Изобретение относится к сварочному производству, в частности к контактной рельефной сварке, и может быть использовано при изготовлении цепных транспортеров с цепями преимущественно малого калибра.
Целью изобретения является улучшение качества сборки и сварки кронштейна со звеном цепи малого калибра.
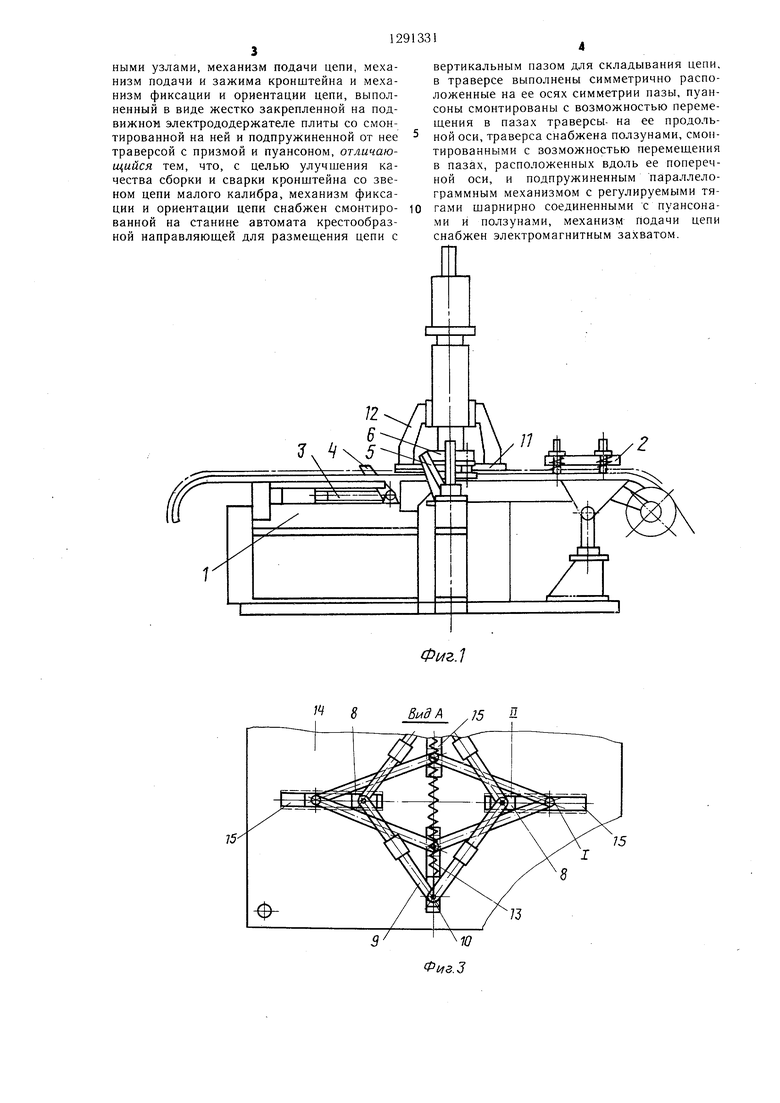
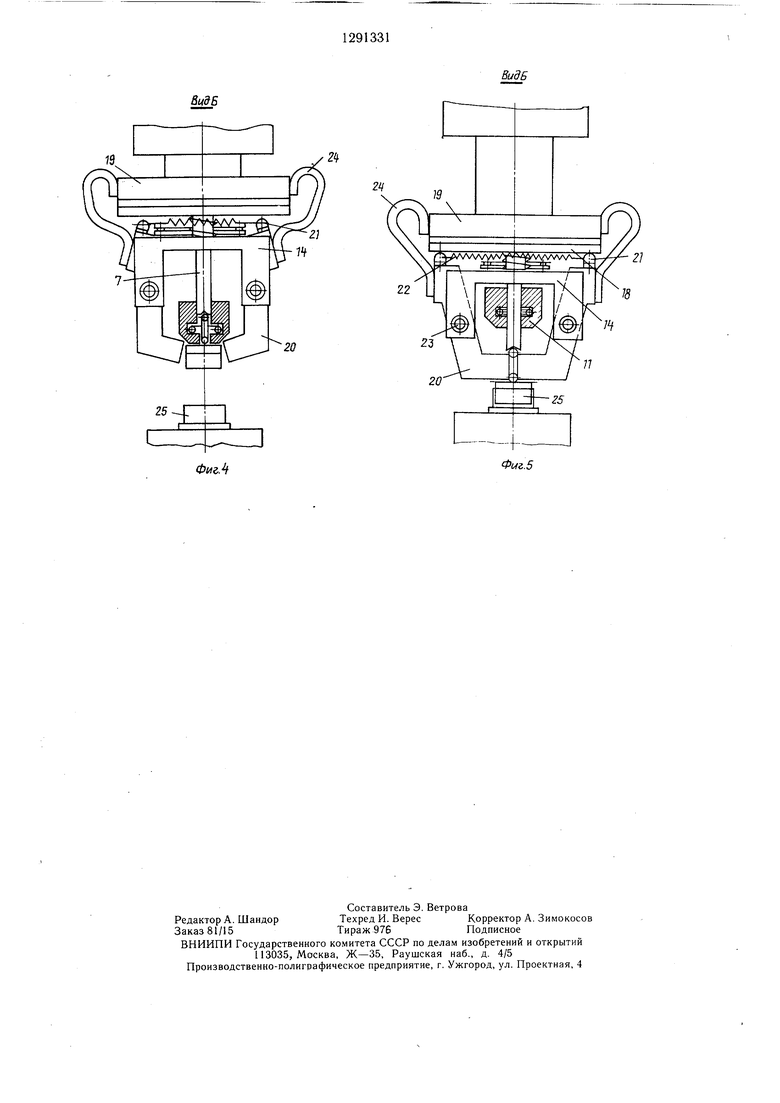
На фиг.1 показан предлагаемый автомат, общий вид; на фиг.2 - механизм фиксации и ориентации цепи; на фиг.З - вид А на фиг.2; на фиг.4 - вид Б на фиг.2, расположение частей механизма в исходном положении; на фиг.5 - то же, расположение частей механизма в рабочем положении.
Автомат для сборки и сварки кронштейна со звеном цепи содержит станину 1, на которой смонтированы механизм 2 тормоза цепи, механизм 3 перемещения цепи с электромагнитным захватом 4 и механизм 5 подачи кронштейна. Механизм 6 фиксации и ориентации звена цепи состоит из призмы- толкателя 7 цепи, пуансонов 8, шарнирно соединенных регулируемыми тягами 9 в параллелограмм с ползунами 10, и крестообразной направляющей 11, неподвижно установленной на станине контактной машины посредством кронштейнов 12. Ползуны 10 соединены между собой пружинами 13.
Призма-толкатель 7 закреплена на траверсе 14 жестко, а пуансоны 8 и ползуны 10 - с возможностью перемещения в пазах 15. Траверса 14 установлена посредством колонок 16 с пружинами 17 на электрически изолированной плите 18 подвижного электрододержателя 19. Электроды 20 с опорами 21 и пружинами 22 закреплены на траверсе 14 при помощи поворотных, электрически изолированных осей 23 и связаны гибкой шиной 24 с подвижным электрододержателем 19. Нижний электрод 25 установлен в нижнем электродо- держателе.
Автомат для сборки и сварки кронштейна со звеном цепи работает следующим образом.
