Изобретение относится к сварке, в частности к устройствам для плазменной сварки плавящимся электродом в защитных газах.
Целью изобретения является повышение надежности путем улучшения эффективности охлаждения теплонагру- женшлх элементов.
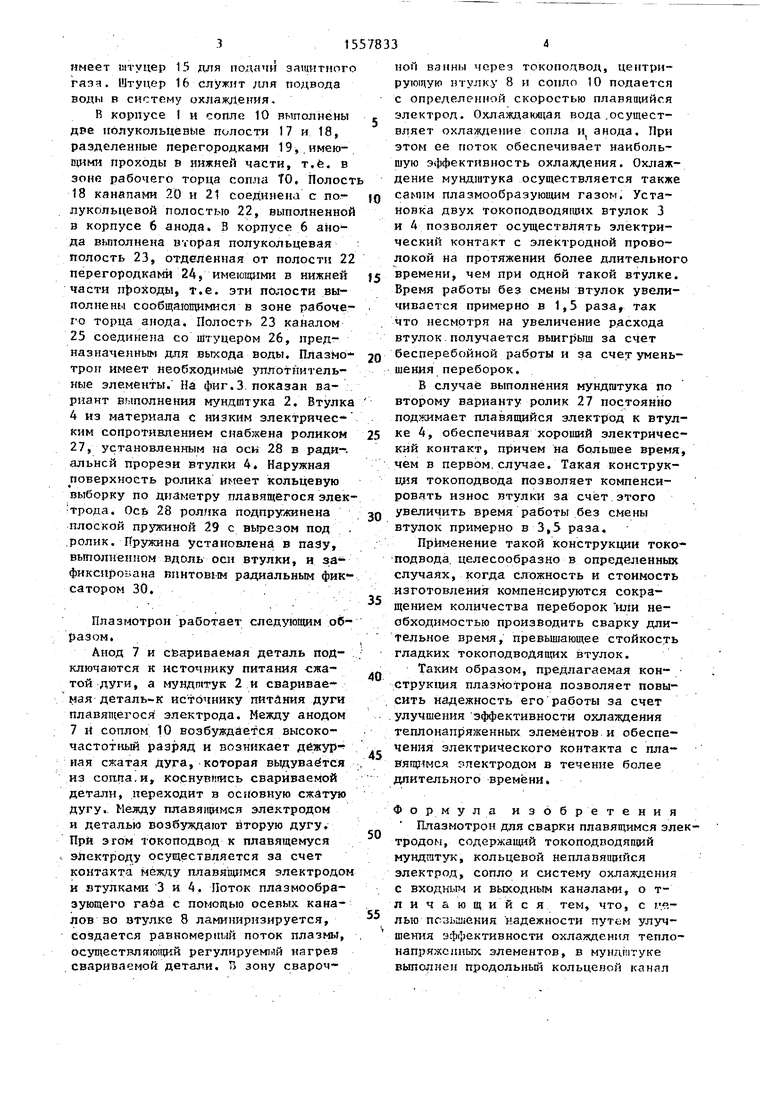
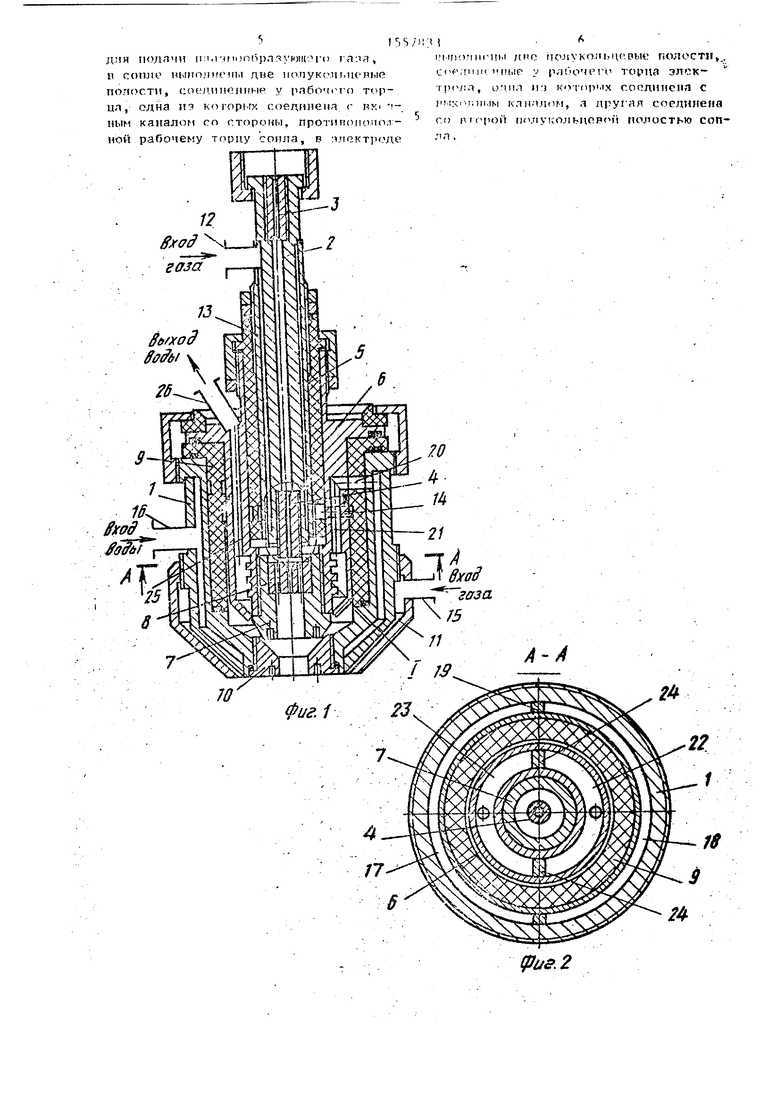
На фиг.1 изображен плазмотрон для сварки, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вариант выполнения токоподвода к плавящемуся электроду (узел I на фиг. 1).
Плазмотрон для сварки плавящимся электродом состоит из корпуса 1, мундштука 2 с двумя калиброванными втулками 3 и 4, выполненными из материала с низким электрическим сопротивлением (медь, меднографит или
др.) и установленными на входе и выходе мундштука 2. Мундштук 2 установлен в изоляторе 5. Анодный узел содержит корпус 6, в котором закреплен кольцевой анод 7, и установленную в аноде 7 втулку 8,, предназначенную для ламинарнссти истечения потока газа. Корпус 6 установлен в изоляторе 9. В корпусе 1 установлено сопло 10 и насадка 11. Плазмотрон содержнт - штуцер 12 для подачи плазмообраэуы- щего газа (например, аргона). Мундштук 2 выполнен с кольцевым каналом 13 для подачи плазмообраэующего газа, соединенным со штуцером 12. Канал К соединен с кольцевым каналом 13 и через радиальные зазоры с межэлектродной полостью и с зазором между а«одом 7 и соплом 10. Плазмотрон
