О5
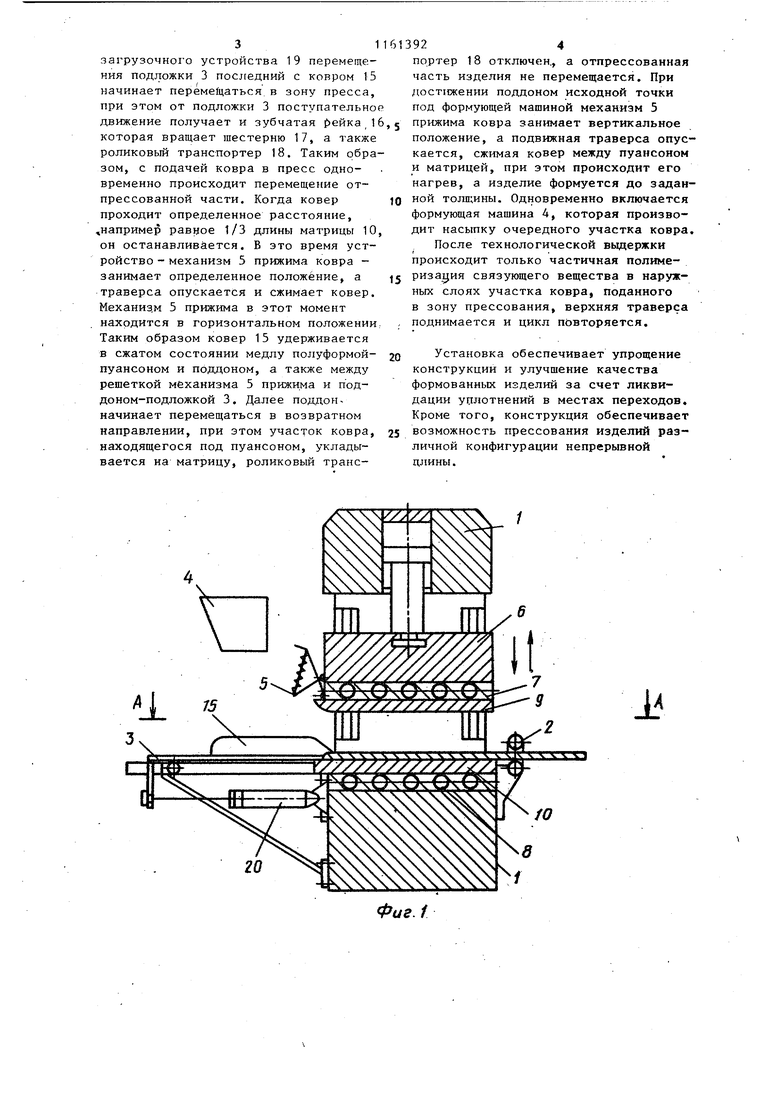
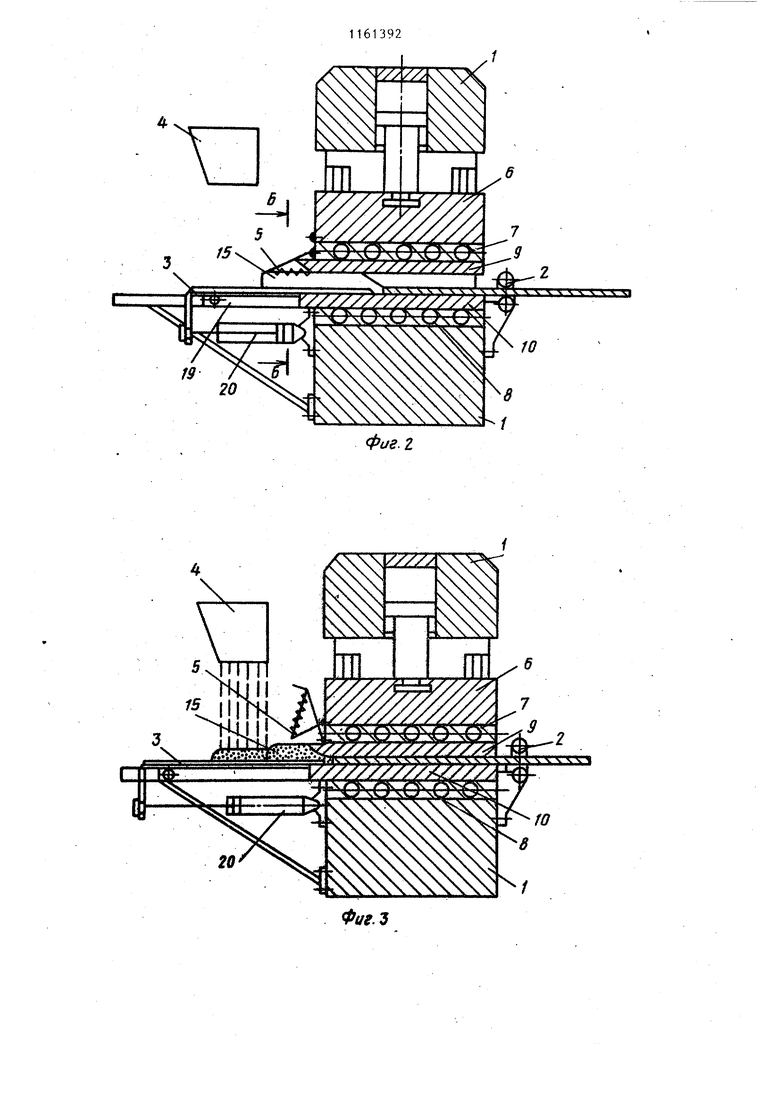
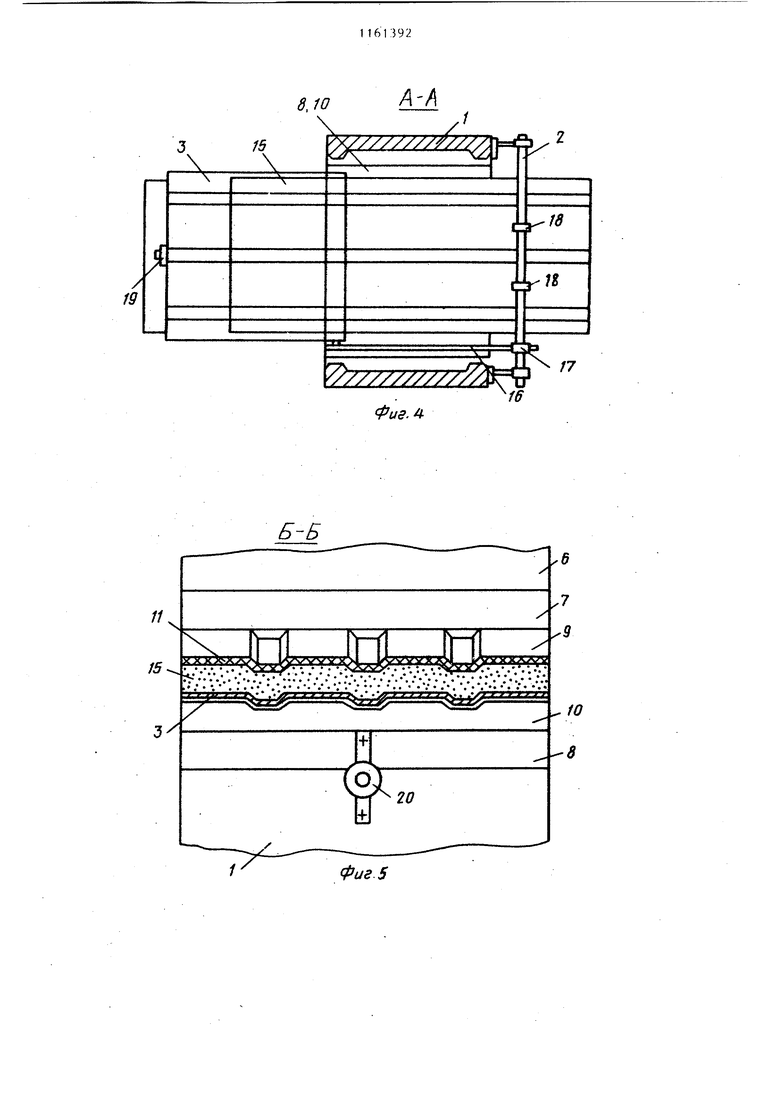
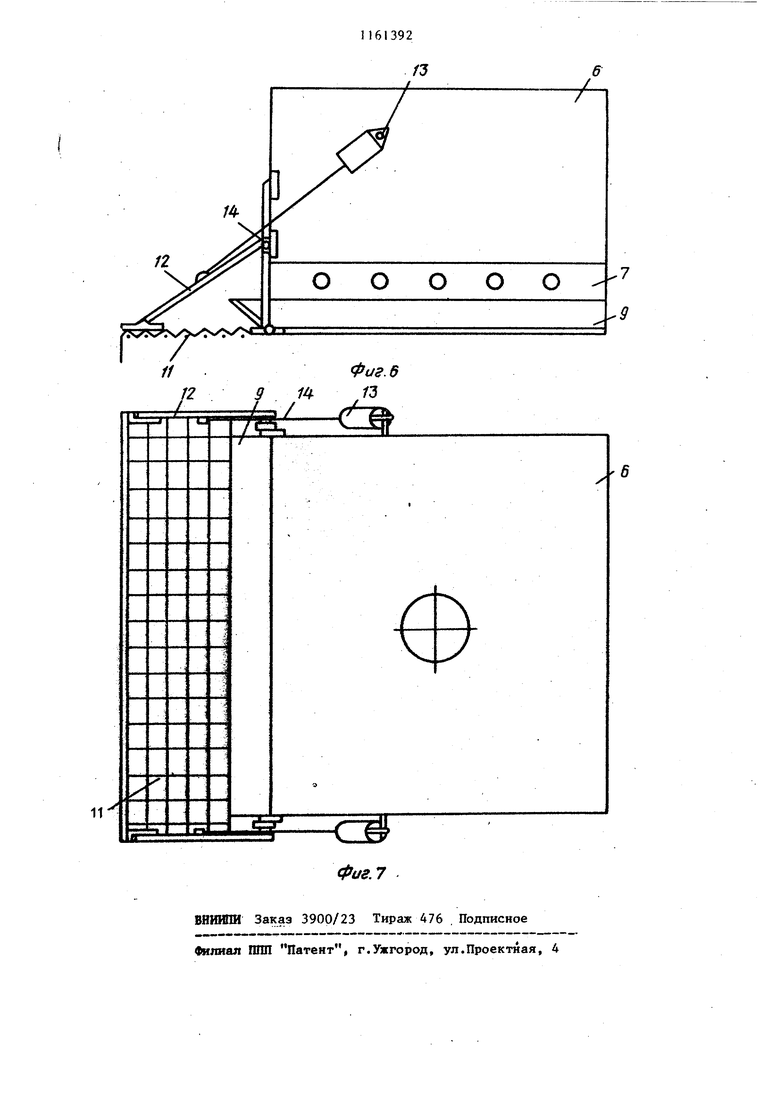
со со ю Изобретение относится к установкам для изготовления формованных изделий непрерывной длины из измельченной древесины и может быть применено в деревообр-абатывающей промышленности, Известны установки для изготовления изделий непрерывной длины, выпол ненные в виде верхней и нижней бесконечных прессующих лент 01. , Однако на установках известной конструкции можнр изготавливать только плоские изделия, кроме того, установки сложны в изготовлении и -эксплуатации. Наиболее близкой к предлагаемой по технической сущности и достигаемо iy результату является установка для изготовления формованных изделий непрерывной длины из измельченной древесины включакнцая формующую машин гидравлический пресс периодического действия с подвижной верхней и непод вижной нижней траверсами, имеющими нагревательные плиты с полуформами, загрузочное устройство с подложкой и выгрузочное приспособление С2 . Недостатками известной установки являются сложность ибольшая металлоемкость конструкции и., кроме того, получаемые на установке изделия имеют неодинаковую плотность по длин изделия из-за большего количества насыпаемого материала по местам стыков, Цель изобретения - упрощение конструкции к улучшение качества издели за счет обеспечения одинаковой по всей длине плотности. Поставленная цель достигается тем что установка для изготовления изделий непрерывной длины из измельченной древесины, включающая формующую машину, гидравлический пресс периодического действия с подвижной верхней и неподвижной нижней траверсами, имеющими нагревательные плиты с полу формами, загрузочное устройство с подложкой и выгрузочное приспособление, .