Изобретение относится к метизной промышленности, а именно к канатному производству, и предназначено для изготовления пластически обжатых прядей и проволочных канатов.
Цель изобретения - повышение качества изделий.
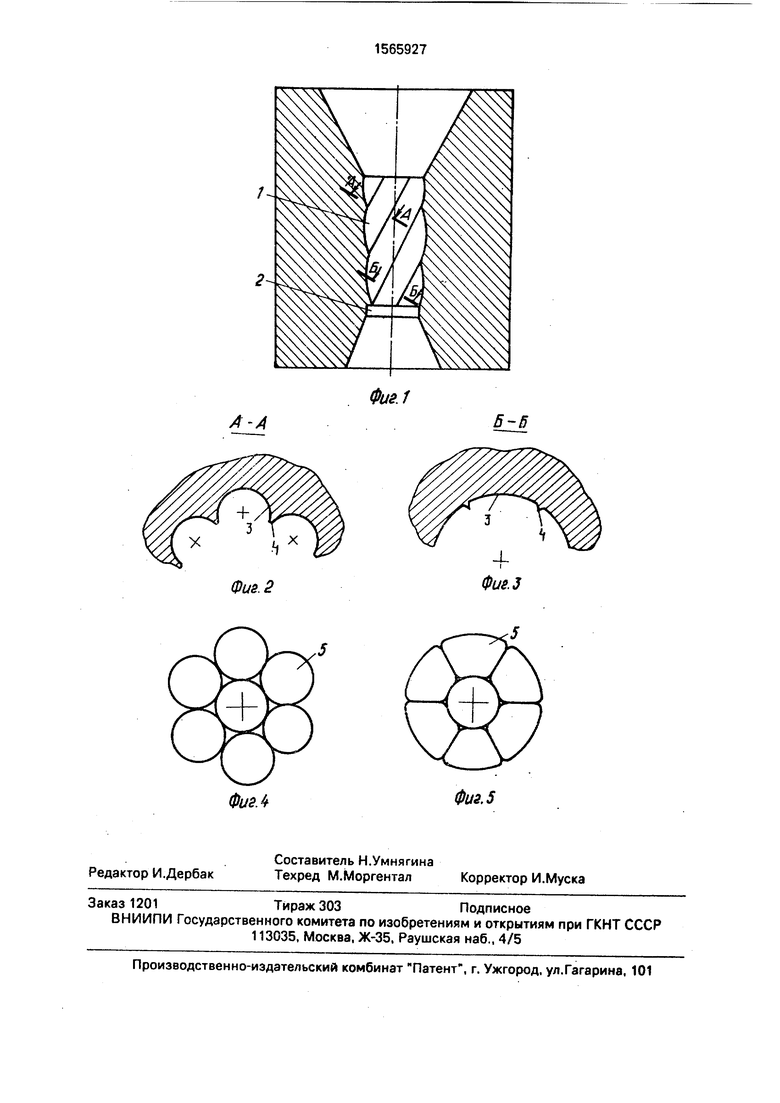
На фиг.1 показана волока, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - изделие, сечение до волочения; нафиг.5-то же, после золочения.
Волока содержит канал переменного по длине сечения, состоящего из рабочего 1 и калибрующего 2 участков. Рабочий участок выполнен из чередующихся винтовых круглых канавок 3 и винтовых выступов 4, профили которых выполнены подлине рабочего участка переменными. Увеличение ширины канавок в направлении волочения осуществлено за счет уменьшения ширины выступов. Участки винтовых канавок в начале рабочего участка выполнены меньшим радиусом, чем участки, находящиеся в конце. При этом радиус дна канавки постепенно приближается к радиусу калибрующего участка или к радиусу поперечного сечения обработанного изделия.
Количество винтовых канавок должно соответствовать количеству обрабатываемых элементов в витом проволочном изделии на верхнем слое свивки, а их шаг близок к шагу свивки. Направление винтовой нарезки канавок должно также соответствовать направлению свивки обрабатываемого изделия.
При этом площадь поперечного сечения канала рабочего участка в направлении волочения должна уменьшаться, как практически во всей волоках.
