Изобретение относится к металлургии, конкретно к термической обработке изделий в контролируемых атмосферах, в частности к вакуумному старению.
Цель изобретения - повышение качества изделий путем предотвращения улетучивания легирующих элементов.
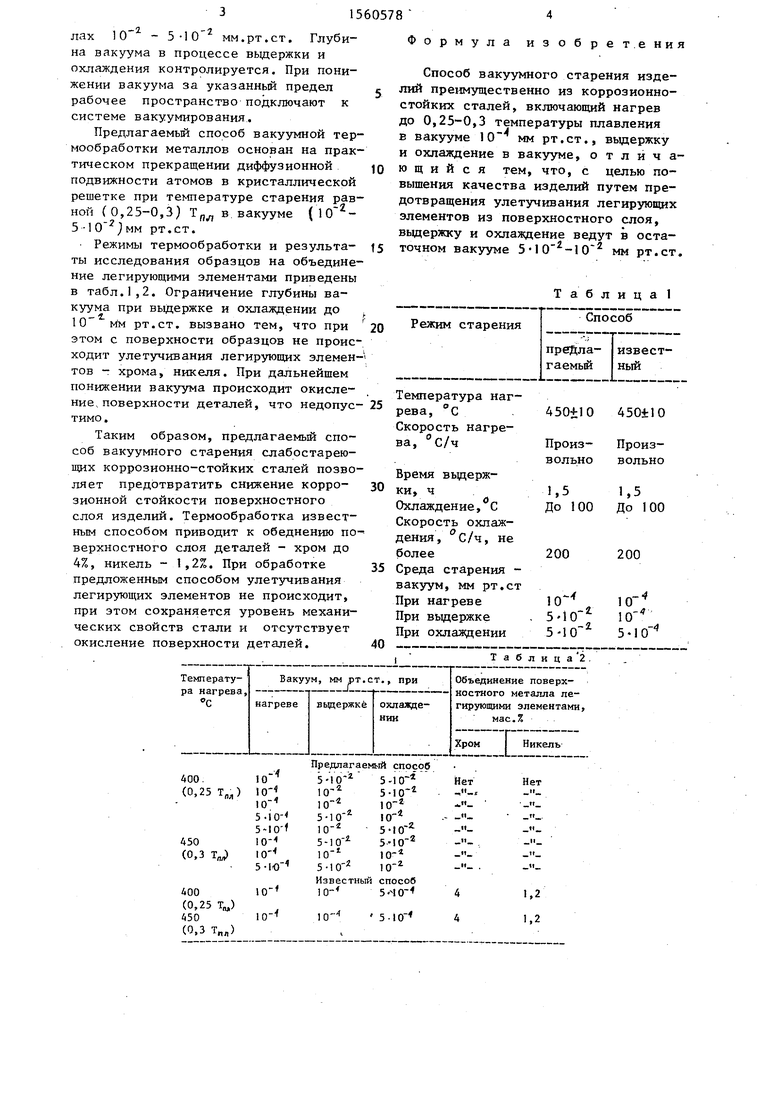
Образцы стальной ленты марки 08Х15Н5Д2ТШ подвергались вакуумному старению по известному и предлагаемому способам.
Исследование образцов (в термооб- работанном и исходном состоянии) проводились на рентгеновском микроанализаторе МАР-2.
Термообработку по предлагаемому способу вакуумного старения изделий из слабостареющих коррозионно-стойких сталей производят в промышленных печах типа СЭВ 3.3/11, 5М1 по режимам рекомендованным на коррозионно-стойкие стали. Загружают детали в печь с температурой 0,25-0,3 Тпл (400 - 50°С), герметизируют печи, включают насосы, поддерживая вакуум в течение всего процесса термообработки, т.е. в вакууме проводятся все этапы термообработки - нагрев (при 10 - 5 10 мм рт.ст.), выдержка и охлажде- 7 X
ние (при 10 -5-10 мм рт.ст.) по заданному режиму до температуры 100°С, причем в процессе охлаждения от температуры 0,25-0,3 ТЯл (темпера- |тура плавления, равная 1500°С) рабо- (чее пространство печи с деталями герметизируется от вакуумных насосов, а сами насосы отключают.