снабжена механизмом прижима ковра в вуде установленной перед вхо дом в пресс решетки, которая шарнирн соединена с подвижной траверсой прес са, подложка смонтирована с возможностью возвратно-постуйательного перемещения между формующей машиной я прессом при помощи гидроцилиндра, а выгрузочное приспособление выполнено в виде взаимодействующей с передней кромкой подложки зубчафой рейки и кинематически связанного с роликового транспортера. На фиг. 1 изображена установка,, общий вид; на фиг. 2 - то же, в момент начала движения подложки в обратном направлении; на фиг. 3 - то же, в момент прессования изделия и насыпки ковра; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - сечение Б-Б на фиг. 2; на фиг. 6 - механизм прижима ковра, вид сбоку; на фиг. 7 - то же, вид сверху. Установка состоит изгидравлического пресса 1 периодического действия, механизма 2 выгрузки, профильной подложки 3, формующей машины 4 и механизма 5 прижима ковра. -Пресс 1 содержит подвижную трасерсу 6, нагревательные плиты 7 и 8, полуформу-пуансон 9 и полуформу-матрицу 10. Механизм 5 прижима ковра установлен на подвижной траверсе 6, Механизм 5 прижима ковра состоит из Профильной решетки 11, рычагов 12 и механизма подъема, например гидроцилиндра 13 и штанги. 14. Решетка 11 посредством рычагов 12 шарнирно сбединена с траверсой 6, образуя механизм, который позволяет задавать решетке необходимую траекторию подъема и опускания, не нарушая при этом целостности ковра 15. Профиль решетки соответствует профилю рабочей поверхности полуформы. Поверхность поддона-подложки 3 идентична рабочей поверхности полуформ. При движении поддона-подложки 3 в зону пресса осуществляется жесткая связь его с механнзмом 2 втулки, который состоит из зубчатой рейки 16, шестерни 17 с муфтой обгона и роликового транспортера 18. Установка также включает загрузочное устройство 19 с гидроцилиндром 20. Установка работает следующим образом. Перед началом работы подвия:ная траверса 6 с укрепленной на ней нагревательной плитой 7, полуформойпуансоном 9 и механизмом 5 прижима ковра находится в верхнем положении, а подложкД З.с предварительно настланным ковром 15 - в крайнем левом положении и опирается одним концом на полуформу-матрицу 10. При включении
