Изобретение относится к порошковой металлургии, в частности к способам изготовления изделий из моно- алюминида никеля.
Целью изобретения является повышение технологичности материала.
Предложенный способ заключается в прессовании порошков алюминия, плакированных никелем, при давлении 200-1000 МПа, экструзии при комнатной температуре с деформацией или при температуре 300 500°С с деформацией %-99,22, механической обработке и ступенчатой термообработке сначала при 610-640°С с выдержкой 3-4 ч, при нагреве до 1050-1130°С с выдержкой 3 ч, затем при нагреве до 1480-1520°С с выдержкой 0,8-1 ч.
Прессование при давлениях ниже 200 МПа не позволяет получать брикет
с удовлетворительной для манипуляции прочностью. Брикетирование при давлениях выше 1000 МПа нецелесообразно из-за критических нагрузок на пресс- оснастку.
Холодная экструзия с деформацией менее 90% не позволяет получить компактный качественный полуфабрикат, а экструзия при комнатной температуре с деформацией более 96% требует усилий, превышающих допустимые для прес- сового инструмента. Для получения полуфабрикатов методом экструзии холодного брикета с деформацией 96- 99,9% необходим нагрев стенок контейнера до 300-500°Сс При температуре стенок контейнеров ниже 300 С и деформации 96-99,9% усилия на прессо- вый инструмент превышают допустимые. Нагрев стенок контейнера выше 500°С
СЛ
О)
Јъ
О СО
практически трудно осуществить из-за высоких тепловых потерь в окружающую атмосферу. Проведение экструзии с деформацией более 99 9% требует предварительного нагрева брикета, что не позволяет провести последующую термообработку и получить моноалюми- нид никеля данным способом.
Заключительная операция - ступенчатая термообработка проводится для получения изделий из моноалюминида никеля заданной формы за счет контролируемого температурно-временного воздействия на исходную композицию с заданным распределением слоев никеля и алюминия. Термообработка при 610-640°С в течение ч позволяет сформировать по границам композиции Ni-Al защитный слой соединенияNi Al3 предотвращающий вытекание А1 из полуфабриката. При температурах ниже 6Ю°С время образования соединения резко возрастает, а при температурах выше 640°С возможно вытекание эвтектики Al - NiAlg. Увеличение времени термообработки более 4 ч приводит к разрушению полуфабриката за счет объемных изменений, вызванных ростом соединения Ni2Al 3 сверх критического. Уменьшение времени термообработки менее 3 ч при 610-640 С не позволяет создать барьерный слой 3 нужной толщины, что при последующем повышении температуры термообработки приводит к вытеканию А1 из полуфабриката.
На втором этапе температуру термообработки повышают до 1050 -1130 С и ведут ее в течение ч, в этом температурном интервале происходит образование интерметаллических соединений и NiAl, причем большую скорость роста имеет NiAl, формирующий барьерный слой. При термообработке ниже 1050°С наибольшую скорость роста имеет соединение К12А13, что приводит к необратимым объемным изменениям и разрушению по- . луфабриката. Повышение температуры выше 1130°С в течение первых 4 ч рого этапа термообработки ведет к расплавлению материала. При временах выдержки менее 3 ч на втором этапе термообработки образуется барьерный слой соединения NiAl недостаточной толщины и повышение температуры на третьем, заключительном этапе, приводит к расплавлению и нарушению фор мы образца.
вто
,
15
20
Увеличение времени выдержки более 4 ч ведет к накоплению сверх допустимого соединения , что приводит к разрушению полуфабриката.
Заключительный этап термообработки при 148U-1520°C в течение 0,8-1 ч необходим для расплавления соединения и получения изделия из 10 моноалюминида никеля при сохранении заданной формы. Температура термообработки ниже 1480°С резко увеличивает время получения соединения NiAl. Температура выше 1520°С приводит к разрушению изделия на стадии выравнивания состава.
Время термообработки менее 0,8 ч недостаточно для полного растворения соединения Ni4Al3, а выдержка изделия при 1480-1520°С более 1 ч не приводит к изменению состава моноалюминида никеля в изделии.
Пример . Проводят прессование, экструзию и термообработку ком- г позиционного порошка А1, плакированного никелем. Порошок получают осаждением из газовой фазы Ni на сферические частицы А1. Размер частиц композиционного порошка 80-120 мкм. Соотношение никеля и алюминия соответ- ™ ствует стехиометрическому составу моноалюминида никеля в каждой композиционной частице.
В состав пресс-оснастки входят: контейнеры 16,8 мм и 17 мм, глухая 35 матрица и матрицы с диаметрами отверстий 5,6; 5,4; М; 3,4; 2,4; 1,7; 1,6 мм, соответствующие деформации 89, 90, 92, 96, 98, 99,9,-99,9П, изготовленные из стали ЗХ2В.8Ф. 40 7 г прессуемого материала засыпают в контейнер пресса, устанавливают контейнер с засыпкой на 50-тонный вертикальный гидравлический пресс, сжимают под давлением пресса 4, т 45 180-1000 Мпа с выдержкой под давлением 1 с. Затем брикет выталкивают и экструдируют либо при комнатной температуре с деформацией 90-96%, либо при температуре стечок контейнера - 50 300-500°С с деформацией 96-99,9%.
