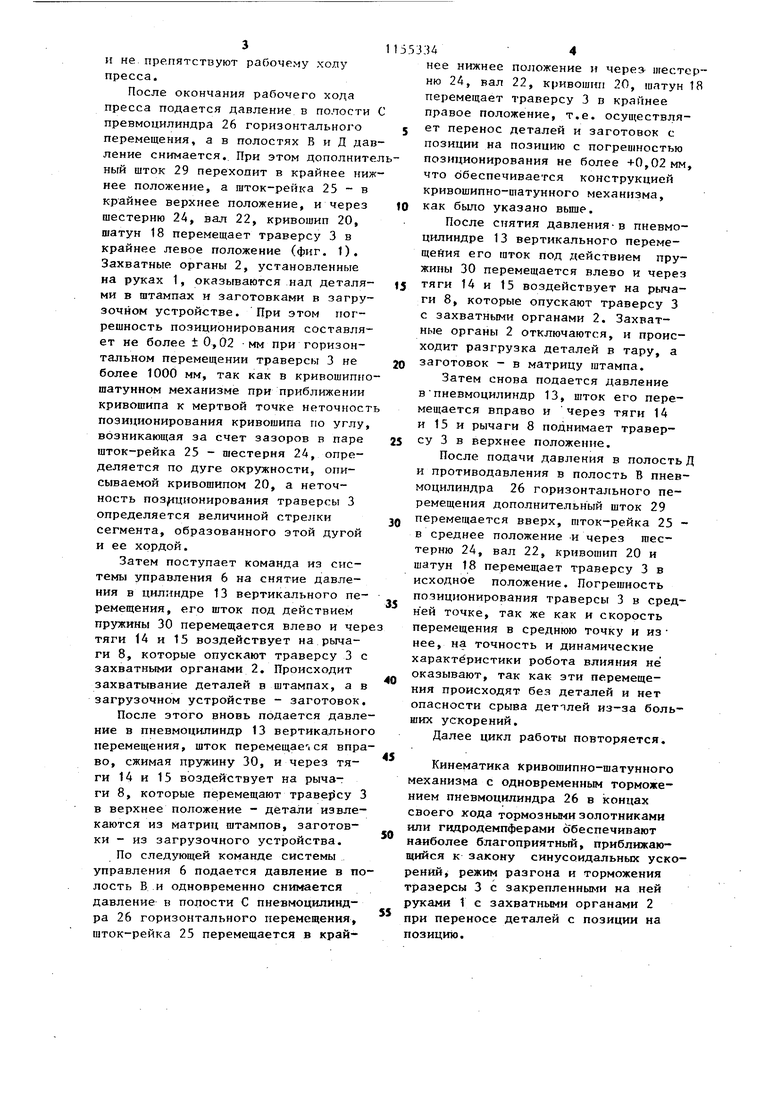
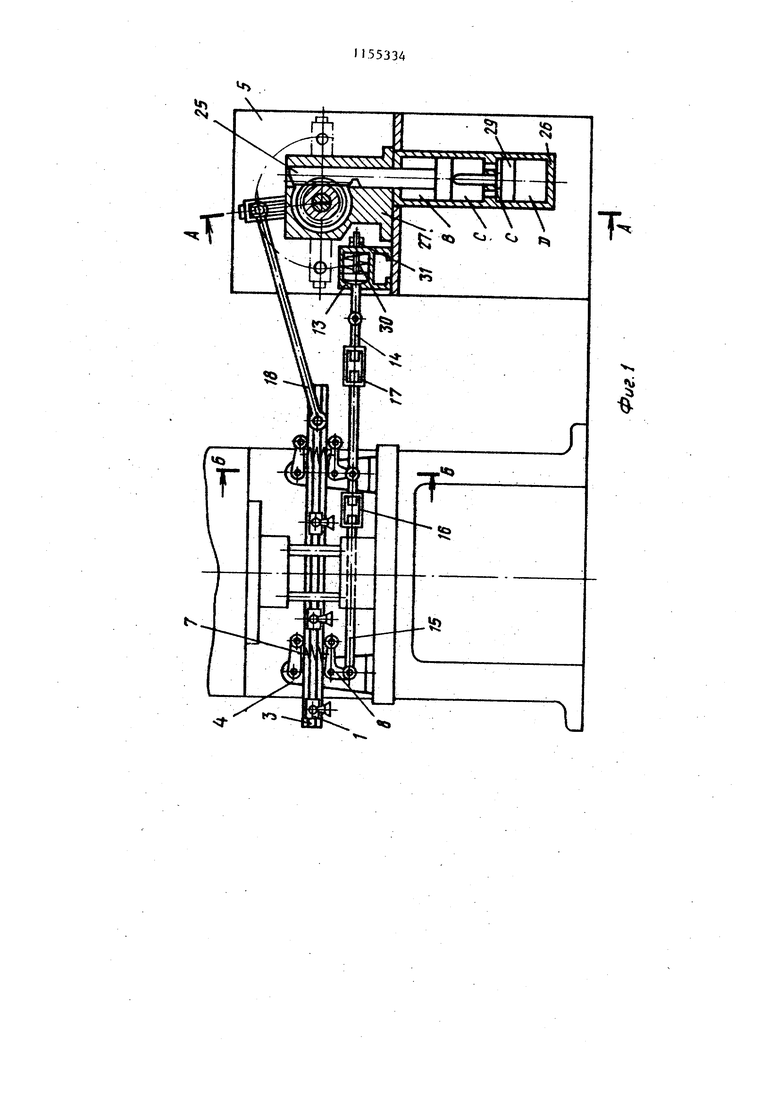
Изобретение относится к средства механизации и автоматизации и может быть использовано в роботизированны комплексах и автоматических линиях, например листовой иобъемной штампо ки, для загрузки и выгрузки заготов Целью изобретения является повьпп ние точности позиционирования. Это достигается за счет того, что обеспечивается наиболее благопр ятный, приближающийся к закону сину соидальных ускорений, режим перемещ ния захватных органов в горизонтал ной плоскости при переносе заготово с позиции на позицию, На фиг. 1 показан промьшшенный робот, общий вид-, на фиг. 2 - то же сид сверху; на фиг. 3 - разрез А-А на фиг. 1j на фиг. 4 - разрезБ-Б на фиг. 1. Промьаиленньтй робот содержит руки 1 с захватными органами 2, закрепленными на траверсе 3, которая размещена .в направляющих 4, привод с системой управления 6. Направляющие 4 включают в себя верхние 7 и нижние 8 рычаги, которые связаны между собой пружинами 9 и установле ны в подшипниках 10 кронштейнов 11. На концах рычагов 7 и 8 на подшипни как установлены ролики 12, между которыми размещена траверса 3. Нижние рычаги 8 выполненные двуплечими, связаны с пневмоцилиндром 13 ве тикального перемещения тягой 14 и между собой - тягой 15, Для регулировки длины тяги 14 и 15 снабжены талрепами 16 и 17. Травеса 3, имеющая сквозной Т-образный паз установки необходимого количества рук 1 с захватными органами 2 в любой ее точке, соединена через щатун 18 с ползуном 19, закрепленным на кривошипе 20. Регулировка положения ползуна 19 на кривощипе 20 обеспечивается винтом-21. Кривошип 20 жестко соединен с валом 22, на котором устано1влена на шпонке 23 шестерня 24, входящая в зацепление со шток-рейкой 25 пневмоцилиндра 26 горизонтал ного перемещения. Пневмоцилиндр 26 горизонтального перемещения закреплен на корпусе 27, в котором на подшипниках 28 установлен вал 22. Пневмоцилиндр 26 горизонтального перемещения выполнен в виде позиционера с промежуточной точкой, которая обеспечивается дополнительным штоком 29, имеющим ход, почти наполовину меньший хода шток-рейки 25. Установка положения траверсы 3 в вертикальной плоскости производится регулировкой длины тяги 14 с помощью талрепа 17. При увеличении длины тяги 14 рычаги 8 опускаются и высота расположения траверсы 3 относительно стола пресса уменьшается. При уменьшении длины тяги 14 рычаги 8 поднимаются, и высота расположения траверсы 3 увеличивается. Регулировкой длины тяги 15 с помощью талрепа 16 производится установка траверсы 3 я горизонтальной плоскости, т.