Изобретение относится к области обработки металлов давлением и может быть использовано при накатывании крупных винтовых профилей.
Цель изобретения - повышение точности накатываемых профилей за счет более точного базирования заготовки.
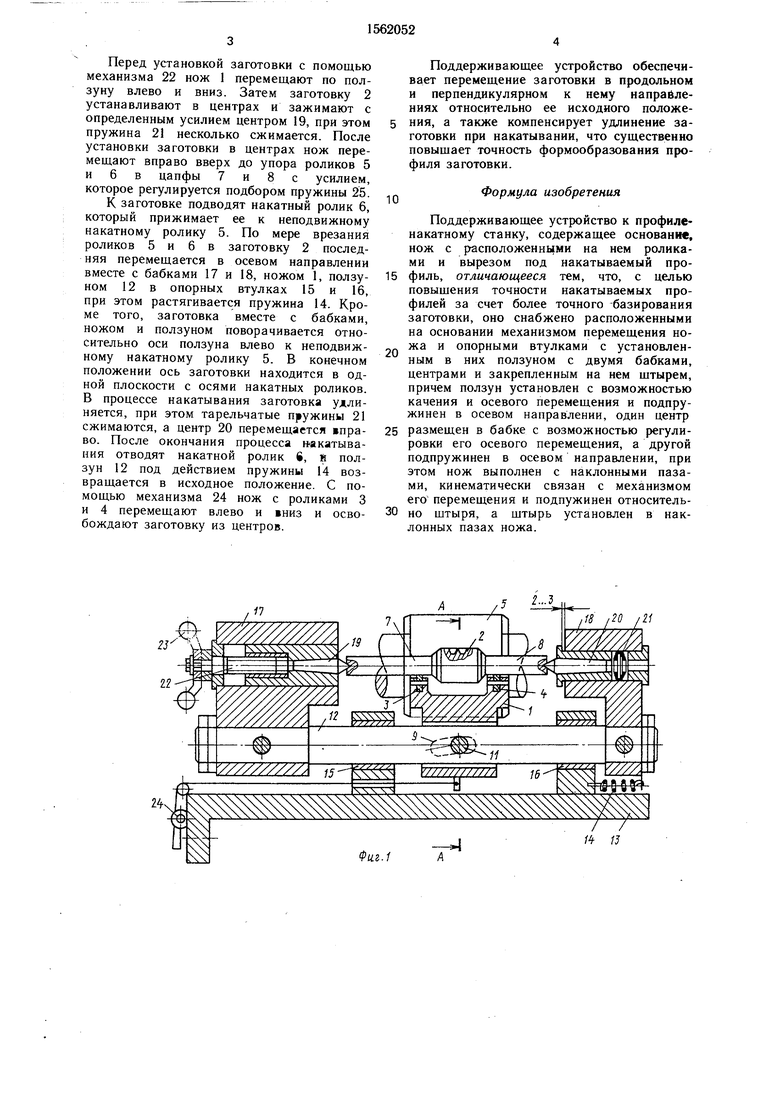
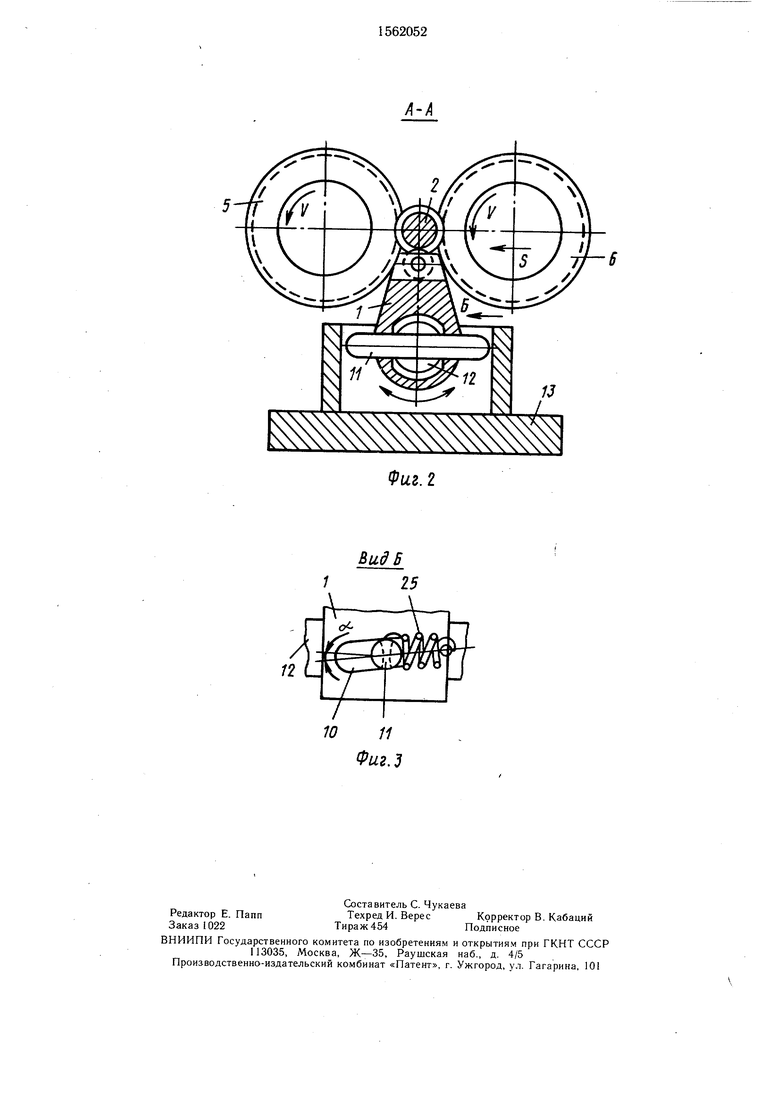
На фиг. 1 изображено поддерживающее устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
В поддерживающем устройстве к профи- ленакатному станку опорный нож 1 выполнен с вырезом под накатываемый профиль заготовки 2. Нож 1 имеет пару вращающихся роликов 3 и 4, расположенных параллельно осям накатных роликов 5 и 6 напротив цапф 7 и 8 заготовки 2.
В ноже 1 выполнены наклонные пазы 9 и 10, связанные со штырем 11, который закреплен в цилиндрическом ползуне 12. Ползун 12 подпружчнен относительно
основания 13 пружиной 14. Штырь 11 имеет возможность перемещения по наклонным пазам 9 и 10. Ползун 12 может качаться и свободно перемещаться в опорных втулках 15 и 16, которые жестко закреплены на основании 13. На ползуне 12 расположены две бабки 17 и 18 с подвижными центрами 19 и 20. Центр 20 подпружинен в осевом направлении тарельчатыми пружинами 21, а центр 19 связан с бабкой 17 через механизм 22 регулировки его осевого перемещения, выполненный, например, в виде пары-винт - гайка. Винт приводится во вращение штурвалом 23. Нож 1 связан тросом с механизмом 24 его перемещения и подпружинен относительно штыря 11 пружиной 25 сжатия. Угол наклона пазов 9 и 10 к оси ползуна 12 составляет угол 3-5° и обеспечивает самоторможение при воздействии вертикальной нагрузки на нож 1 через ролики 3 и 4.
