Изобретение относится к обработке металлов давлением, в частности к гибке проволоки, и предназначено преимущественно для изготовления выводов приборов силовой электроники,
Цель изобретения - повышение производительности и надежности.
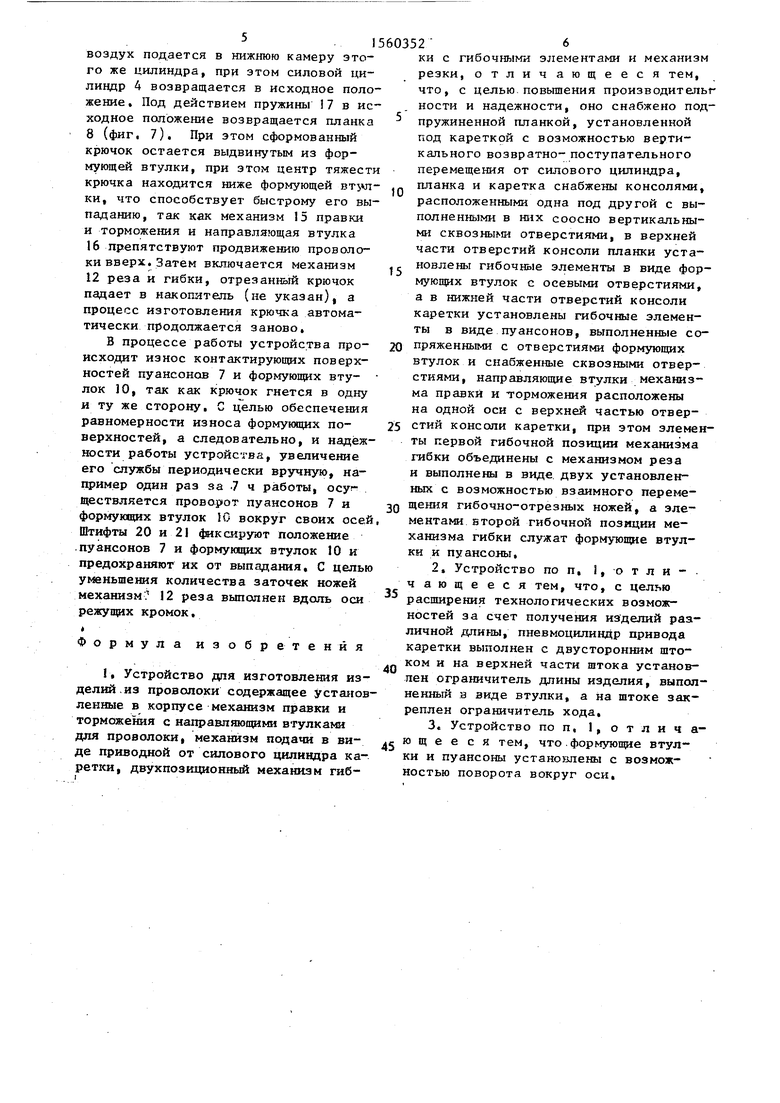
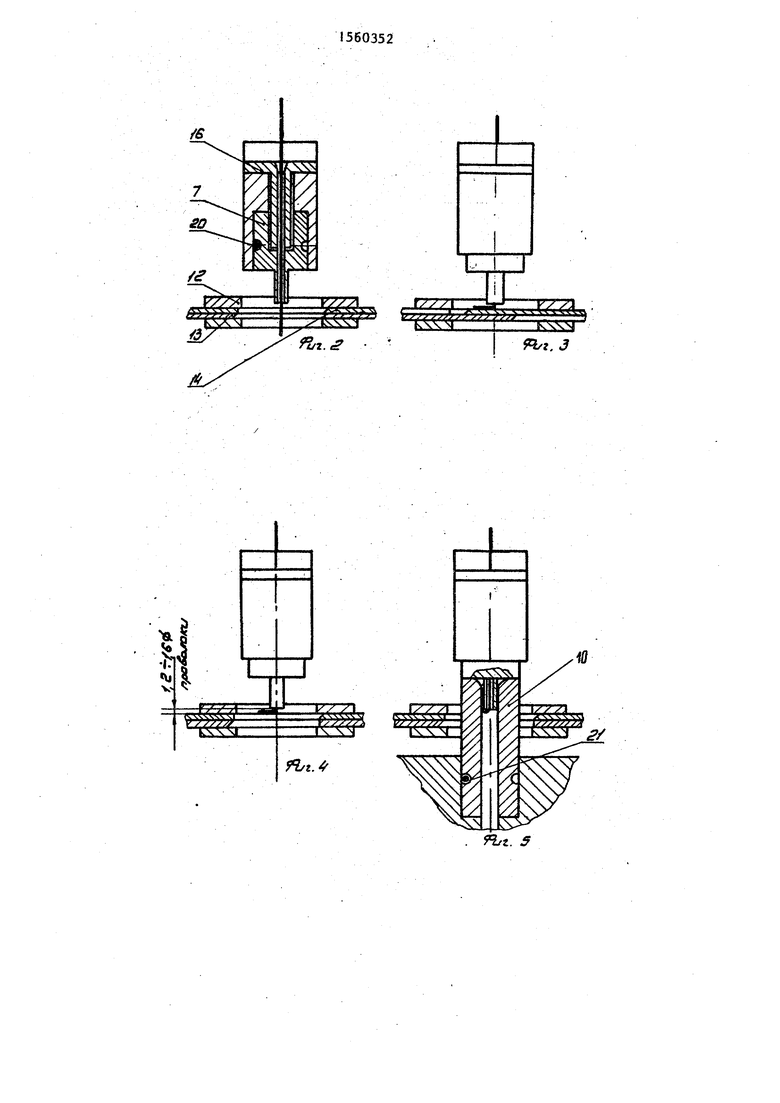
На фиг, 1 изображено устройство, общий вид; на фиг, 2 - исходное положение устройства перед резом с заправленной проволокой; на фиг, 3 - механизм в момент реза и подгиба проволоки; на фиг, 4 - ножи в исходном положении после подгиба проволоки; на фиг, 5 - формующая втулка в мо- мент формовки крючка; на фиг, 6 - пуансон и формующая втулка с протянутой проволокой в нижнем положении; на фиг, 7 - положение крючка перед резом,
Устройствб для изготовления изделий из прово/юки содержит корпус 1 , на котором установлены вращающиеся подторможенные бобины 2 с проволокой, направляющие колонки 3, силовой ци- линдр 4, на штоке которого закреплена подвижная каретка 5 с консолью 6, В осевых отверстиях консоли установлены с возможностью проворота вокруг своих осей пуансоны 7, На направляющих колонках 3 под подвижной кареткой 5 установлена подвижная планка 8 с консолью 9, в осевых отверстиях которой, соосных с осевыми отверстиями консоли, размещены формующие втулки 10, нижней1 части устройства на корпусе 1 закреплен формующий цилиндр 11, являющийся приводом планки 8, Между пуансонами 7 и формующими втулками 10, установленными с возмбжностью поворота вокруг осей, размещен механизм 12 реза и гибки, содержащий нижний нож 13иверхний; гибочный нож 14, Механиз 15 правки и торможения проволоки вы
5
5
1
5 0
,Q
5
полней неподвижным над верхней частью консоли 6, Подача проволоки в пуансоны 7 осуществляется через осевые отверстия в направляющих втулках 16, закрепленных в механизме правки и торможения 15 и выполненных сопряженными с осевыми отверстиями консоли 6, Подвижная планка закреплена в корпусе с помощью пружины 17,
Длина изготавливаемого крюка регулируется с помощью съемной дистанционной втулки 18, установленной между ограничителем 19 и корпусом 1. Штифтами 20 и 21 осуществляется фиксация формующих втулок и пуансонов, предохраняющих их от выпадания.
Устройство работает следующим образом.
