Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки эластичной средой | 1983 |
|
SU1247126A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Устройство для вытяжки с нагревом | 1988 |
|
SU1538955A2 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки полых изделий из листовой заготовки | 1983 |
|
SU1139538A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |

Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано при изготовлении тонкостенных полых деталей путем глубокой вытяжки. Цель изобретения - расширение технологических возможностей за счет обеспечения вытяжки детали из тонколистовой заготовки с толщиной менее 1,2 мм и относительной толщиной менее 0,005. Штамп содержит пуансон 1, матрицу 2, основной 3 и дополнительный наружный прижимы в виде усеченных конусов, эластичную среду 5, эластичное кольцо 6, установленное в рабочем отверстии матрицы 2 на ее основной конической поверхности 7. Отверстие эластичного кольца 6 сужается в сторону дополнительной конической поверхности 10 матрицы 2, а наименьший диаметр не меньше величины меньшего диаметра конусной поверхности основного прижима 3. При вытяжке эластичное кольцо создает подпор свободной от прижимов боковой поверхности полуфабриката, чем исключает складкообразование. 2 ил.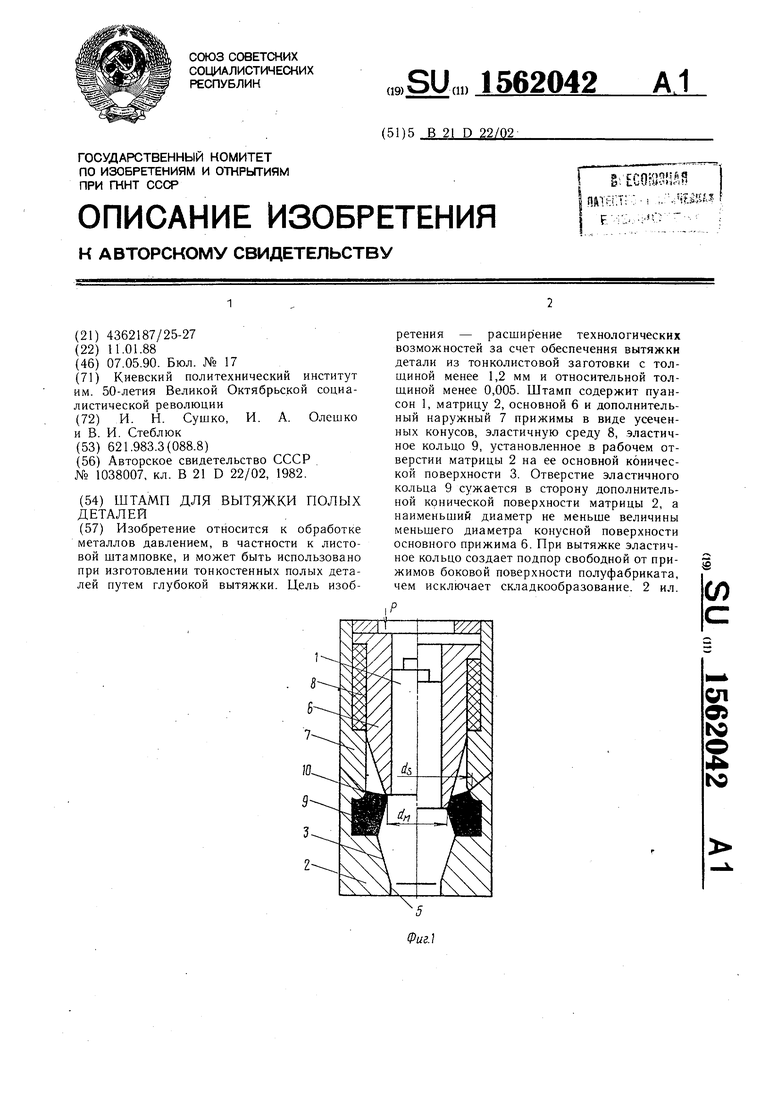
| Штамп для вытяжки полых деталей | 1982 |
|
SU1038007A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
