Изобретение относится к сварочному производству, в частности к устройствам для сварки в защитных газах преимущественно плавящимся электродом в узкую разделку металлов больших толщин, и может найти применение во всех отраслях промышленности, где применяется автоматическая сварка метал/юв больших толщи н. например в судостроении, энергомашиностроении, химической и нефтяной промышленности,
. Известно устройство для сварки металлов больших толщин в защитных газах, содержащее корпус с соплом, который перемещается относительно свариваемого
О
VJ
изделия от привода, и подвижный в осевом
00 направлении мундштук, который также кинематически связан с приводом. Защитный газ поступает через успокоительную камеру в сопло и защищает свариваемый шов.
с
Основным недостатком данного устройства является то, что при многопроходной сварке металлов больших толщин оно не обеспечивает защиты сварочной ванны, особенно при сварке корневых швов в глубокой узкой разделке, что, в свою очередь, приводит к дефектам.
Известно устройство для сварки в защитных газах, в котором сопло выполнено
мз колец, телескопически входящих одно в другое.
Недостатком данного устройства наряду с плохой защитой сварочной ванны корневых швов в глубокой разделке является то, что длина сопла изменяется по мере заполнения разделки, что приводит к мерехо ду ламинарного потока защитного газа в турбулентный, ухудшающему защиту сварочной панны. Ухудшение защиты сварочной ВЗН1Ш приводит к недопустимым дефектам формирования сварных швов, устранение которых требует значительных заT.iT йремг-Н.1, вследствие чего снижается ;и1оизпод51тепьность труда при сварке.
-1эи1;о; ее близким к предлагаемому явПЯС1ПЧ устройство для сварки в за1цитных газах, содержащее мундштук, телескопически устанойленный по скользящей посадке в газовом сопле, который может перемещаться относительно сопла по мере заполнения разделки.
Основным недостатком данного устройстза является неудовлетворительная защита свзрочной ванны в щелевой разделке, особенно при сварке корневых швов, что приводит к ухудшению качества св-зрив.аеМЕ Х швов. .
изобретения является повышение качестгза свариваемых швов путем улучшения газовой защиты, особенно при сварке корневых швов, за счет управления истечением газовой струи по глубине разделки.
Указанная цель достигается тем, что в устройстве для сварки в узкую разделку металлов больших толщин в среде защитных газов, содержаш.ем корпус, токоподводящий мундштук, снабженный полостью с отверстиями для подачи газа в дне ее и установленный в корпусе с возможностью продольного перемещения, и сопло, в бокоBbix стенках мундштука на участке, равном высоте сопла, от рабочего торца выполнены дополнительные ш,елевые отверстия на расстоянии друг от друга по мере удаления от торца, увеличивающемся по закону арифметической прогрессии, причем площадь боковых отверстий выполнена уменьшающейся по мере удаления от рабочего торца также по закону арифметической прогрессии, их суммарная площадь равна суммарной площади отверстий в дне мундштука, а общая площадь всех отверстий равна площади выходного отверстия сопла, при этом устройство снабжено дополнительным соплом, установленным внутри основного, закрепленным на корпусе концентрично мундштуку и связанным с основным отверстиями, выполненным в его верхней части.