Изделия получают в виде прутков с диаметром, соответствующим диаметру отверстия в матрице.
Первые две ступени термообработки изделий, помещенных в вакуумирован- | ные кварцевые ампулы, проводят в печи сопротивления. Третий этап термической обработки осуществляется в индукционной печи в атмосфере инертного газа. Режим термообработки:
1этап - нагрев до 610-640°С, выдержка 3-4 ч;
2этап - нагрев до 1050-1130вС, выдержка ч;
3этап - нагрев до 1480-1520°С, выдержка 0,8-1 ч.
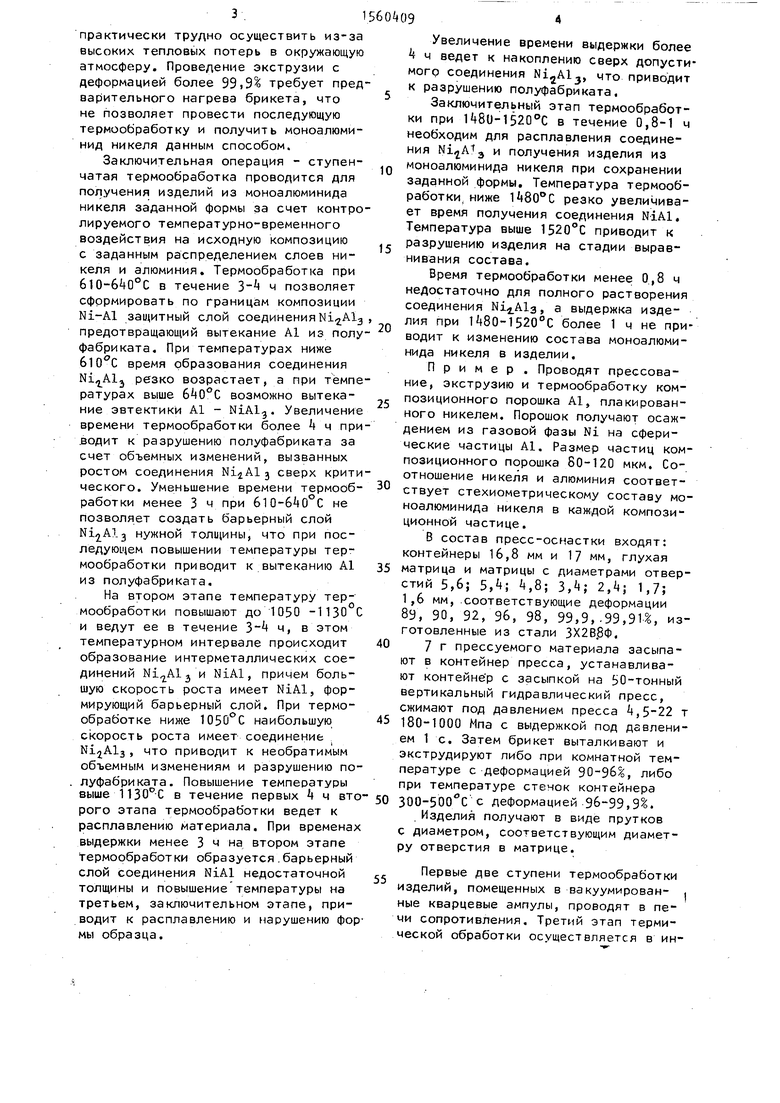
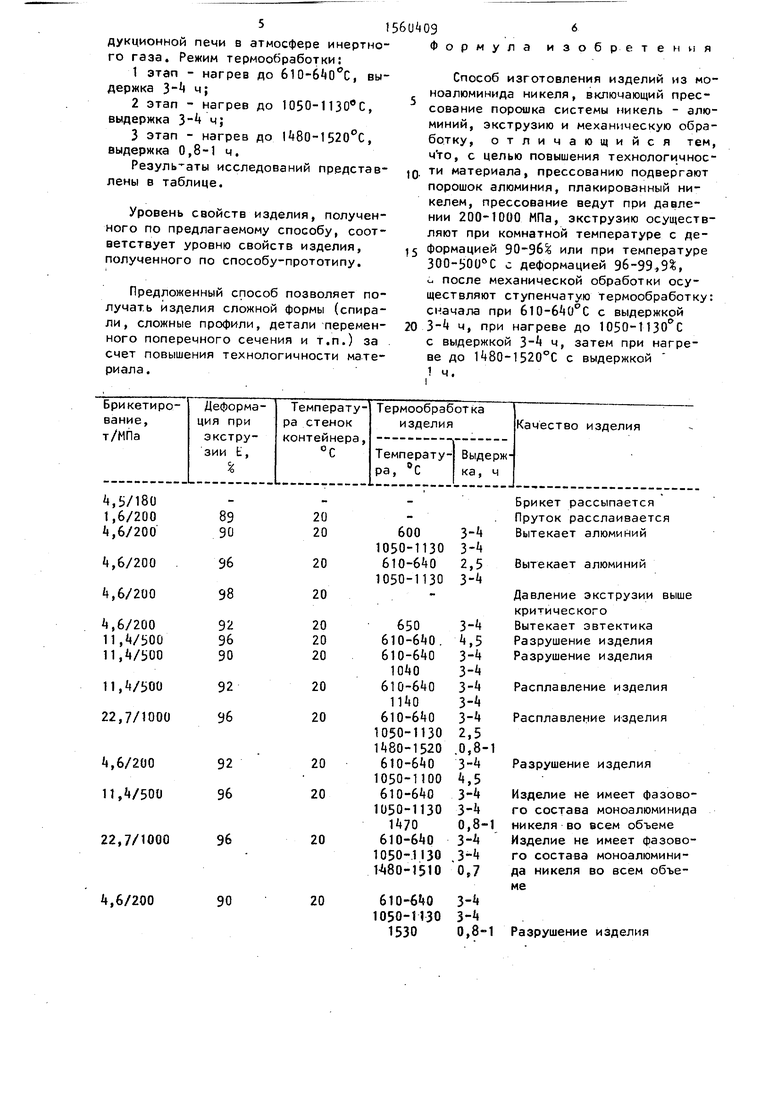
Результаты исследований представлены в таблице.