сд
О
1C
о
СЛ 1C
Перед установкой заготовки с помощью механизма 22 нож 1 перемещают по ползуну влево и вниз. Затем заготовку 2 устанавливают в центрах и зажимают с определенным усилием центром 19, при этом пружина 21 несколько сжимается. После установки заготовки в центрах нож перемещают вправо вверх до упора роликов 5 и б в цапфы 7 и 8 с усилием, которое регулируется подбором пружины 25.
К заготовке подводят накатный ролик 6, который прижимает ее к неподвижному накатному ролику 5. По мере врезания роликов 5 и б в заготовку 2 последняя перемещается в осевом направлении вместе с бабками 17 и 18, ножом 1, ползуном 12 в опорных втулках 15 и 16, при этом растягивается пружина 14. Кроме того, заготовка вместе с бабками, ножом и ползуном поворачивается относительно оси ползуна влево к неподвижному накатному ролику 5. В конечном положении ось заготовки находится в одной плоскости с осями накатных роликов. В процессе накатывания заготовка удлиняется, при этом тарельчатые пружины 21 сжимаются, а центр 20 перемещается вправо. После окончания процесса накатывания отводят накатной ролик 6, и ползун 12 под действием пружины 14 возвращается в исходное положение. С помощью механизма 24 нож с роликами 3 и 4 перемещают влево и вниз и освобождают заготовку из центров.
Поддерживающее устройство обеспечивает перемещение заготовки в продольном и перпендикулярном к нему направлениях относительно ее исходного положения, а также компенсирует удлинение заготовки при накатывании, что существенно повышает точность формообразования профиля заготовки.