Выполнение поверхности канала рабочего участка волоки из чередующихся винтовых круглых канавок и винтовых выступов позволяет осуществлять деформацию, например, каждой пряди в верхнем слое свивки каната в отдельной винтовой канавке.
(Л
с
ел о ел о ю VI
Выступы предназначены для отделения элементов изделия друг от друга при волочении и их направленной деформации. Выполнение винтовых круглых канавок с увеличением радиуса и ширины в направлении волочения позволяет согласовать изменение формы участка элемента изделия и возможность его дальнейшего передвижения в волоке.Выполнениевыступов уменьшающимися в направлении волочения позволяет не препятствовать деформации каждого элемента по принятию необходимой формы.
Обжатие всех прядей на участке деформации одновременно путем силового воздействия поверхностью рабочего участка канала волоки, имеющей поверхность, обратную поверхности обрабатываемого изделия, позволяет осуществлять деформацию каждого элемента в отдельности и всего изделия в целом.
Волока работает следующим образом.
В установленную с возможностью вращения волоку с шестью винтовыми канавками 3 на рабочем участке канала задают передний конец пряди 5 с шестью витыми проволоками. Задача переднего конца осуществляется известными в волочении способами.
К переднему концу изделия прикладывают усилие, обеспечивающее деформацию в волоке элементов изделия и его самого на заданную величину.
Деформация проволок в винтовых канавках начинается с момента соприкосновения поверхности изделия с поверхностью рабочего участка. При деформации выступы 4 входят в пространство между витыми проволоками на изделии, а деформация проволок осуществляется в винтовых круглых канавках. Вследствие уменьшения сечения канала по длине рабочего участка обжатие
заготовки по диаметру происходит как канавками, так и выступами волоки,
Каждая проволока пряди подвергается деформации в своей винтовой канавке, принимает в сечении форму, близкую к клину. При этом поверхность каждой деформированной проволоки становится частью цилиндрической поверхности обжатой пряди. Ширина поверхности каждой деформированной в канавке проволоки, а также ширина зазора между проволоками, являются стабильными по длине изделия. Качество изделия получается высоким.
Во время волочения пряди волока приводится во вращение самой прядью, вследствие чего отпадает необходимость в дополнительном приводе (как это предлагается в известном инструменте), т.е. повышается эффективность волочения.
Использование предлагаемой волоки, установленной с возможностью вращения, позволяет исключить ее привод, повысить ее стойкость, уменьшить усилие волочения, а также за счет более равномерной деформации повысить качество готовых изделий. Кроме того, улучшается товарный вид готовых изделий.
30
Формула изобретения
Технологический инструмент для волочения витых проволочных изделий, содержащий канал переменного по длине сечения, состоящий из рабочего и калибрующего участков, отличающийся тем, что, с целью повышения качества изделий, поверхность канала рабочего участка выполнена из чередующихся винтовых круглых канавок и винтовых выступов, при этом
в направлении к калибрующему участку канавки выполнены с увеличением радиуса и ширины, а выступы с уменьшением высоты.

| название | год | авторы | номер документа |
|---|---|---|---|
| Волока для волочения витых проволочных изделий | 1980 |
|
SU865469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| СПОСОБ И УСТРОЙСТВО УПЛОТНЕНИЯ МНОГОПРОВОЛОЧНОЙ ТОКОПРОВОДЯЩЕЙ ЖИЛЫ ИЛИ СТРЕНГИ | 2022 |
|
RU2795270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| Способ волочения проволочного электрода и устройство для его осуществления | 1986 |
|
SU1444013A1 |
Изобретение относится к метизной промышленности, а именно к канатному производству, и предназначено для изготовления пластически обжатых прядей и проволочных канатов. Цель изобретения - повышение качества изделий. Технологический инструмент для волочения витых проволочных изделий содержит канал переменного по длине сечения, состоящий из рабочего 1 и калибрующего 2 участков. Поверхность канала рабочего участка выполнена из чередующихся винтовых круглых канавок и винтовых выступов, при этом в направлении к калибрующему участку канавки выполнены с увеличением радиуса и ширины, а выступы - с уменьшением высоты. 5 ил.
А-А
Фив. 2
6-5
Фиг, 5
| ВРАЩАЮЩАЯСЯ ВОЛОКА | 0 |
|
SU296451A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