Цепь укладывается в крестообразную направляющую 11, механизм 3 перемещения цепи движется в свое крайнее правое положение и при помощи электромагнитного захвата 4 вступает во взаимодействие с соответствующими звеньями цени, передвигая цепь влево в горизонтальных пазах крестообразной направляющей 11 с натяжением, обеспечиваемым механизмом 2 тормоза цепи, на заданный шаг, и занимает крайнее левое положение.
Механизм 5 подачи кронштейна подает его на нижний электрод 25 контактной машины. При движении вниз подвижного электрододержателя 19 опускается подпружиненная траверса 14, и пуансоны 8, установленные на траверсе и находящиеся в исходных положениях I в пазах 15
(фиг.З), входят в контакт с двумя ближайшими, одинаково ориентированными звенья- .ми. При дальнейшем продвижении вниз подвижного электрододержателя 19 электромагнитный захват 4 отпускает цепь, и призматолкатель 7 касается нривариваемого звена и подвигает его вместе с соседними звеньями в вертикальный паз крестообразной направляющей 11 с усилием, определяемым упругостью пружины 17. При этом цепь складывается, как показано на фиг.2.
Синхронность перемещения звеньев в вертикальном пазу обеспечивается перемещением в пазах 15 траверсы 14 пуансонов 8, связанных шарнирными регулируемыми тягами 9 с ползунами 10, образующими меж5 ду собой параллелограмм. Таким образом, к моменту сварки пуансоны 8 занимают положение II (фиг.З). При соприкосновении привариваемого звена с кронштейном призма- толкатель 7 упирается в верхнюю ветвь звена
Q и останавливает движение траверсы 14, а плита 18, продолжая перемещаться относительно траверсы 14 по колонкам 16, давит на опоры 21, установленные на электродах 20, вызывая поворот последних на осях 23 до взаимодействия с боковыми
5 ветвями привариваемого звена, после чего осуществляется сварка. Тяги 9 выполнены регулируемыми по длине с целью переналадки механизма при сварке цепи с другим шагом.
