ФигА
Изобретение относится к полированию изделий и может быть использовано при производстве волочильного инструмента.
Цель изобретения - расширение технологических возможностей инструмента за счет обработки канала волок.
На фиг. 1 изображена схема обработки канала волоки при помощи предлагаемого инструмента; на фиг. 2 - сечение А-А на фиг. 1.
Инструмент содержит цилиндр 1, выполненный из эластичного материала, содержащего абразивы, цилиндр 1 выполнен с центральным отверстием 2, в котором установлен стержень 3, причем диаметр стержня 3 меньше диаметра отверстия 2 цилиндра 1.
Стержень 3 может быть выполнен в виде пряди проволок.
Обработку канала волоки при помощи предлагаемого инструмента осуществляют следующим образом.
В канал волоки 4 вводят эластичный цилиндр 1, наружный диаметр которого должен быть больше внутреннего диаметра канала волоки 4. Этим достигается значительное увеличение площади соприкосновения поверхности канала волоки с поверхностью цилиндра как в продольном, так и в поперечном сечении. Внутрь отверстия 2 цилиндра 1 вводят стержень 3, чем достигают увеличения давления материала цилиндра 1 на поверхность канала волоки и увеличения площади соприкосновения притира с поверхностью канала в осевом направлении. После введения инструмента в канал волоки осуществляют обработку канала путем скольжения поверхности .канала волоки по поверхности цилиндра 1, волоку вращают вокруг своей оси, а цилиндру 1 вместе со стержнем 3 сообщают возврат
но-поступательное перемещение вдоль оси волоки.
Абразивные частицы, расположенные на поверхности цилиндра 1, осуществляют съем обрабатываемого материала. Для уменьшения трения в зону обработки вводят смазочную жидкость. Цилиндр 1 и стержень 3 для облегчения их введения в отверстие волоки также смазывают.
Конструкция и выбор материала стержня зависят от конкретных условий обработки. При обработке волок малых диаметров удобен стержень в виде проволоки из различного материала. При обработке волок средних и больших диаметров целе- 5 сообразно использовать стержень в виде пряди из нескольких проволок малого диаметра.
Таким образом, предлагаемый инструмент за счет выполнения цилиндра из эластичного материала, содержащего абразивы, с центральным отверстием, в котором размещен стержень меньшего диаметра, позволяет осуществить обработку канала волоки.
25
Формула изобретения
1. Инструмент для полирования изделий, содержащий цилиндр, выполненный из эластичного материала, содержащего абразивы, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки канала волок, инструмент снабжен стержнем, а в цилиндре выполнено центральное отверстие, в котором установлен стержень, причем диаметр стержня меньше диаметра отверстия цилиндра.
2. Инструмент по п. 1, отличающийся тем, что стержень выполнен в виде пряди проволок.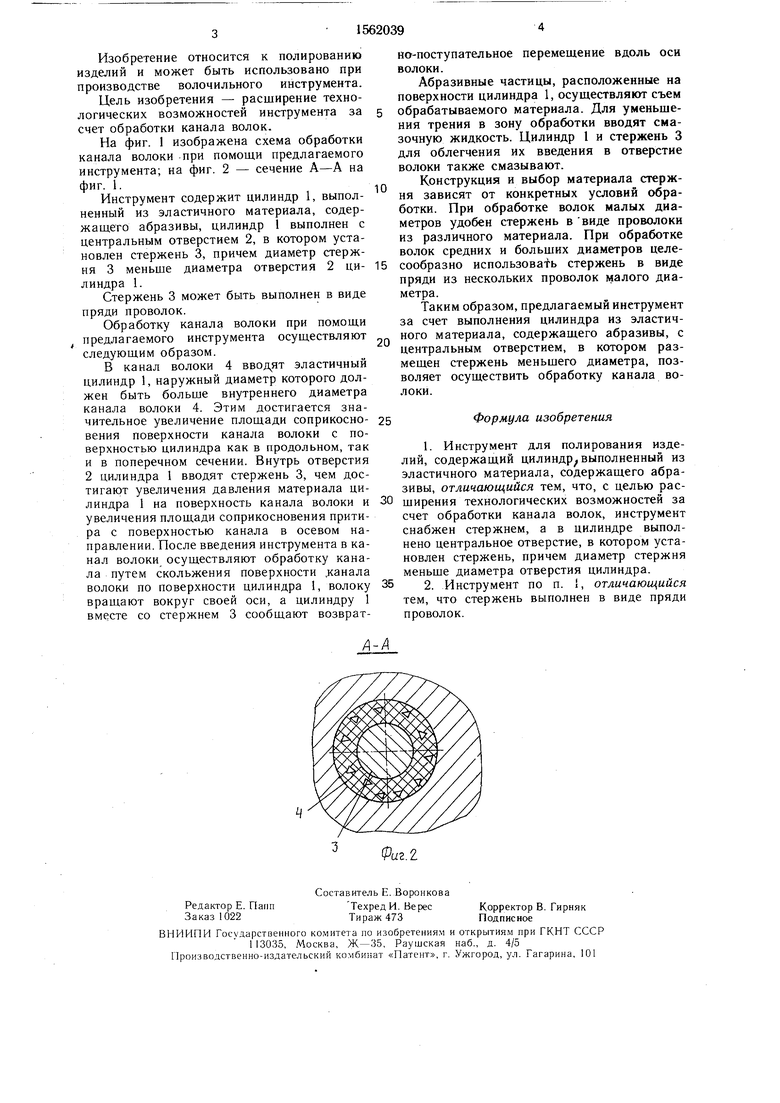
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования отверстий малых диаметров | 1986 |
|
SU1351755A1 |
| Инструмент для обработки канала волок | 1987 |
|
SU1445834A1 |
| Устройство для ультразвуковой обработки канала волоки | 1982 |
|
SU1106638A1 |
| Способ шлифования канала волоки | 1990 |
|
SU1801647A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗНОГО МАТЕРИАЛА С ОТВЕРСТИЕМ | 2020 |
|
RU2735087C1 |
| Устройство для обработки проволоки | 1972 |
|
SU521960A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАНАЛА ВОЛОКИ ПРОВОЛОКОЙ | 1991 |
|
RU2014203C1 |
| Волока для волочения витых проволочных изделий | 1980 |
|
SU865469A1 |
| Технологический инструмент для волочения витых проволочных изделий | 1988 |
|
SU1565927A1 |
| СПОСОБ АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2008 |
|
RU2359805C1 |
Изобретение относится к полированию изделий и может быть использовано при производстве волочильного инструмента. Цель изобретения - расширение технологических возможностей за счет обработки канала волок. В канал волоки 4 вводят цилиндр 1, выполненный из эластичного материала, содержащий абразив. Наружный диаметр цилиндра 1 больше внутреннего диаметра канала волоки. В отверстие 2 цилиндра 1 вводят стержень 3, диаметр которого меньше диаметра отверстия 2. При вращении волоки вокруг своей оси и перемещении цилиндра 1 со стержнем 3 возвратно-поступательно вдоль оси волоки происходит полирование поверхности канала волоки. 1 з.п. ф-лы, 2 ил.
Фиг г
| Ерманок М | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Волочение цветных металлов - М.: Металлургия, 1982, с: 192-193 | |||
| Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| / Под ред | |||
| В | |||
| Н | |||
| Бакуля - М.: Ма шиностроение | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| J J | |||