Формула изобретения
Поддерживающее устройство к профиле- накатному станку, содержащее основание, нож с расположенными на нем роликами и вырезом под накатываемый профиль, отличающееся тем, что, с целью повышения точности накатываемых профилей за счет более точного -базирования заготовки, оно снабжено расположенными на основании механизмом перемещения ножа и опорными втулками с установленным в них ползуном с двумя бабками, центрами и закрепленным на нем штырем, причем ползун установлен с возможностью качения и осевого перемещения и подпружинен в осевом направлении, один центр
размещен в бабке с возможностью регулировки его осевого перемещения, а другой подпружинен в осевом направлении, при этом нож выполнен с наклонными пазами, кинематически связан с механизмом его перемещения и подпужинен относительно штыря, а штырь установлен в наклонных пазах ножа.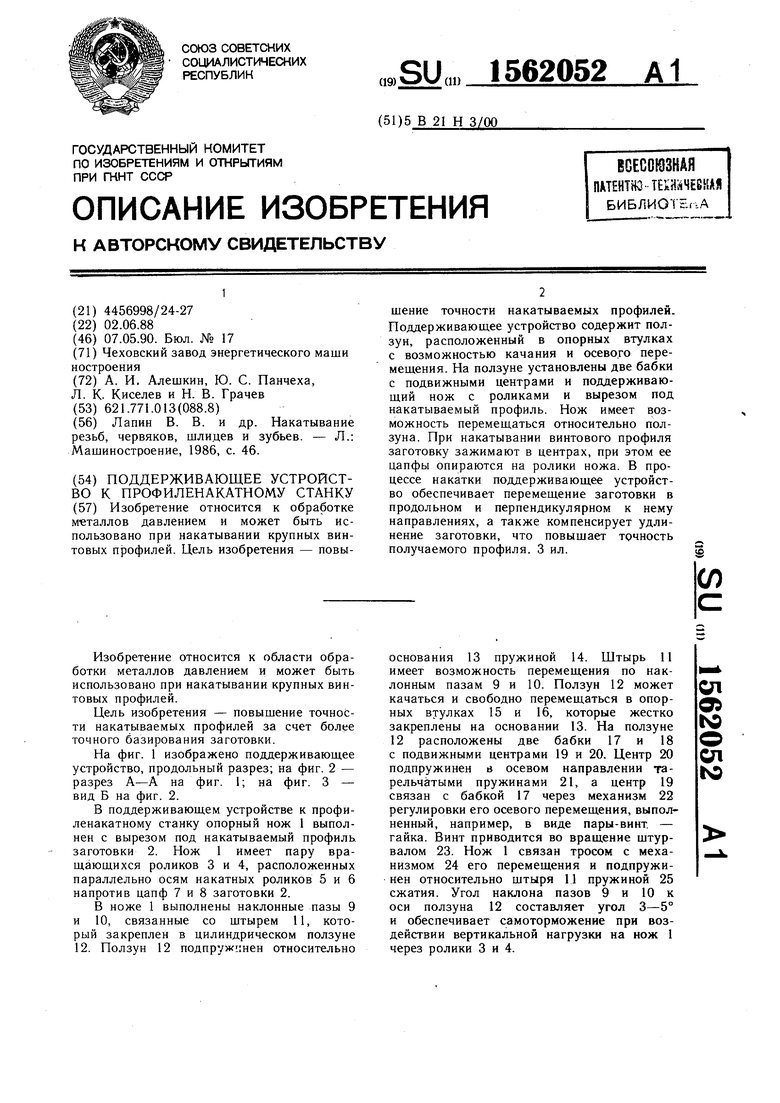
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К ПРОФИЛЕНАКАТНОМУ СТАНКУ | 2002 |
|
RU2240889C2 |
| ПРОФИЛЕНАКАТНЫЙ СТАНОК | 2004 |
|
RU2243055C1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Резьбонакатная головка | 1979 |
|
SU841742A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании крупных винтовых профилей. Цель изобретения - повышение точности накатываемых профилей. Поддерживающее устройство содержит ползун, расположенный в опорных втулках с возможностью качания и осевого перемещения. На ползуне установлены две бабки с подвижными центрами и поддерживающий нож с роликами и вырезом под накатываемый профиль. Нож имеет возможность перемещаться относительно ползуна. При накатывании винтового профиля заготовку зажимают в центрах, при этом ее цапфы опираются на ролики ножа. В процессе накатки поддерживающее устройство обеспечивает перемещение заготовки в продольном и перпендикулярном к нему направлениях, а также компенсируют удлинение заготовки, что повышает точность получаемого профиля. 3 ил.
Al
22
...
fig /20 /21
Фц.г.1
Фиг. 2
Вид Б
| Лапин В | |||
| В | |||
| и др | |||
| Накатывание резьб, червяков, шлицев и зубьев | |||
| - Л.: Машиностроение, 1986, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
