Изобретение относится к деревообрабатывающей промышленности и может быть использовано в деревянном домостроении.
Цель изобретения - улучшение качества изготавливаемых балок и расширение технологических возможностей линии.
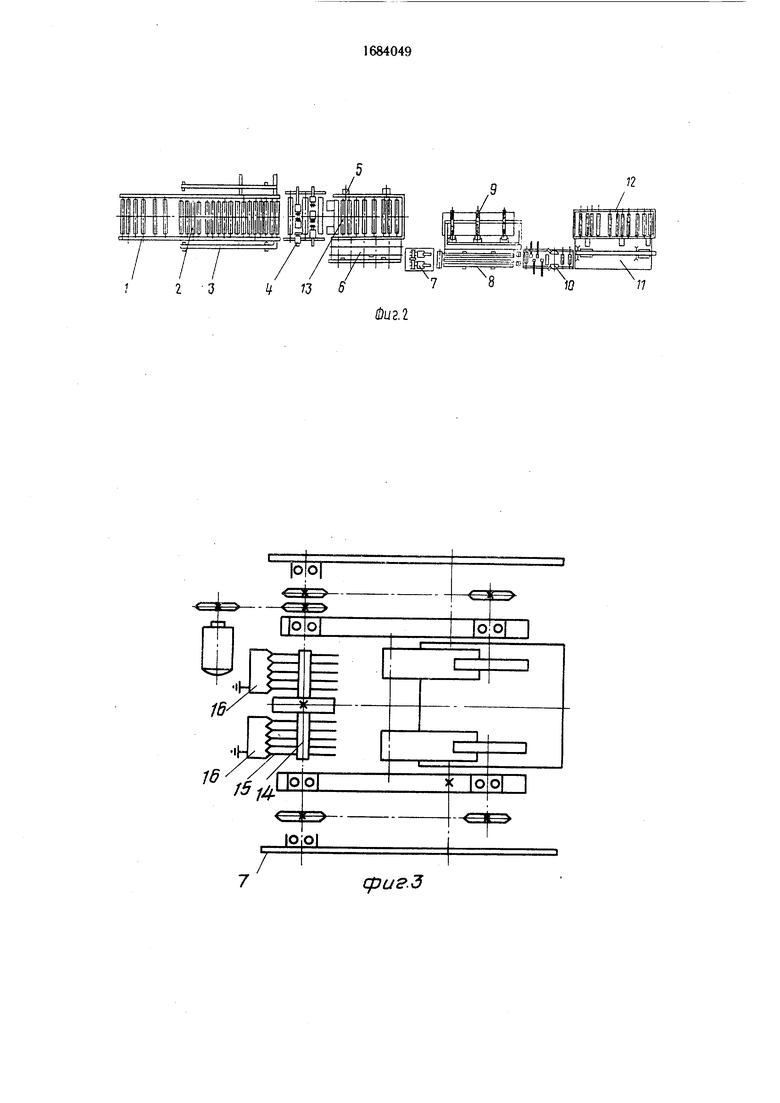
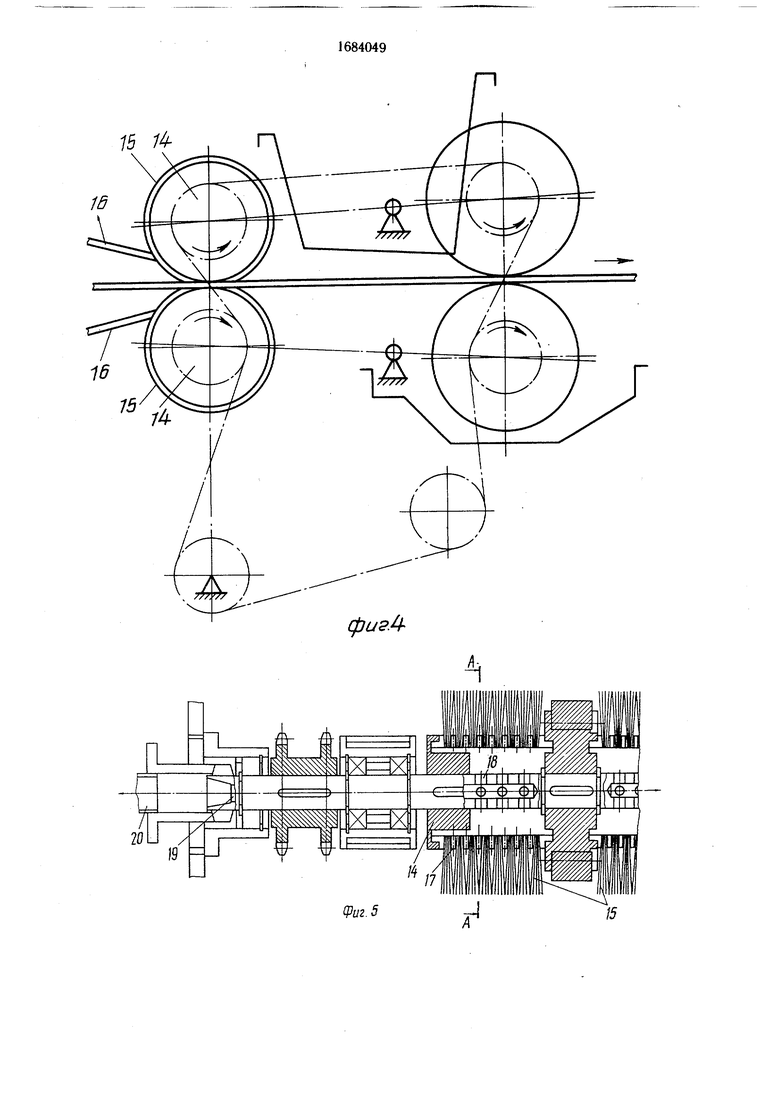
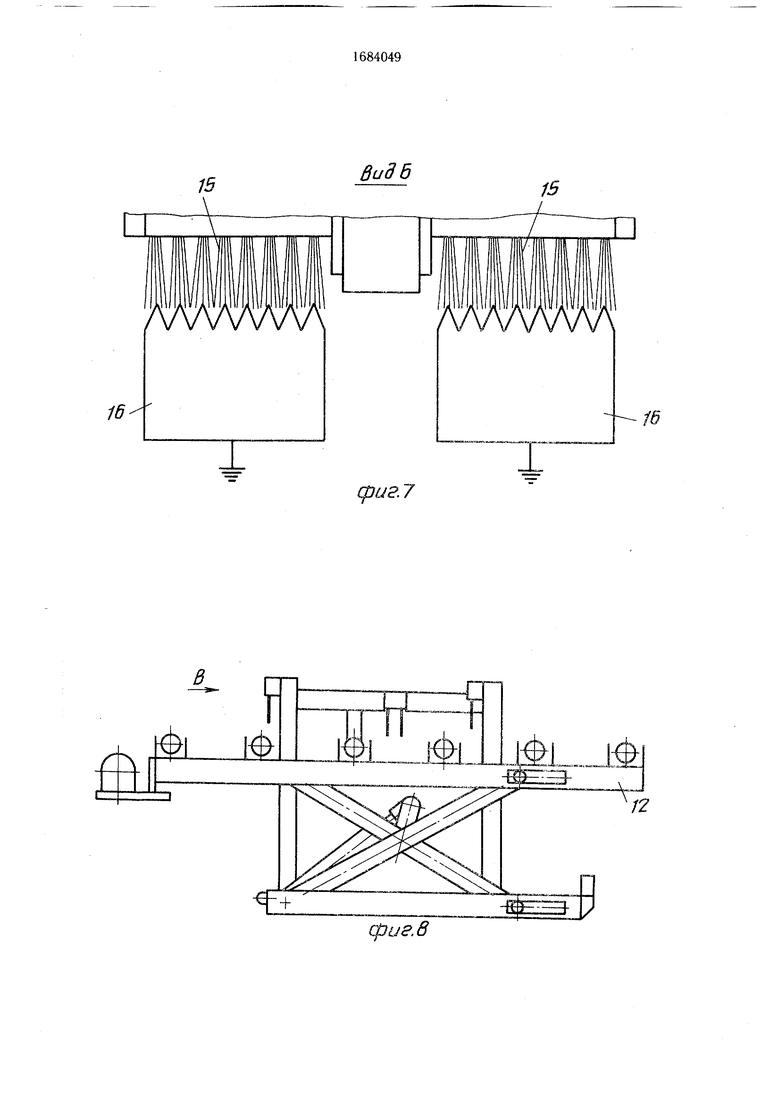
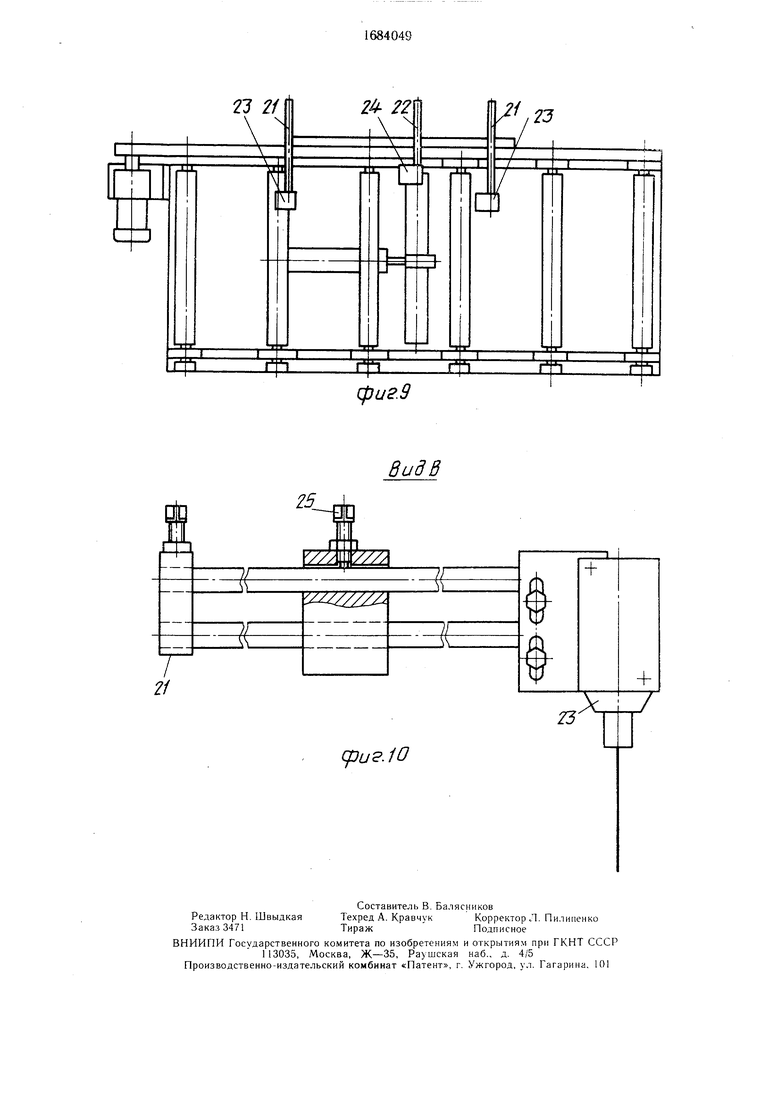
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - клеенаносящие вальцы, вил сверху; на фиг. 4 - то же, вид сбоку; на фиг. 5 - щеточный пылеудаляющий валик; на фиг. 6 - разрез А-А на фиг. 5; на фиг. 7 - вид Б на фиг. 6; на фиг. 8 - пакетоукладчик, общий вид; н а фиг. 9 - то же, вид сверху; на фиг. 10 - вид В на фиг. 8.