01
ел J
00 ОР
&э
315
имеет штуцер 15 для подачи защитного газч. Штуцер 16 служит для подвода воды в систему охлаждения.
R корпусе I и сопле 10 выполнены две нолуколыденые полости 17 и 18, разделенные перегородками 19, имеющими проходы в нижней части, т.е. в зоне рабочего торца сопла ТО, Полост 18 каналами 20 и 21 соединена с по- лукольцевой полостью 22, выполненной в корпусе 6 анода. В корпусе 6 анода выполнена вторая полукольцевая полость 23, отделенная от полости 22 перегородками 24, имеющими в нижней части проходы, т.е. эти полости выполнены сообщающимися в зоне рабочего торца анода. Полость 23 каналом 25 соединена со штуцером 26, предназначенным для выхода воды. Плазмо трои имеет необходимые уплотнитель- ные элементы. На фиг.З показан вариант выполнения мундштука 2. Втулка 4 из материала с низким электричес- ким сопротивлением снабжена роликом 27, установленным на оси 28 в ради-, альнсй прорези втулки 4. Наружная поверхность ролика имеет кольцевую выборку по диаметру плавящегося элек- трода. Ось 28 ролика подпружинена плоской пружиной 29 с вырезом под ролик. Пружина установлена в пазу, выполненном вдоль оси втулки, и за- фикспроь ана винтовим радиальным фиксатором 30.