31
загрузочно1о устройства 19 перемещения подложки 3 пос; едний с ковром 15 начинает переме{цаться в зону пресса, при этом от подложки 3 поступательное движение получает и зубчатая рейка,16 которая вращает шестерню 17, а также роликовый транспортер 18. Таким образом, с подачей ковра в пресс одновременно происходит перемещение отпрессованной части. Когда ковер проходит определенное расстояние, например равное 1/3 длины матрицы 10, он останавливается, В это время устройство - механизм 5 прижима ковра - занимает определенное положение, а траверса опускается и сжимает ковер. Механизм 5 прижима в этот момент находится в горизонтальном положении, Таким образом ковер 15 удерживается в сжатом состоянии медлу полуформойпуансоном и поддоном, а также между решеткой механизма 5 прижима и поддоном-подложкой 3, Далее поддонначинает перемещаться в возвратном направлении, при этом участок ковра, находящегося под пуансоном, укладывается на матрицу, роликовый транс3924
портер 18 отключен., а отпрессованная часть изделия не перемещается. При достижении поддоном исходной точки под формующей машиной механизм 5 прижима ковра занимает вертикальное положение, а подвижная траверса опускается, сжимая ковер между пуансоном и матрицей, при этом происходит его нагрев, а изделие формуется до заданной толщины. Одновременно включается формующая машина 4, которая производит насыпку очередного участка ковра.
После технологической выдержки происходит только частичная полимериза1 ия связующего вещества в наружных слоях участка ковра, поданного в зону прессования, верхняя траверса поднимается и цикл повторяется.
Установка обеспечивает упрощение конструкции и улучшение качества формованных изделий за счет ликвидации уплотнений в местах переходов. Кроме того, конструкция обеспечивает возможность прессования изделий различной конфигурации непрерывной длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профилированных формованных изделий | 1980 |
|