Линия изготовления комбинированных балок содержит напольный рольганг 1, подъемный стол 2, механизм подачи 3, многопильный станок 4, транспортер поперечный 5, транспортер-усилитель 6, клеенаносящие вальцы 7, магазин поясов 8, подъемник поясов 9, механизм сборки 10, узел торцовки 11, пакетоукладчик 12 и рольганг 13. Клеенаносящие вальцы 7 снабжены верхним и нижним пылеуловителями 14, на которых расположены щетки 15, соединенные токосъем ными заземленными острозубыми гребенками 16, причем пылеуловители 14 имеют перфорацию в виде отверстий 17 и 18, а отверстия 18 выходят в полый валик 19, соединенный с патрубком 20 отсасывающей пневмосистемы пылеуловителей. Пакетоукладчик 12 оборудован кронштейнами 21 и 22, на которых установлены конечные выключатели 23 и 24. Для фиксации кронштейны 21 и 22 имеют крепежный элемент 25.
Линия работает следующим образом.
Стопу древесных плит 26 укладывают электропогрузчиком на рольганг напольный 1, включают привод напольного рольганга 1. Стопа древесных плит 26 при этом перемещается на подъемный стол 2 до упора. Подъемный стол 2 поднимает стопу древесных плит 26 на уровень загрузки верхней плиты. На подъемник поясов 9 укладывают пакет поясов. Подъемник поясов 9 наклоняет пакет поясов и поднимает его на уровень загрузки в магазин поясов 8. Оператор загружает пояса в магазин поясов 8, а также обоймы гвоздей в магазины пневмопистоле- тов механизма сборки 10. На пакетоукладчике 12 кронштейны 21 и 22 с конечными выключателями 23 и 24 настраивают в зависимости от типоразмера изготавливаемой балки и фиксируют в необходимом положении крепежным элементом 25, после чего включают рабочий цикл линии изготовления комбинированных балок. При этом механизм подачи 3 своими толкателями подает одну из древесных плит в многопильный станок 4,
откуда готовые стенки балки выходят на рольганг 13. Расположенные на рольганге 13 стенки балки поштучно разделяются транспортером поперечным 5 и транспортером- ускорителем 6 и по одной подаются в клеенаносящие вальцы 7 с предварительной очисткой плит пылеуловителями 14. Далее на стенку балки, проходящую через магазин поясов 8, накладываются пояса, и в таком виде она подается в механизм сборки 10, где происходят сколачивание гвоздями поясов со
5 стенкой комбинированной балки и обработка в размер по ширине. Собранная балка поступает в узел торцовки 11, где прирезается в размер по длине и выдается на стол пакетоукладчика 12.
Использование в линии пылеуловителей,
0
выполненных в виде полых валиков и щеточных барабанов с отверстиями, которые связаны с отсасывающей пневмосистемой, позволяет получить качественное клеевое соединение поясов со стенкой балки по всей
5 плоскости соприкосновения, а снабжение пакетоукладчика перемещаемыми кронштейнами с конечными выключателями обеспечивает автоматизацию процессов формирования пакета комбинированных балок в линии.
0 Формула изобретения
Линия изготовления комбинированных балок, включающая напольный рольганг, подъемный стол, механизм подачи, многопильный станок, рольганг, транспортер попе5 речный, транспортер-ускоритель, клеенаносящие вальцы, магазин поясов, подъемник поясов, механизм сборки, узел торцовки и пакетоукладчик, отличающаяся тем, что, с целью улучшения качества и расширения тех0 нологических возможностей, клееканосящие вальцы снабжены верхним и нижним пылеуловителями, каждый из которых выполнен в виде полого валика и щеточного барабана с отверстиями, при этом полый валик соединен с отсасывающей пневмосистемой
45 пылеуловителей, а щетки пылеуловителей имеют токосъемники, которые выполнены в виде острозубых гребенок, причем пакетоукладчик снабжен кронштейнами, на которых закреплены конечные выключатели с возможностью их поперечного перемещения от50 носительно продольной оси пакетоукладчика.