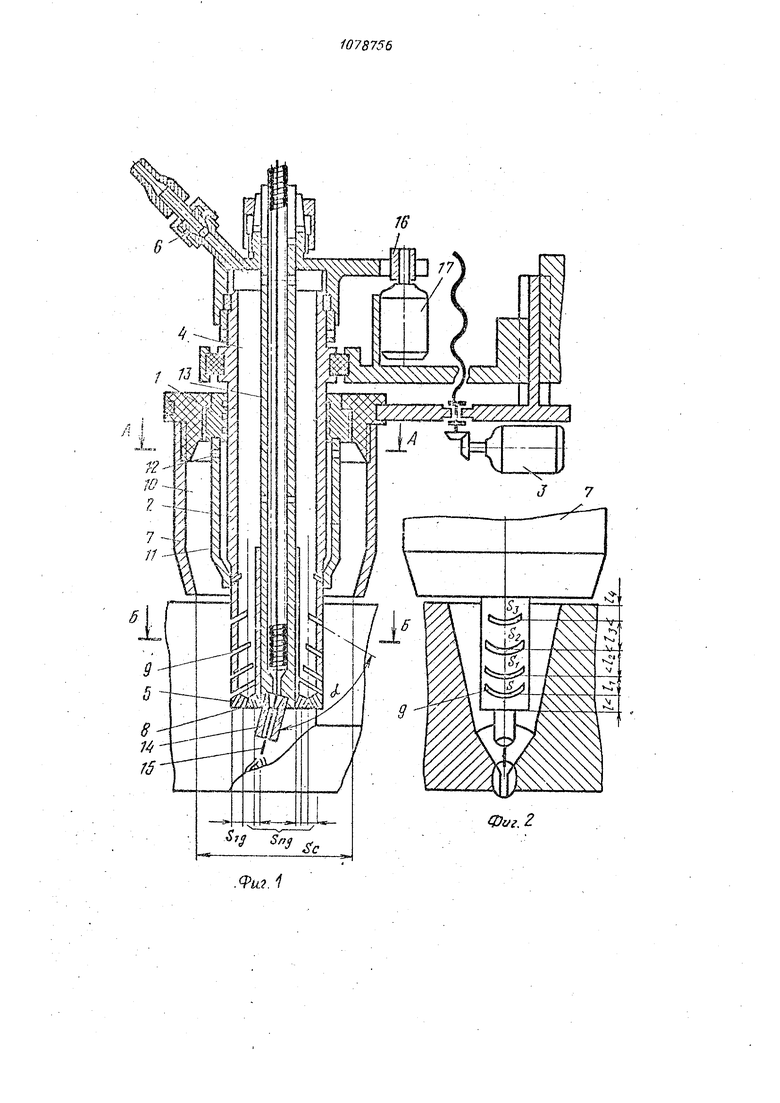
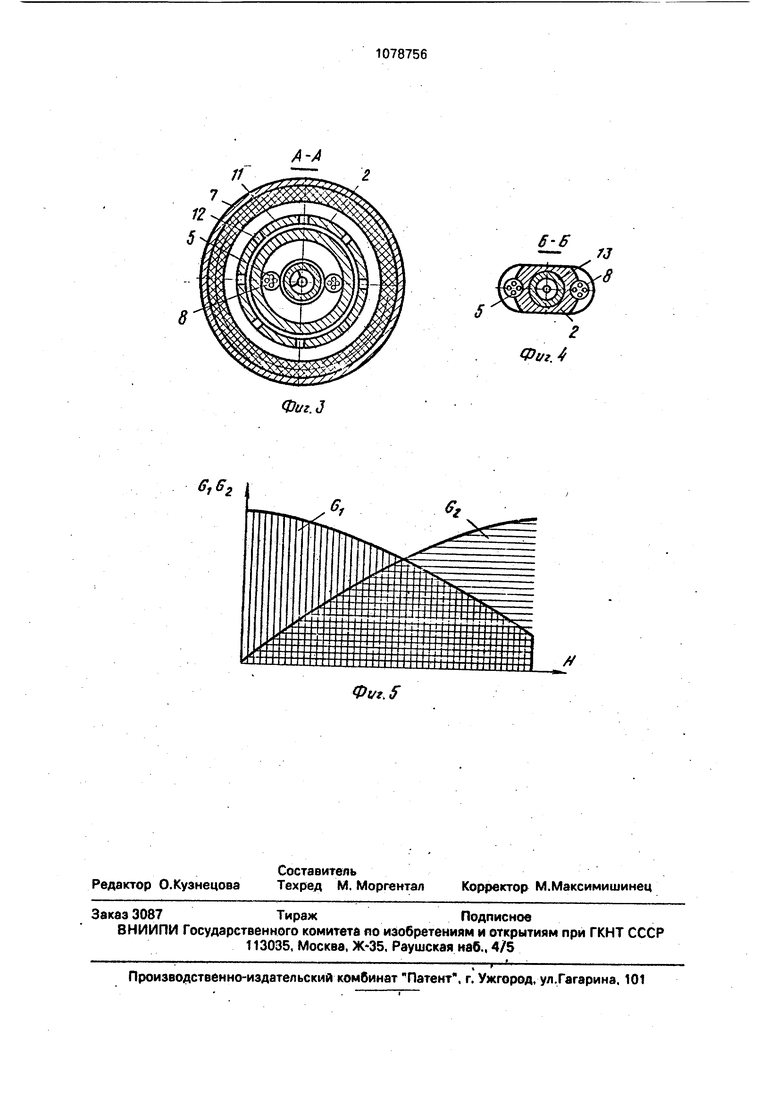
На фиг.1 изображено устройство для сварки металлов больших толщин в защитных газах, общий вид; на фиг.2 - расположение мундштука с боковыми отверстиями в
разделке; на фиг.З - разрез А-А на фиг. 1; на фиг.4 - сечение Б-Б на фиг.1; на фиг.5 график перераспределения истечения защитного газа G при перемещениях мундштука по глубине щелевой разделки Н.