Проволока с бобины 2 через механизм 15 правки и торможения, направляющую втулку 16, пуансон 7 выдвигается ниже уровня реза. Затем включается механизм 12 реза и гибки, при этом .происходит рез и удаление излишка проволоки и производится сгибание проволоки верхним гибочным ножом 14 до L- образной формы (фиг, 3), после чего ножи 13 и 14 разводятся в исходное положение (фиг, 4), Затем подается воздух в формующий цилиндр 11, соединенный, с подвижной планкой 8, которая по направляющим колонкам 3 начинает перемещаться вверх, и формующая втулка 10 подгибает крючок до L-образной формы (фиг, 5), Подача воздуха в формующий цилиндр 11 прекращается, и сжатый воздух подается в верхнюю камеру силового цилиндра 4, При этом подвижная каретка 5 совместно с подвижной „планкой 8 перемещаются вниз на ход силового цилиндра 4 (фиг, 6), ограниченный съемной втулкой 18, Подача сжатого воздуха в верхнюю камеру силового цилиндра 4 прекращается, и сжатый
51
воздух подается в нижнюю камеру этого же цилиндра, при этом силовой цилиндр 4 возвращается в исходное положение. Под действием пружины 7 в исходное положение возвращается планка 8 (фиг, 7). При этом сформованный крючок остается выдвинутым из формующей втулки, при этом центр тяжест крючка находится ниже формующей BTJVTI ки, что способствует быстрому его выпаданию, так как механизм 15 правки и торможения и направляющая втулка 16 препятствуют продвижению проволоки вверх. Затем включается механизм 12 реза и гибки, отрезанный крючок падает в накопитель (не указан), а процесс изготовления крючка автоматически продолжается заново.
В процессе работы устройства происходит износ контактирующих поверхностей пуансонов 7 и формующих втулок 10, так как крючок гнется в одну и ту же сторону. С целью обеспечения равномерности износа формующих поверхностей, а следовательно, и надежности работы устройства, увеличение его службы периодически вручную, например один раз за 7 ч работы, осуществляется проворот пуансонов 7 и формующих втулок 1C вокруг своих осей Штифты 20 и 21 фиксируют положение пуансонов 7 и формующих втулок 10 и предохраняют их от выпадания, С целью уменьшения количества заточек ножей механизм4 12 реза выполнен вдоль оси режущих кромок.
Ф о
рмула изобретения
I. Устройство для изготовления изделий из проволоки содержащее установленные в корпусе механизм правки и торможения с направляющими втулками для проволоки, механизм подачи в виде приводной от силового цилиндра каретки, двухпозиционный механизм гибки с гибочными элементами и механизм резки, отличающееся тем, что, с целью повышения производительг
o
5
5
0
5
0
5
ности и надежности, оно снабжено подпружиненной планкой, установленной под кареткой с возможностью вертикального возвратно- поступательного перемещения от силового цилиндра, планка и каретка снабжены консолями, расположенными одна под другой с выполненными в них соосно вертикальными сквозными отверстиями, в верхней части отверстий консоли планки установлены гибочные элементы в виде формующих втулок с осевыми отверстиями, а в нижней части отверстий консоли каретки установлены гибочные элементы в виде пуансонов, выполненные сопряженными с отверстиями формующих втулок и снабженные сквозными отверстиями, направляющие втулки механизма правки и торможения расположены на одной оси с верхней частью отверстий консоли каретки, при этом элементы первой гибочной позиции механизма гибки объединены с механизмом реза и выполнены в виде двух установленных с возможностью взаимного переме- о щения гибочно-отрезных ножей, а элементами второй гибочной позиции механизма гибки служат формующие втулки и пуансоны,
2, Устройство по п, 1, отличающееся тем, что, с целью расширения технологических возможностей за счет получения изделий различной длины, пневмоцилиндр привода каретки выполнен с двусторонним штоком и на верхней части штока установлен ограничитель длины изделия, выполненный в виде втулки, а на штоке закреплен ограничитель хода.
3« Устройство по п, отличающееся тем, что формующие втул ки и пуансоны установлены с возможностью поворота вокруг оси.