77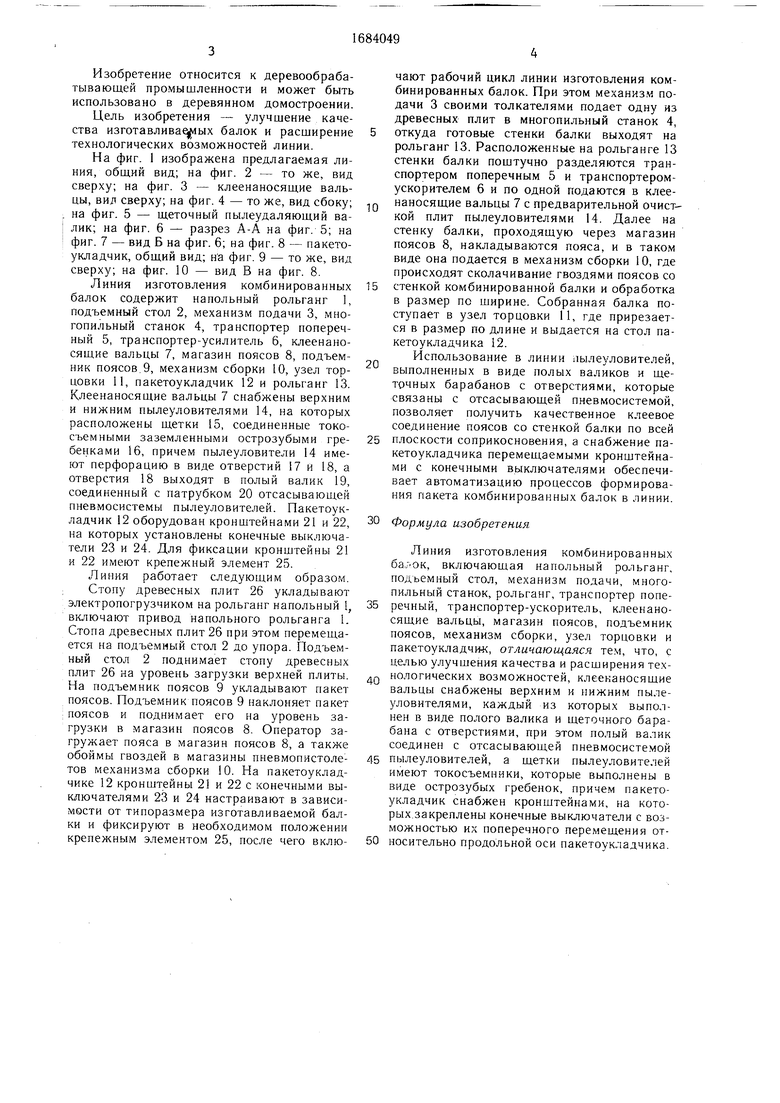
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Станок для сращивания древесных плит | 1981 |
|
SU1025510A1 |
| Гвоздезабивное устройство | 1981 |
|
SU1030267A1 |
| Устройство для изготовления деревянных ящиков | 1989 |
|
SU1770123A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ КЛЕЕНЫХ ЩИТОВЫХ КОНСТРУКЦИЙ | 1970 |
|
SU270236A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СТОЛЯРНЫХ ЩИТОВ | 1973 |
|
SU393088A1 |

Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - улучшение качества изготавливаемых балок и расширение технологических возможностей. Линия изготовления комбинированных балок включает напольный рольганг 1, подъемный стол 2, механизм 3 подачи, многопильный станок 4, поперечный транспортер 5, клеенаносящие вальцы 7, магазин 8 поясов. За последним смонтированы механизм 10 сборки, узел 11 торцовки и пакетоукладчик. Клеенаносящие вальцы снабжены пылеуловителями 14, каждый из которых выполнен в виде полого валика и щеточного барабана с отверстиями. Полый валик соединен с отсасывающей пневмосис- темой