Уровень свойств изделия, полученного по предлагаемому способу, соответствует уровню свойств изделия, полученного по способу-прототипу.
Предложенный способ позволяет получать изделия сложной формы (спирали, сложные профили, детали переменного поперечного сечения и т.п.) за счет повышения технологичности материала.
156U409
Формула изобретения
Способ изготовления изделий из мо- ноалюминида никеля, включающий прессование порошка системы никель - алюминий, экструзию и механическую обработку, отличающийся тем, что, с целью повышения технологичносQ. ти материала, прессованию подвергают порошок алюминия, плакированный никелем, прессование ведут при давлении 200-1000 МПа, экструзию осуществляют при комнатной температуре с де5 формацией 90-96% или при температуре 300-500°С с деформацией 96-99 9%, ч после механической обработки осуществляют ступенчатую термообработку: сначала при 610-640°С с выдержкой
3-4 ч, при нагреве до 1050-1130 0 с выдержкой ч, затем при нагреве до 1480-1520°С с выдержкой .1 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОПРОЧНЫЙ КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NiAl И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2371496C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНОГО ПОРОШКОВОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕДИ | 2021 |
|
RU2766601C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2007 |
|
RU2340702C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДНОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2686831C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2121904C1 |
| КОМПОЗИТНАЯ ЗАГОТОВКА, ИМЕЮЩАЯ УПРАВЛЯЕМУЮ ДОЛЮ ПОРИСТОСТИ В, ПО МЕНЬШЕЙ МЕРЕ, ОДНОМ СЛОЕ, И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2468890C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2002 |
|
RU2228960C1 |
| СПОСОБ УСТРАНЕНИЯ ТРЕЩИН В ПОВЕРХНОСТНОМ СЛОЕ ДЕТАЛИ | 2006 |
|
RU2305027C1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
Изобретение относится к порошковой металлургии. Цель изобретения - повышение технологичности материала. Предлагаемый способ заключается в прессовании порошков алюминия, плакированных никелем, при давлении 200-1000 МПа, экструзии при комнатной температуре с деформацией 90-96% или при 300-500°С с деформацией 96-99,9%, механической обработке и ступенчатой термообработке сначала при 610-640°С с выдержкой 3-4 ч, при нагреве до 1050-1130°С с выдержкой 3-4 ч, затем при нагреве до 1480-1520°С с выдержкой 0,8-1 ч. Изобретение позволяет получать изделия сложной формы за счет повышения технологичности материала. 1 табл.
О
О
89
90
96 98
92 96 90
92 96
92 96
96
90
20 20
20 20
20 20 20
20 20
20 20
20
20
610-640 3-4 050-ИЗО 3-4 1530 0,8-1
Брикет рассыпается Пруток расслаивается Вытекает алюминий
Вытекает алюминий
Давление экструзии выше критического Вытекает эвтектика Разрушение изделия Разрушение изделия
Расплавление изделия Расплавление изделия
Разрушение изделия
Изделие не имеет фазового состава моноалюминида никеля во всем объеме Изделие не имеет фазового состава моноалюминида никеля во всем объеме
Разрушение изделия
92
20610-640 3-4
1050-1130 3-4 1480-1520 0,8-1
Моноа люминид никеля во всем объеме
| I | |||
| A | |||
| and E | |||
| A | |||
| SLarke | |||
| Nicrastructure and properties of extruded plate | |||
| - Powder Metallurgy, 1983, vol | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| СПОСОБ ПРАВКИ ТОНКОСТЕННЫХ ПРОФИЛЕЙ | 0 |
|
SU185191A1 |