е. определяется параллельность ее относительно стола пресса. Пневмоцилиндр 13 вертикального перемещения - односторонней с возвратной пружиной 30, имеет регулировку хода, которая обеспечивается гайками 31. Система управления 6 управляет работой промышленного робота и имеет выходы на вспомогательное технологическое оборудование (пресс, загрузочное устройство и т.д.) для синхронизации их работы. Промышленный робот работает следующим образом. Перед началом рабочего цикла траверсу 3 с захватными органами 2 устанавливают в исходное положение. Пля этого из системы управления 6 поступает сигнал на подачу давления в Пневмоцилиндр 13 вертикального перемещения шток пневмоцилиндра смещается вправо (фиг. 1) и через тяги 14 и 15 воздействует на рычаги 8, которые поднимают траверсу 3 в верхнее положение в вертикальной плоскости. Затем подается давление в полость Д пневмоцилиндра 26 горизонтального перемещения, а в полость В - противодавление, составляющее 0,2-0,4. части от давления в полости Д, Дополнительный шток 29 смещается в верхнее положение, а шток-рейка 25, которая опирается на дополнительный шток 29,в свое среднее положение. Таким образом шток-рейка 25 через пгестерню 24, кривошип 20, шатун 18 подает траверсу 3 в среднее положение в горизонтальной плоскости. Следовательно, руки Т с захватными органями 2, закрепленные на траверсе 3, находятся за пределами штампов в верхнем положении, т.е. н исходном положении. 3 н не препятствуют рабочему холу пресса. После окончания рабочего хода пресса подается давление в полости превмоцилиндра 26 горизонтального перемещения, а в полостях В и Д да ление снимается. При этом дополнит ный шток 29 переходит в крайнее ниж нее положение, а шток-рейка 25 - в крайнее верхнее положение, и через шестерню 24, вал 22, кривошип 20, шатун 18 перемещает траверсу 3 в крайнее левое положение (фиг. 1). Захватные органы 2, установленные на руках 1, оказываются над деталями в штампах и заготовками в загрузочном устройстве. При этом погрешность позиционирования составляет не более ±0,02 -мм при горизонтальном перемещении траверсы 3 не более 1000 мм, так как в кривошип1го шатунном механизме при приближении кривошипа к мертвой точке неточност позиционирования кривошипа по углу возникающая