Таким образом, процесс выдержки и охлаждения производят при выключенных насосах в остаточном вакууме герметизированного рабочего пространства печи, который находится в предеО)
с
ел Ф
о ел
5
00
ч-4
ч-2
куума при выдержке 10 мм рт.ст. вызвано
лах 10 - 5-10 мм.рт.ст. Глубина вакуума в процессе выдержки и охлаждения контролируется. При понижении вакуума за указанный предел рабочее пространство подключают к системе вакуумирования.
Предлагаемьй способ вакуумной термообработки металлов основан на практическом прекращении диффузионной подвижности атомов в кристаллической решетке при температуре старения равной (0,25-0,3) Тпл в вакууме ( 5 -1 мм рт.ст.
Режимы термообработки и результа- ты исследования образцов на объединение легирующими элементами приведены в табл.1,2. Ограничение глубины ваи охлаждении до
тем, что при этом с поверхности образцов не происходит улетучивания легирующих элементов - хрома, никеля. При дальнейшем понижении вакуума происходит окисление поверхности деталей, что недопус- тимо.
Таким образом, предлагаемый способ вакуумного старения слабостареющих коррозионно-стойких сталей позволяет предотвратить снижение корро- зионной стойкости поверхностного слоя изделий. Термообработка известным способом приводит к обеднению поверхностного слоя деталей - хром до 4%, никель - 1,2%. При обработке предложенным способом улетучивания легирующих элементов не происходит, при этом сохраняется уровень механических свойств стали и отсутствует окисление поверхности деталей.
Формула изобретения
Способ вакуумного старения изделий преимущественно из коррозионно- стойких сталей, включающий нагрев до 0,25-0,3 температуры плавления в вакууме 10 мм рт.ст., выдержку и охлаждение в вакууме, отличающийся тем, что, с целью повышения качества изделий путем предотвращения улетучивания легирующих элементов из поверхностного слоя, выдержку и охлаждение ведут в остаточном вакууме 5 10 2-10 2 мм рт.ст.
450±10 450410
Произвольно
1,5
До 100
Произвольно
1,5
До 100
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТОНКОЛЕЗВИЙНОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2085599C1 |
| Способ безокислительной термической обработки изделий из аустенитной коррозионно-стойкой стали | 2019 |
|
RU2723871C1 |
| АУСТЕНИТНАЯ ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И СПОСОБ ЕЕ ВЫПЛАВКИ | 2011 |
|
RU2456365C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2394935C2 |
| Способ вакуумтермической обработки изделий из нержавеющих сталей | 1982 |
|
SU1118697A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2031182C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ | 1980 |
|
SU854030A1 |
| Способ обработки сварочной проволоки | 1989 |
|
SU1691028A1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ ЛЕГИРОВАННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 1991 |
|
RU2011686C1 |
Изобретение относится к металлургии, а именно к термической обработке в контролируемых атмосферах. Цель изобретения - повышение качества изделий путем предотвращения улетучивания легирующих элементов. Способ включает нагрев до температуры 0,25-0,3 ПЛ в вакууме 10-4-5.10-4 мм рт.ст., выдержку и охлаждение в вакууме 10-2-5.10-2 мм рт.ст. Способ позволяет предотвратить улетучивание легирующих элементов, исключить окисление поверхности и сохранить уровень механических свойств. 2 табл.
| Петров И.П., Трошкин И.Т., Веселов В.П | |||
| Термическая обработка стали в контролируемых атмосферах | |||
| М.: Машиностроение, 1969, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Обработка термическая вакуумная деталей и сборочных единиц из нержавеющих и жаропрочных сталей и сплавов | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