Горелка для сварки металлов больших толщин в защитных газах преимущественно в узкую разделку содержит корпус 1, приводной токоподводящий мундштук 2. закрепленный в корпусе, 1 с возможностью
продольного перемещения от привода 3. В токоподводящем мундштуке 2 выполнена полость 4 с отверстиями 5 в дне для подачи защитного газа через штуцер б и сопло 7. В боковых стенках токоподводящего мундштука 2 со стороны рабочего торца 8на высоте, равной высоте сопла 7, выполнено несколько дополнительных отверстий 9, создающих при сварке корневых швов шлейфовую защиту. Дополнительные отверстия
9 выполнены под углом о: 30-60° к оси горелки. Для управления истечением защитного газа и перераспределения его истечения через мундштук 2 и сопло 7 в зависимости от глубины разделки в полости
10 основного сопла 7 выполнено дополнительное српло 11, которое закреплено на корпусе 1 горелки концентрично токоподводящему мундштуку 2 и сообщается с основным соплом 7 через отверстия 12 в его
верхней части. В полости 4 токоподводящего мундштука 2 установлен с возможностью поворота вокруг оси горелки направляющий тракт 13 с токоподводом 14, предназначенный для направления электродной проволоки 15 в зону горения дуги. Направляющий тракт 13 кинематически связан с эксцентриком 16 привода 17.
Расстояние между дополнительными отверстиями 9 по мере удаления от рабочего
торца 8 мундштука 2 увеличивается по закону арифметической прогрессии I И la 1з ...(, а площадь отверстий 9 уменьшается по закону арифметической прогрессии S Si 82 Зз ...Sn по мере удаления от
рабочего торца 8 мундштука 2,
Суммарная площадь боковых отверстий 9 S +.Si + $2 + ...Sn равна суммарной площади отверстий 5 в дне мундштука 2 Sig-- - S2g+ + 5зд + ... + Sng, а общая площадь этих отверстий равна площади выходного отверстия
СОГЛа 7 (21Sn + SSng Sq).
Угол наклона дополнительных отверстий 9 выбран в пределах 30-60° для того, чтобы обеспечить качественную защиту зоны горения дуги за счет образования шлейфа защитного газа, особенно при сварке корневых проходов, и улучшить формирование свариваемых швов. Если угол а наклона отверстий 9 меньше 30°, то сужается зона обдува защитным газом, вытекающим из мундштука 2, до размеров сварочной ванны. Уменьшение зоны обдува защитным газом может привести к эжекции воздуха в зону горения дуги и появлению дефектов в свариваемом шве. Увеличение угла а наклона дополнительных отверстий 9 мундштука 2 свыше 60° приводит к тому, что при сварке заполняющих швов происходит сдувание защитного газа, поступающего через сопло в зону горения дуги газом, поступающим через отверстия 9 мундштука 2. Ламинарное истечение обоих потоков защитного газа нарушается, возможна инжекция воздуха в зону сварки, а следовательно, и появление дефектов в свариваемом шве. Дополнительные отверстия 9 выполнены так, что расстояние между ними по мере удаления от рабочего торца 8 увеличивается по закону арифметической прогрессии, а их площадь уменьшается, при этом суммарная площадь дополнительных отверстий 9 равна суммарной площади отверстий 5 в мундштуке 2, а их общая площадь равна площади выходного отверстия сопла 7. Расстояния между боковыми oтвepqтиями 9 мундштука 2, их размеры, а также отношения размеров площадей отверстий 5 и 9 токоподводящего мундштука 2 к площади среза сопла 1 определялись экспериментально.