SU988577A1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
| Способ изготовления формованных изделий | 1985 |
|
SU1248811A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| Линия производства профильных формованных изделий из волокнистой массы | 1987 |
|
SU1444151A1 |
| Пресс для формования под давлением и вулканизации резинотехнических изделий" | 1973 |
|
SU506510A1 |
| Установка для изготовления древесностружечных плит | 1977 |
|
SU648437A1 |
| Устройство для производства древесных строительных плит | 1980 |
|
SU935310A1 |
| Устройство для изготовления изделий из древесно-клеевых композиций | 1981 |
|
SU1006271A1 |
| Устройство для изготовления стекломозаичных ковров | 1980 |
|
SU903316A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ НЕПРЕРЫВНОЙ ДЖНЫ ИЗ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ, включающая формующую машину, гидравлический пресс периодического действия с подвшсной верхней и неподвижной нижней траверсами, имеющими нагревательные плиты с полуформами, загрузочное устройство с подложкой и выгрузочное приспособление, отличающаяся тем, что, с целью упрощения конструкции и улучшения качества изделий за счет обеспечения одинаковой по всей длине плотности, установка снабжена механизмом прижима ковра в виде установленной перед входом в пресс рещетки, которая шарнирно соединена с подвижной траверсой пресса, подложка смонтирована с возможностью возвратно-поступательного перемещения между формукмдей машиной и прессом при помощи гидроцилиндра, а выгрузочное приспособление выпол(О нено в виде взаимодействуннцей с передней кромкой подложки зубчатой рейки и кинематически связанного с ней роликового транспортера, .
Л| ;5
го
1
Фиг./
г
Фиг.Ъ
8,10
15
/
19
n
cr
17
3/
6
7 9
10 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шварцман Г.М | |||
| Производство древесностружечных плит | |||
| М., Лесная промышленность, 1977, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU273A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