Плазмотрон работает следующим образом.
Анод 7 и свариваемая деталь подключаются к источнику питания сжатой дуги, а мундштук 2 и свариваемая деталь к источнику питания дуги плавящегося электрода. Между анодом 7 и соплом 10 возбуждается высокочастотный разряд и возникает дежурная сжатая дуга, которая выдувается из сопла,и, коснувшись свариваемой детали, переходит в основную сжатую дугу. Между плавящимся электродом и деталью возбуждают вторую дугу. Прн этом токоподвод к плавящемуся электроду осуществляется за счет контакта между плавящимся электродо и втулками 3 и 4. Поток плазмообра- зующего гайа с помощью осевых каналов во втулке 8 ламинирнзируется, создается равномерный поток плазмы, осуществляющий регулируемый нагрей свариваемой детали. TJ зону свароч5
5
Q
0
5
0
5
40
45
50
55
ной взнны через токогюавод, центрирующую нтулку 8 и сопло 10 подается с определенной скоростью плавящийся электрод. Охлаждающая вода .осуществляет охлаждение сопла и( анода, Прн
этом ее поток обеспечивает наибольшую эффективность охлаждения. Охлаждение мундштука осуществляется также самим плазмообразующим газом. Установка двух токоподводящих втулок 3 и 4 позволяет осуществлять электрический контакт с электродной проволокой на протяжении более длительного времени, чем при одной такой втулке. Время работы без смены втулок увеличивается примерно в 1,5 раза, так что несмотря на увеличение расхода втулок получается выигрыш за счет бесперебойной работы и за сче;г уменьшения переборок.
В случае выполнения мундштука по второму варианту ролик 27 постоянно поджимает плавящийся электрод к втулке 4, обеспечивая хороший электрический контакт, причем на большее время, чем в первом.случае. Такая конструкция токоподвода позволяет компенсировать износ втулки за счет этого увеличить время работы без смены втулок примерно в 3,5 раза.
Применение такой конструкции токоподвода целесообразно в определенных случаях, когда сложность и стоимость изготовления компенсируются сокращением количества переборок или необходимостью производить сварку длительное время, превышающее стойкость гладких токоподводящих втулок.
Таким образом, предлагаемая конструкция плазмотрона позволяет повысить надежность его работы за счет улучшения эффективности охлаждения теплонапряженных элементов и обеспечения электрического контакта с плавящимся электродом в течение более длительного времени.
Формула изобретения Плазмотрон для сварки плавящимся электродом, содержащий токоподводящий мундштук, кольцевой неплавящийся электрод, сопло и систему охлаждения с входным и выходным каналами, о т- личающийся тем, что, с г°.- лыо пс-зышения надежности путем улучшения эффективности охлаждения тепло- напряжслных элементов, в мундштуке выполнен продольный кольцевой канал
ffjrffd газа
fofxod fofa v
я Л
/
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Устройство для сварки в узкую разделку деталей больших толщин | 1982 |
|
SU1078756A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
Изобретение относится к сварке, в частности к устройствам для плазменной сзарки плавящимся электродом в защитных газах. Цель изобретения - повышение надежности путем улучшения эффективности охлаждения теилонагру- женных элементов. В плазмотроне сопло и корпус 1 выполнены с двумя полукольцевыми полостями 17 и 18, соединенными у рабочего торца сопла. Анод 7 и корпус 6 анода 7 выполнены с двумя лолукопьцевыми полостями 22 и 23, соединенными у рабочего торца анода 7. Полость 18 каналами соединена с полостью 22, полость 17 соединена со штуцером для подвода воды, а полость 23 - со штуцером для отвода воды. Мундштук выполнен с кольцевым каналом для подачи плаэмообразующего газа. 3 ил. с е
фиг. 2
фие.З
| Патент США N° 4039800, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
