/
Фиг 1
После навешивания деталей на крючки она переносится по технологическим ваннам для обработки. При этом подача тока осуществляется через штанги 1 на шины 4 и далее через крючки 5 на детали,.Планка 3 служит для ограничения силового электрического поля, что предупреждает детали нижнего ряда от чрезмерного обрастания металлом,
Демонтаж деталей осуществляется поворотом подвески вниз крючками. По мере обрастания шин 4 и крючков 5 и ухудшения гальванообработки последние легко заменяются на новые. Такая конструкция подвески позволяет увеличить срок службы подвески и снизить трудоемкость при изготовлении и ремонте подвесок. 1 з.п. ф-лы, 3 ил.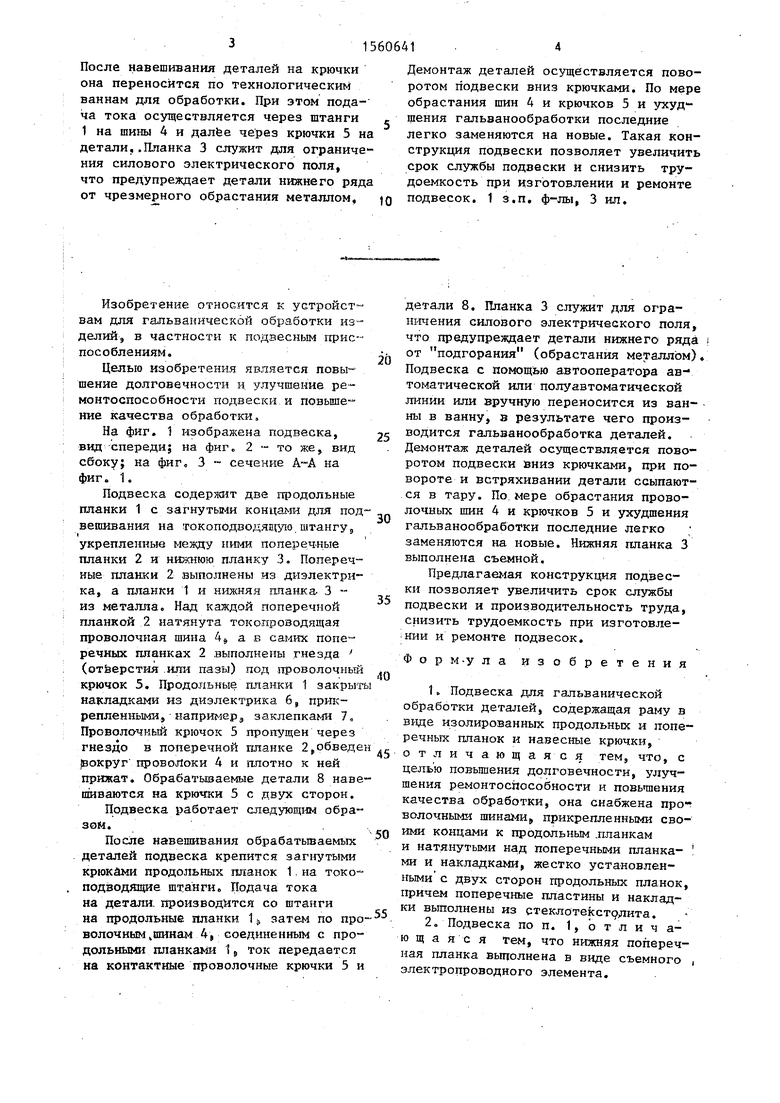
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1754801A1 |
| Способ закрепления навесных крючков на подвеске | 1989 |
|
SU1675403A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1830397A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| АНОДНАЯ ПОДВЕСКА ДЛЯ НАРАЩИВАНИЯ МЕТАЛЛОВ | 1964 |
|
SU167114A1 |
| Подвеска для гальванической обработки деталей | 1987 |
|
SU1460084A1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Подвеска для избирательного гальванического покрытия полых изделий | 1983 |
|
SU1079702A1 |
| Устройство для подвески деталей в гальванических ваннах | 1959 |
|
SU130309A1 |
| Устройство для локального гальванопокрытия деталей | 1983 |
|
SU1109482A1 |
Изобретение относится к устройствам для гальванической обработки изделий, в частности к подвесным приспособлениям. Цель изобретения - повышение долговечности и улучшение ремонтоспособности подвески и повышение качества обработки. Подвеска включает две продольные планки 1 с крючками, между которыми установлены поперечные планки 2 из стеклотекстолита и нижняя съемная планка 3 из металла. Над каждой планкой 2 натянута проволочная шина 4, а в самих планках 2 выполнены отверстия под проволочный крючок 5. Планки 1 закрыты накладками из стеклотекстолита, прикрепленными, например, заклепками. После навешивания деталей на крючки она переносится по технологическим ваннам для обработки. При этом подача тока осуществляется через штанги 1 на шины 4 и далее через крючки 5 на детали. Планка 3 служит для ограничения силового электрического поля, что предупреждает детали нижнего ряда от чрезмерного обрастания металлом. Демонтаж деталей осуществляется поворотом подвески вниз крючками. По мере обрастания шин 4 и крючков 5 и ухудшения гальванообработки последние легко заменяются новые. Такая конструкция подвески позволяет увеличить срок службы подвески и снизить трудоемкость при изготовлении и ремонте подвесок. 1 з.п. ф-лы, 3 ил.