пылеуловителей 14. При работе стопу древесных плит 26 укладывают на рольганг 1 и перемещают на подъемный стол 2. Последний поднимает стопу плит 26 на уровень загрузки верхней плиты. Загружают в магазин 8 пояса, а обоймы гвоздей - в магазины пневмопистолетов механизма 10. При включении линии механизм 3 направляет плиту в многопильный станок 4 и далее транспортером 5 готовые балки подаются в клеенаносящие вальцы 7. Установленные перед вальцами пылеуловители 14 посредством полого валика и щеточного барабана, связанных с отсасывающей пневмосистемой пылеуловителей 14, удаляют пылевидные частицы с изделия. Далее на стенку балки, проходящую через магазин 8, накладывают пояса и подают в механизм 10, где происходят сколачивание гвоздями поясов и обработка комбинированной балки в размер. 10 ил. 5 КЛ О оо 4 О 4 СО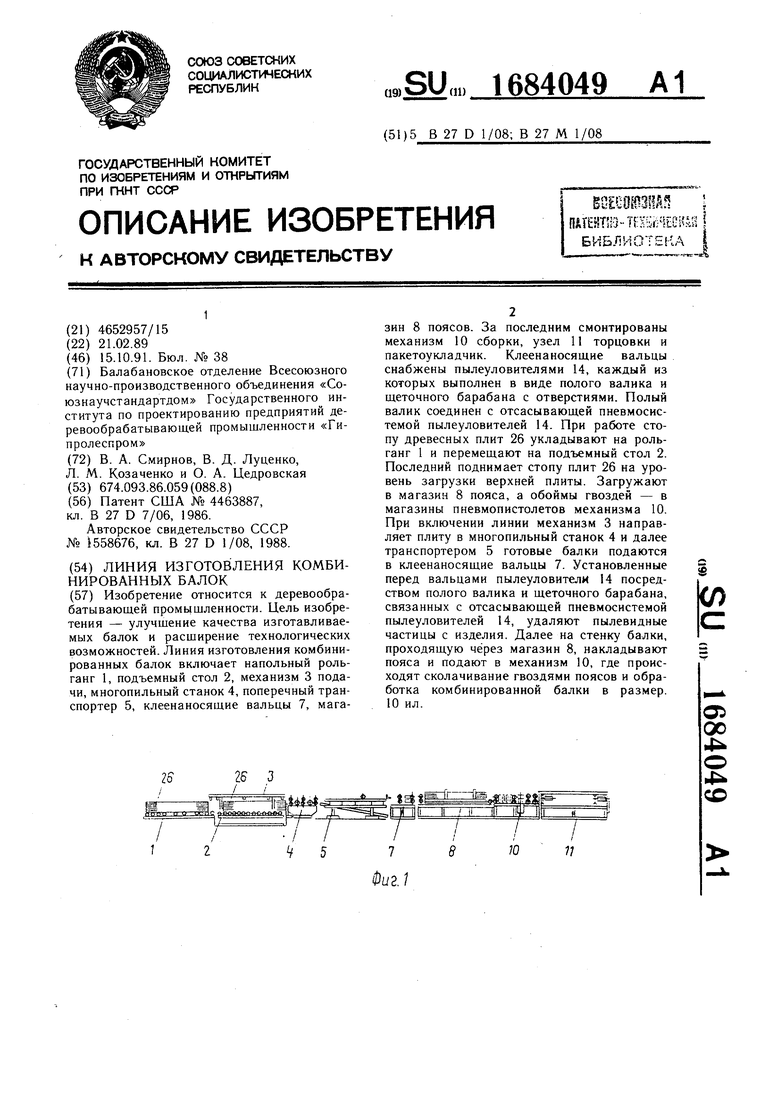
№
Ф
1В &
16
/5,
9L
JO
о|
Ьк
р;о{ |
к о
2L
фиг.З
о
s
оо to
-Г)
ЬО
А-А
14
19
11
Фиг. 6
ттт
в ид 6
сриг7
ери г. в
23 21
N
И
сриг. 10
f 22
V1,K
J
РГ
3
(fus.9
8ид В
| Патент США № 4463887, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