По окончании сварки механизм 3 с электромагнитным захватом 4 движется вправо и вступает во взаимодействие с цепью, при этом подвижный электрододержатель 19 движется вверх, увлекая за собой траверсу 14 с призмой-толкателем 7 и пуансонами 8. Ползуны 10 под действием пружи ны 13 движутся в пазах 15 навстречу друг другу, и при помощи тяг 9 разводят пуансоны 8 в положение I, тем самым равномерно вынимая звенья цепи из вертикального паза крестообразной направляющей 11
0 в обе стороны. Затем механизм 3 с электромагнитным захватом 4 освобождает цепь, и процесс сварки повторяется.
Изобретерие осуществляет строгое ориентирование звена цепи по отношению к привариваемому к нему кронштейну и благода5 ря перемещению звена призмой-толкателем цепи в вертикальном назу крестообразной направляющей «складывает цепь, частично освобождая боковые поверхности звена для токоподводящих электродов. Это позволяет исключить перекос и деформацию звена цепи, а следовательно, улучшить качество сборки и сварки кронштейна со звеном цепи.
Формул изобретения
5 Автомат для сборки и сварки кронштейна со звеном цепи, содержаший смонтированные на станине верхний и нижний неподвижный электрододержатели с электрод0
ными узлами, механизм подачи цепи, механизм подачи и зажима кронштейна и механизм фиксации и ориентации цепи, выполненный в виде жестко закрепленной на подвижном электрододержателе плиты со CiVioH- тированной на ней и подпружиненной от нее траверсой с призмой и пуансоном, отличающийся тем, что, с целью улучшения качества сборки и сварки кронштейна со звеном цепи малого калибра, механизм фиксации и ориентации цепи снабжен смонтированной на станине автомата крестообразной направляющей для размеш.ения цепи с