за счет зазоров в паре шток-рейка 25 - шестерня 24, определяется по дуге окружности, описываемой кривошипом 20, а неточность поз;1ционирования траверсы 3 определяется величиной стрелки сегмента, образованного этой дугой и ее хордой. Затем поступает команда из системы управления 6 на снятие давления в цилиндре 13 вертикального перемещения, его шток под действием пружины 30 перемещается влево и чер тяги 14 и 15 воздействует на рычаги 8, которые опускают траверсу 3 с захватными органами 2. Происходит захватывание деталей в штампах, а в загрузочном устройстве - заготовок После этого вновь подается давле ние в пневмоцилиндр 13 вертикальног перемещения, шток перемещаемся впра во, сжимая пружину 30, и через тяги 14 и 15 воздействует на рычаги 8, которые перемещают TpaBeiJcy в верхнее положение - детали извлекаются из матриц штампов, заготовки - из загрузочного устройства. По следующей команде системы управления 6 подается давление в по лость В и одновременно снимается давление в полости С пневмоцилиндра 26 горизонтального перемещения, шток-рейка 25 перемещается в край34 -4 нее нижнее положение и чсрез пгестерню 24, вал 22, кривошип 20, шатун 18 перемещает траверсу 3 в крайнее правое положение, т.е. осуществляет перенос деталей и заготовок с позиции на позицию с погрешностью позиционирования не более +0,02 мм, что обеспечивается конструкцией кривошипно-шатунного механизма, как было указано выше. После снятия давления-в пневмоцилиндре 13 вертикального перемещения его шток под действием пружины 30 перемещается влево и через тяги 14 и 15 воздействует на рычаги 8, которые опускают траверсу 3 с захватными органами 2. Захватные органы 2 отключаются, и происходит разгрузка деталей в тару, а заготовок - в матрицу штампа. Затем снова подается давление впневмоцилиндр 13, шток его перемещается вправо и через тяги 14 и 15 и рычаги 8 поднимает траверсу 3 в верхнее положение. После подачи давления в полость Д и противодавления в полость В пневмоцилиндра 26 горизонтального перемещения дополнительный шток 29 перемещается вверх, шток-рейка 25 в среднее положение -и через шестерню 24, вал 22, кривошип 20 и шатун 18 перемещает траверсу 3 в исходное положение. Погрешность позиционирования траверсы 3 в средней точке, так же как и скорость перемещения в среднюю точку и из нее, на точность и динамические характеристики робота влияния не оказывают, так как эти перемещения происходят