При этом определено, что только увеличение по мере удаления от торца 8 расстояний между соседними боковыми отверстиями 9 мундштука 2 и уменьшение площади отверстий 9 по закону арифметической прогрессии позволяет обеспечить поступление наибольшего объема защитного газа, истекающего из мундштука 2, в зону горения дуги при сварке корневых проходов.
Равенство отношений суммарных площадей боковых отверстий 9 и отверстий 5 выбрано из условия исключения возможности перераспределения газа при истечении из этих отверстий. Равенство отношений суммарных площадей отверстий 5 и 9 к площади среза сопла 7 выбрано из условия
обеспечения постоянства скорости истечения его из отверстий 5 при перераспределении части газа, выходящего из боковых отверстий 9 мундштука 2 в дополнительное
сопло 11 и далее через основное сопло 7 в зону горения дуги.
Устройство работает следующим образом. Устанавливают сопло 7 на необходимом расстоянии относительно свариваемых
деталей, при помощи привода 3 выдвигают мундштук 2 в крайнее нижнее положение. Защитный газ при этом поступает через штуцер 6 в полость 4 мундштука 2 и далее через отверстия 5 и дополнительные отверстия 9 на боковых поверхностях мундштука 2 в зону горения дуги, обеспечивая ее защиту от атмосферного воздуха. Для исключения несплавления свариваемых кромок токоподвод 14, кинематически связанный
эксцентриком 16 привода 17, совершает крутильные колебания и обеспечивает поперечные колебания подаваемой через направляющий тракт 13 в зону горения дуги электродной проволоки 15. По мере заполнения разделки мундштук 2 перемещается приводом 3 внутрь сопла 7, при этом часть дополнительных отверстий 9 находится в полости дополнительного сопла 11, а часть защитного газа поступает из него через отверстия 12 в основное сопло 7, обеспечивая более качественную защиту зоны сварки. При сварке завершающих проходов мундштук 2 поднят в крайнее верхнее положение и все его боковые отверстия 9 находятся 8
полости дополнительного сопла 11. В этом случае весь поток защитного газа поступает через основное сопло 7 и отверстия 5 в дне мундштука 2, обеспечивая качественную защиту по всей ширине завершающего шва.
Применение предлагаемого устройства для сварки металлов больших толщин в защитных газах преимущественно плавящимся электродом в щелевую разделку по сравнению с базовым объектом - горелкой
ТС-57 дл электродуговой сварки алюминиевых сплавов плавящимся электродом в защитных газах с эластичным соплом позволит повысить качество свариваемых швов, особенно при сварке корневых швов,
за счет управления истечением газовой струи и перераспределения истечения защитного газа через мундштук и сопло по мере заполнения разделки.
6-6
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки в узкую глубокую разделку | 1978 |
|
SU1061954A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка Калюжного для сварки в защитных газах | 1986 |
|
SU1397215A1 |
| Горелка для дуговой сварки в защитных газах | 1990 |
|
SU1804982A1 |
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Способ сварки больших толщин в узкую разделку | 1971 |
|
SU473576A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1349922A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ В УЗКУЮ РАЗДЕЛКУ МЕТАЛЛОВ БОЛЬШИХ ТОЛЩИН в среде защитных газов, содержащее корпус, токоподводящий мундштук, снабженный, полостью с otBepcTHflMM для подачи газа е дне ее и установленный в корпусе с возможностью продольного пере 4ещения, и сопло, отличающееся тем, что, с цель(д повышения качества сварки путем улучшения газовой защиты, в боковых стенках мундштука на участке, равном высоте сопла, от рабочего торця выполнены дополнительные щелевые отверстия под углом 30-60С к оси горелки на расстоянии друг от друга по мере удаления от торца, увеличивающемся по закону арифметической прогрессии, причем площадь боковых отверстий выполнена уменьшающейся по мере удаления от рабочего торца также по закону арифметической прогрессии, их суммарная площадь равна суммарной площади отверстий в дне мундштука, а общая площадь всех отверстий равна площади выходного отверстия сопла, при этом устройство снабжено дополнительным соплом, установленным внутри основного, закрепленным на корпусе концентрично мундштуку и S связанным с основным отверстием, выполненным в его верхней части.
б, 6 2
| Патент США № 3135858 | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Патент США №4110590, КЛ.219-75, 1979 | |||
| СВАРОЧНАЯ ГОРЕЛКА | 0 |
|
SU177007A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