вертикальным пазом для складывания цепи, в траверсе выполнены симметрично расположенные на ее осях симметрии пазы, пуансоны смонтированы с возможностью переме- ш,ения в пазах траверсы- на ее продольной оси, траверса снабжена ползунами, смонтированными с возможностью перемещения в пазах, расположенных вдоль ее поперечной оси, и подпружиненным параллело- граммным механизмом с регулируемыми тягами шарнирно соединенными с пуансонами и ползунами, механизм Подачи цепи снабжен электромагнитным захватом.
Д1. Л,/
Фиг.1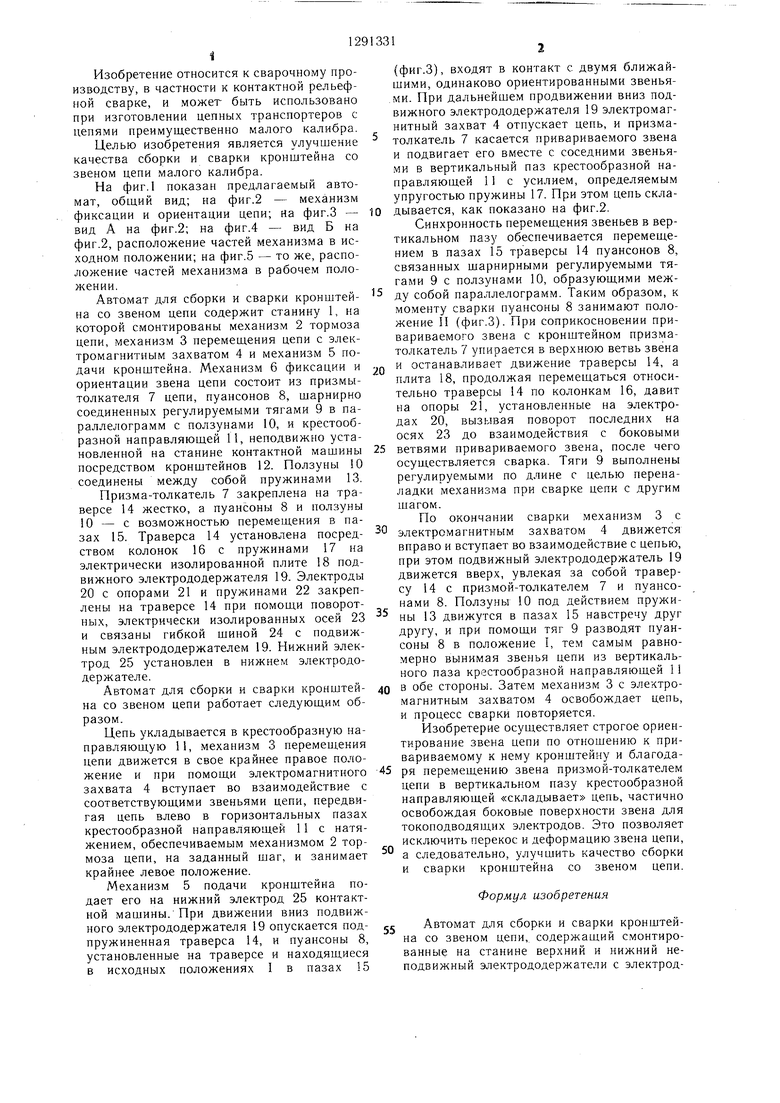
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Автомат для сборки и сварки | 1977 |
|
SU638439A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1988 |
|
SU1590278A1 |
| Автомат для сборки и рельефной сварки кронштейна со звеном цепи | 1988 |
|
SU1532240A1 |
| Устройство для монтажа ножек люминесцентных ламп | 1988 |
|
SU1622911A1 |
| АВТОМАТ ДЛЯ СВАРКИ ЦЕПЕЙ | 1969 |
|
SU236964A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
Изобретение относится к сварочной технике и может быть использовано в сварочных машинах для приварки кронштейна к звену цепи методом контактной рельефной сварки. Изобретение улучшает качество сборки и сварки кронштейна со звеном цепи преимущественно малого шага. Цель изобретения - улучшение качества сборки и сварки кронштейна со звеном цепи малого шага. Механизм фиксации и ориентации звена цепи снабжен крестообразной направляющей 11 с вертикальным пазом, неподвижно установленной на станине автомата посредством кронштейнов 12, а призма-толкатель 7 жестко установлена на траверсе 14, которая при помощи колонок 16 и пружин 17 крепится к подвижному электрододержателю 19. При движении вниз подвижного электро- додержателя 19 опускается траверса 14, призма-толкатель 7 касается привариваемого звена и продвигает его в вертикальный паз крестообразной направляющей 11. При этом цепь складывается, что позволяет в дальнейшем осуществить токоподвод через боковые ветви звена цепи. 5 ил. S (Л 12 11 19 N5 СО NHk СО со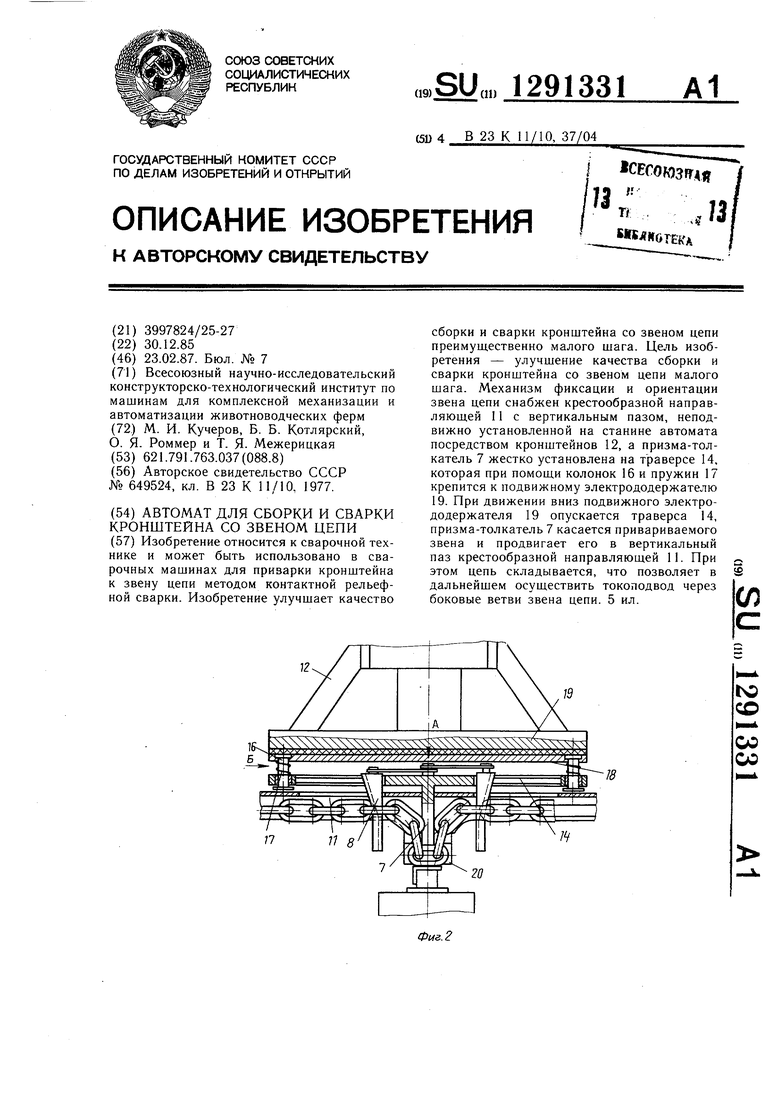
J4 8
Вид А J5 Я
ВидБ
0ие.4
Фиг.5
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