без деталей и нет опасности срыва детплей из-за больших ускорений. Далее цикл работы повторяется. Кинематика кривошипно-шатунного механизма с одновременным торможением пневмоцилиндра 26 в концах своего кода тормозными золотниками или гидродемпферами 6беспечивают аиболее благоприятный, приближаюийся к закону синусоидальных ускоений, режим разгона и торможения раверсы 3 с закрепленными на ней уками 1 с захватньми органами 2 ри переносе деталей с позиции на озиции.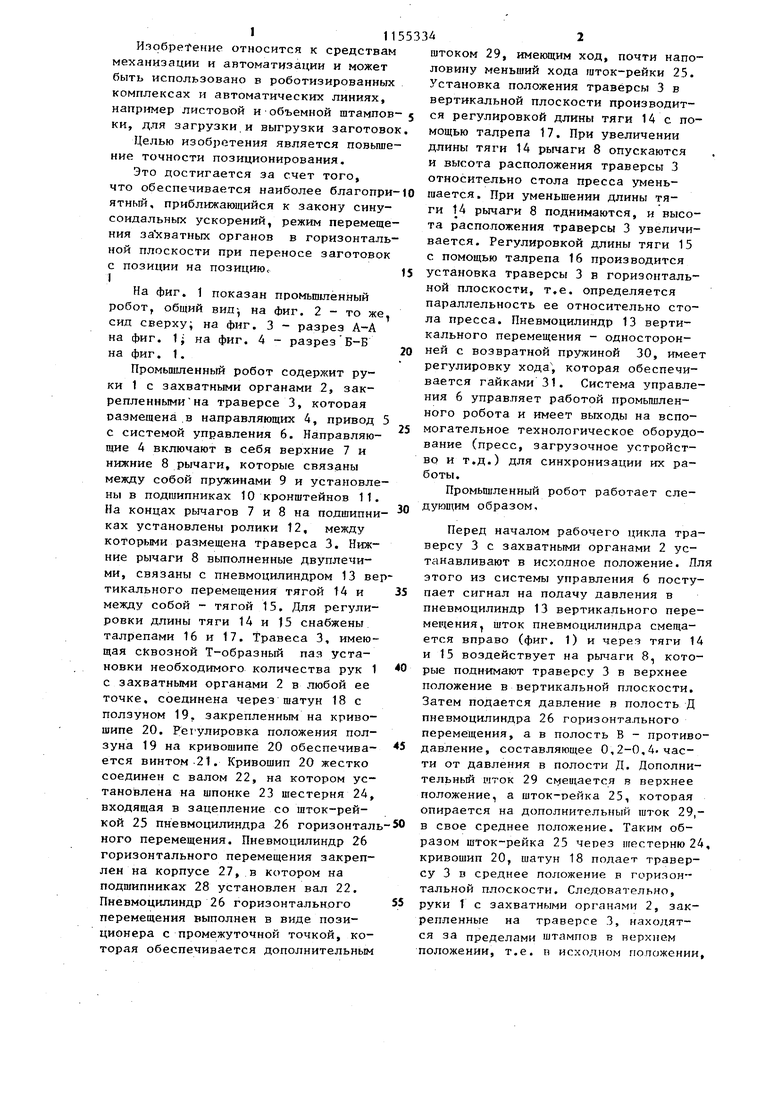
| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1988 |
|
SU1604496A2 |
| Робот к листоштамповочному прессу | 1986 |
|
SU1465158A1 |
| Промышленный робот | 1978 |
|
SU874328A1 |
| Робот к штамповочному прессу | 1982 |
|
SU1127674A1 |
| Промышленный робот | 1984 |
|
SU1268252A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для отделения листовых заготовок от стопы | 1980 |
|
SU978987A1 |
| Робот к штамповочному прессу | 1988 |
|
SU1538966A1 |
| Машина для сборки изоляторов | 1986 |
|
SU1403107A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
1 .ПРОПИЛЕННЫЙ РОБОТ,содержащий станину с направляющими, траверсу, размещенную в них с возможностью возвратно-поступательного перемещения в вертикальном и горизонтальном направлениях и несущую руки с захватны4И органами, привод горизонтального и вертикального перемещения, включающий силовые цилиндры со штоками, систему управления, отличающийся тем, что, с целью повышения точности позиционирования, траверса связана с приводом горизонтального, перемещения посредством шатуна одним концом шарнирно закрепленного на траверсе, кривощипа переменной длины, связанного с другим концом шатуна и зубчато-реечной передачи, шестерня которой жестко соединена с кривошипом, а рейка - со щтоком силового цилиндра, направляющие выполнены в виде по меньшей мере двух пар расположенных один над другим и подпружиненных один к другому роликов и связаны с приводом вертикального перемещения посредством регулируемой тяги, соединенной со штоком силового цилиндра, и двуплечих рычагов, каждый из которых одним концом связан с нижним роликом, а другим - с регулируемой тягой, 2 о Робот по п. 1, отличающийся тем, что кривощип установлен с возможностью поворота на 180. 01 СП 00 со 4
| Устройство для отделения от стопы и подачи в рабочую зону пресса плоской заготовки | 1982 |
|
SU1060278A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