гr-sfff
/jOO&SO l/
1л О О ы «л
NJ
у
5S
Г
1
F
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления деталей сложной конфигурации из проволоки | 1983 |
|
SU1105266A1 |
| Автомат для изготовления проволочных пружин сложной конфигурации | 1987 |
|
SU1461571A1 |
| Несинхронная линия для изготовления и укладки одновитковых секций в пазы магнитопроводов электрических машин | 1986 |
|
SU1317574A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Автоматический станок для изготовления изогнутых в двух взаимно перпендикулярных плоскостях проволочных крючков, например, для сеток кроватей | 1949 |
|
SU89738A1 |
Изобретение относится к устройствам для изготовления изделий из проволоки и позволяет повысить производительность и надежность работы устройства. Устройство содержит установленную под кареткой 5 с консолью 6 подпружиненную планку 8 с консолью 9. При этом в сквозных отверстиях консоли 6 каретки 5 установлены пуансоны 7, а в сквозных, соосных с ними, отверстиях консоли 9 установлены формующие втулки 10. После реза проволоки и одновременного гиба следующего изделия до L - образной формы механизмом 12 реза и гибки планка 8 поднимается, и формующие втулки 10 формуют L - образный вывод, зажимают его и при одновременном движении каретки 5 и планки 8 вниз вытягивают очередное изделие. Затем каретка 5 и планка 8 возвращаются в исходное состояние, и происходит рез очередного изделия. Особенностью является то, что L - образное изделие находится при резе глубоко в осевом отверстии консоли 9, что ведет к надежному и быстрому удалению изделия и увеличению производительности устройства. Кроме того, при установке по линии реза нескольких пар пуансон - втулка производительность устройства также увеличивается. 2 з.п.ф-лы, 7 ил.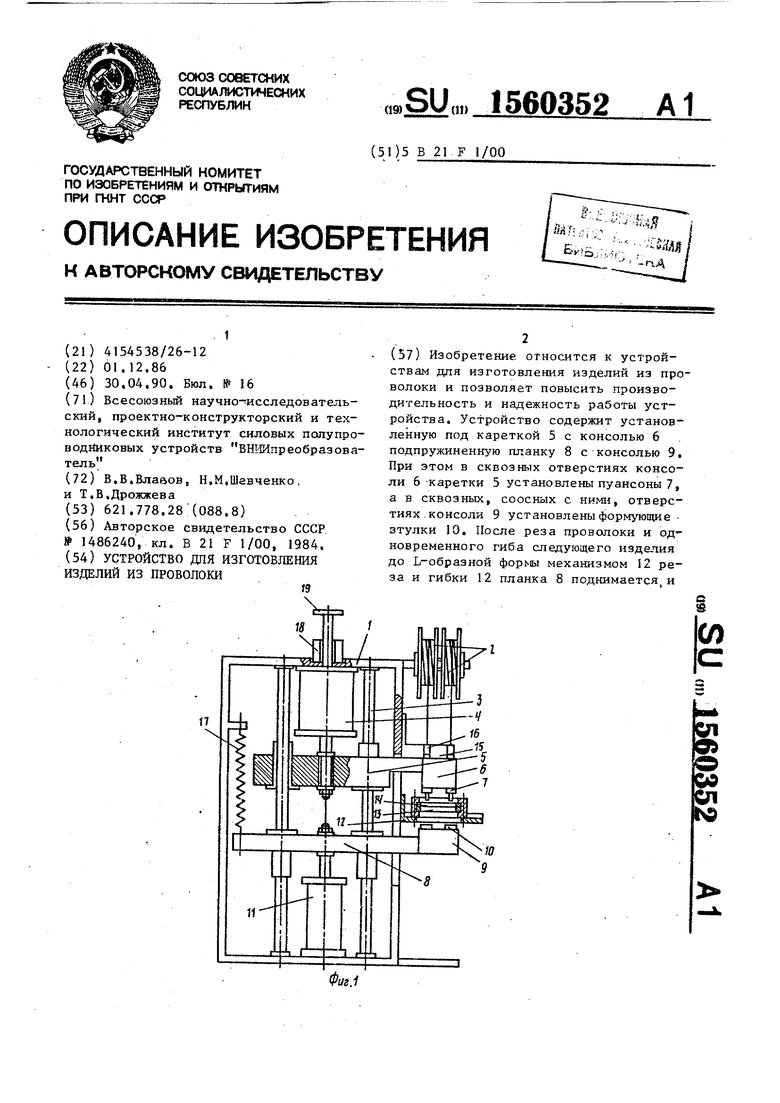
. Ј
°иг. 7
| Авторское свидетельство СССР № 1486240, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