Изобретение относятся к устройствам для гальванической обработки изделий, в частности к подвесным приспособлениям.
Целью изобре гения является повышение долговечности и улучшение ре- монтоспособности подвески и повыше- ние качества обработки.
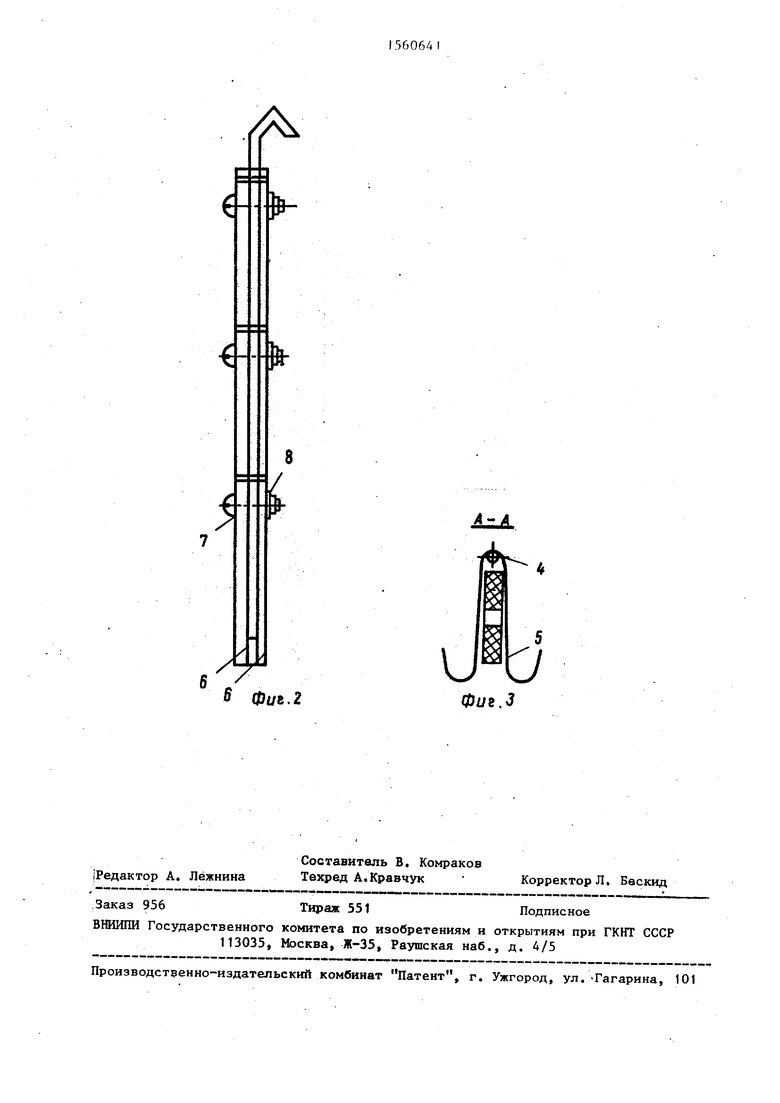
На фиг. 1 изображена подвеска, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - сечение на фиг. 1„
Подвеска содержит две продольные планки 1 с загнутыми концами для под вешивания на токоподво яа ую штангу9 укрепленные между ними поперечные планки 2 и ним-пото планку 3. Поперечные планки 2 выполнены чз диэлектрика, а планки 1 и нижняя планка- 3 - из металла. Над каждой поперечной планкой 2 натянута токопрсводящая проволочная шина 4$ а в самих поперечных планках 2 выполнены гнезда (отверстия или пазы) под проволочный крючок 5. Продольные планки 1 закрыт накладками из диэлектрика 6, прик репленными, напримерэ заклепками 7, Проволочный крючок 5 пропущен через гнездо в поперечной планке 2,обведе (вокруг проволоки 4 и ппотно к ней прижат. Обрабатываемые детали 8 навешиваются на крючки 5 с двух сторон.
Подвеска работает следующим образом.
После навешивания обрабатываемых деталей подвеска крепится загнутыми крюками продольных планок 1 на токо- подводящие штанги. Подача тока на детали производится со штанги на продольные планки 1( затем по про волочнымvшинам 4 соединенным с продольными планками 19 ток передается на контактные проволочные крючки 5 и
0
5
0
.,.
5
0
0
5
детали 8, Планка 3 служит для ограничения силового электрического поля, что предупреждает детали нижнего ряда от подгорания (обрастания металлом). Подвеска с помощью аэтооператора автоматической или полуавтоматической линии или вручную переносится из ванны в ванну, в результате чего производится гальванообработка деталей. Демонтаж деталей осуществляется поворотом подвески вниз крючками, при повороте и встряхивании детали ссыпаются в тару. По мере обрастания проволочных шин 4 и крючков 5 и ухудшения гальванообработки последние легко заменяются на новые. Нижняя планка 3 выполнена съемной.
Предлагаемая конструкция подвески позволяет увеличить срок службы подвески и производительность труда, снизить трудоемкость при изготовлении и ремонте подзесок.
Формула изобретения
и натянутыми над поперечными планка- ми и накладками, жестко установленными с двух сторон продольных планок, причем поперечные пластины и накладки выполнены из стеклотекстрлита.
€fr4
X
/7ff Фиъ.2
jLiA
| Подвеска для гальванической обработки деталей | 1979 |
|
SU876804A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
